|
|
Категория:
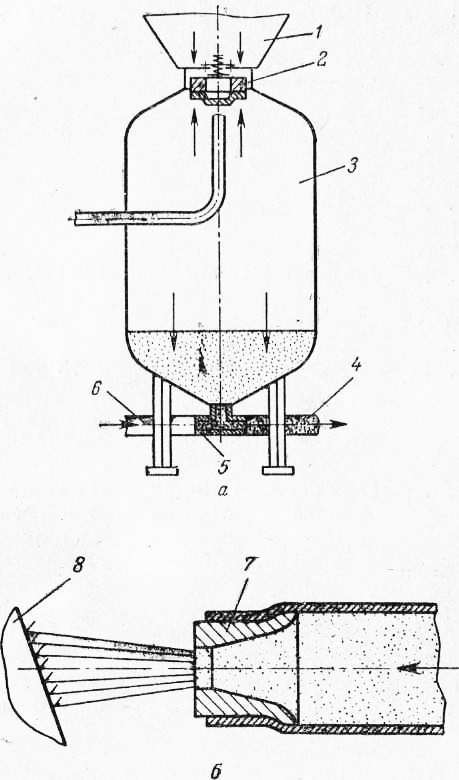
Подготовка под окраску Далее: Обезжиривание поверхности Механические методы находят применение при подготовке металлических поверхностей под окраску. К преимуществам этих методов относится: Однако механические методы имеют также недостатки: значительную стоимость обработки, особенно при ручной очистке; малую производительность (за исключением дробеметного способа); наклеп обрабатываемой поверхности. Перечисленные недостатки ограничивают применение механических методов. Чаще всего их используют в Единичном и мелкосерийном производствах, при необходимости очистки готовых конструкций на монтажной площадке, при перекраске эксплуатирующихся изделий и т. п. В последние годы дробеметным способом очищают прокат перед грунтованием. Требования к степени очистки поверхности зависят от условий эксплуатации покрытий. Упомянутым стандартом2 предусматривается три степени очистки от ржавчины и три — от окалины. Качество очищенной поверхности оценивается визуально, сравнением с эталонными образцами для каждой степени очистки. Первая и вторая степени очистки допускаются для! покрытий, к которым не предъявляются особые требования. Третья степень очистки необходима для лако-| красочных покрытий, эксплуатируемых длительное Bpejj мя в сильно агрессивных средах. Подобная классификация предлагается и в работе с поверхности изделий, эксплуатируемых в помещенной полное удаление всех загрязнений не обязательно; дол»|| ны удаляться слабосцепленные с поверхностью загряВГ нения, которые могут отслаиваться вместе с наносимым лакокрасочным материалом. При эксплуатации изделий в слабоагрессивной среде их поверхность должна полностью очищаться, однако следы загрязнений допускаются. Тщательное удаление всех загрязнений необходимо для изделий, эксплуатирующихся в сильно агрессивных условиях (морская среда, загрязненная промышленная атмосфера и т. п.). Наиболее простым способом является ручная очистка поверхности с помощью различных скребков, проволочных щеток или механизированного инструмента. При ручной очистке перед окраской часто применяют металлические щетки: дисковые, цилиндрические (роликовые), кольцевые, торцевые (чашечные) и жесткие металлические4. Щетки различают по плотности набивки ворса (большая, средняя и малая плотность); ширине (широкие, средние, узкие); по расположению ворса (с радиальным, тангенциальным и свободным); по характеру укладки ворса (непрерывная, пучками); по форме изготовления проволоки (прямая, гофрированная или сплетенная в жгут). Дисковые щетки с радиальным ворсом из прямой проволоки используют для удаления толстого слоя окалины, очистки литья и поковок, зачистки сварных швов. Дисковые щетки с радиальным расположением ворса из гофрированной или сплетенной в жгут проволоки используются для зачистки заусенцев, для удаления ржавчины и старой краски. Дисковые щетки с неметаллическим ворсом применяют для полирования, удаления тонкого слоя окалины и цветов побежалости, легких заусенцев, а также стружки и остатков смазочно-охлаждающих жидкостей после резания, для очистки поверхности от различных масел и загрязнений, для отделки деталей из цветных металлов, дерева и пластмасс. Цилиндрические (роликовые) щетки, так же как и дисковые, применяют для полирования, легкой отделки, удаления отслаивающейся окалины. Кольцевые щетки с небольшой свободной длиной ворса и большим диаметром посадочного отверстия характеризуются повышенной жесткостью и пригодны для доводочных (полировальных) работ на больших скоростях, ворсовая часть кольцевых щеток может быть из проволоки, фибры, корда, синтетической и натуральной щетины. Торцевые (чашечные) щетки предназначены для удаления окалины, ржавчины, старой краски, грязи с больших поверхностей при подготовке под окраску, зачистки сварных швов и соединений. Жесткие металлические щетки (иглофрезы) используют для тех же работ, что и обычные металлические щетки, но в отличие от них при определенных условиях ими можно снимать до 4 мм металла за 1 проход. Ворсовая часть иглофрез очень плотная (занимает 50—85% поверхности) и обладает значительной жесткостью. При работе ворсинки отклоняются на небольшой угол и представляют собой своеобразный полужесткий микрофрез. Вследствие упругих деформаций ворса (несмотря на I большие усилия, воспринимаемые концами каждой ворсинки в процессе резания) исключается излом ворсинок, характерный для обычных щеток. Благодаря долговечности и высокой производительности иглофрезы используют для удаления твердой горячекатаной окалины сталей. Чугун, углеродистую и легированную стали, а также бронзу обрабатывают щетками с проволокой из углеродистой стали диаметром 0,05—0,4 мм; нержавеющую сталь — щетками с проволокой из нержавеющей стали диаметром 0,1—0,2 мм; медь, никель, медные гальванщ ческие покрытия — щетками с латунной или медной проволокой диаметром 0,15—0,20 мм. Для ручной очистки используют различные скребки например скребок с лезвиями из карбида вольфрама5. Большая твердость и прочность карбида вольфрама обеспечивает непрерывную работу одной кромки в течение 48 ч, поэтому срок службы лезвия прямоугольной формы с четырьмя кромками составляет 200 ч. Однако вследствие небольшой производительности и невысокого качества очистки ручную очистку применяют только для удаления рыхлых толстых слоев ржавчины, старой окраски, шелушащейся окалины, нагаров сварных швов и т. п. Для повышения производительности ручной очистки применяют механизированный инструмент, пневматические или электрические дрели, ручные шлифовальные машинки, пневматические молотки и т. п. Рабочим органом шлифовальных машинок служат абразивные круги и ленты различной твердости и зернистости. Для удаления ржавчины применяют также пневматические устройства. Так, одна из английских фирм разработала пневматическое игольчатое устройство с 29 иглами, производящими 4000 ударов в 1 мин. Ручным способом невозможно полностью очистить поверхность из-за неравномерного распределения ржавчины. Даже после тщательной обработки ручными щетками или механизированным инструментом в порах металлической поверхности остается (в зависимости от степени заржавленности) до 250 г продуктов коррозии на 1 м2 поверхности1. Для достижения хорошей адгезии лакокрасочного покрытия к такой поверхности необходимо ее дополнительно химически обрабатывать, например, смыв-ками на основе фосфорной кислоты. При механической очистке поверхностей наиболее широко распространены следующие способы: пескоструйный, гидроабразивный (гидропескоструйный), дробеструйный, дробеметный. Пескоструйный способ применяют для очистки штучных изделий с толщиной стенки не менее 3 мм. При этом создается требуемая для получения лакокрасочного покрытия шероховатость поверхности. Лучшие результаты получаются при использовании в качестве абразивного материала силикатного песка. Однако вследствие вредного действия на здоровье работающих (развитие силикозов) применение его ограничено. Вместо силикатного песка можно использовать металлический песок или загрязненные поверхности подвергать гидропескоструйной обработке. По очистке поверхности металлическим песком накоплен значительный производственный опыт. Металлический песок должен изготовляться из того же материала, что и очищаемая поверхность; возможно использование и других материалов с электрохимическими характеристиками, близкими к характеристикам этой поверхности. При выполнении этого требования исключается развитие подпленочной коррозии, причиной кото-рои могут быть частицы песка, оставшиеся на окрашенной поверхности после очистки. Для получения требуемой шероховатости поверхности размер частиц металлического песка не должен превышать 0,8 мм. Для очистки чугуна и стали можно применять следующие абразивные материалы: дробь чугунную колотую или литую, дробь стальную колотую ИЛИ литую дробь стальную рубленую из проволоки. Стальные детали очищают колотой чугунной дробью (песком), получаемой на специальной установке разбрызгиванием; твердость песка по Роквеллу HRc 51 — 56 ед. Для изготовления дроби используется чугун с содержанием 4% С и 0,2% Сг. Обычно применяют песок с размерами частиц 0,3; 0,5; 0,8 мм, которые получаются при дроблении чугунной (литой) дроби на вальцовой мельнице. Дробь стальную колотую изготавливают из стальной стружки, содержащей 0,5—0,6% С после ее нагрева при : 900—920 °С и закалки в холодной воде; толщина стружки должна быть не менее 1 мм, а твердость после закалки — HRc 60—64 ед. Для обдувки деталей с толщиной стенки до 2.5; 5 мм и более используют металлическую колотую дробь средним размером 0,3, 0,5 и 0,8 мм соответственно. Чугунной и стальной дробью очищают изделия из черных металлов, а алюминиевой и латунной — изделия из цветных металлов. Литую дробь получают дроблением струи металла при его разливке с помощью вращающегося барабана или диска. Недостатком литой дроби является ее округлая форма, снижающая абразивное действие. Для отливки дроби используют серый чугун следующего состава (в %): С—3—3,6; Мп—0,4—0,7; Si—2—5; Р—0,6—0,8; S—0,15. Наибольшей износостойкостью обладает стальная дробь, полученная рубкой легированной проволоки и термически обработанная до твердости HRc 38—55 единиц. Установлено, что при очистке различных поверхностей лучшие результаты достигаются, если в качестве абразивных используют следующие материалы: Кроме металлического песка в качестве нового абразивного материала за рубежом используются специальные стеклянные бусинки десяти размеров, от 10—50 до 400-800 мкм. По данным английской фирмы Vacy Blast, с их помощью значительно улучшается качество отделки. Этот абразивный материал применяется в установках, предназначенных для сухой и мокрой очистки поверхности. При гидроабразивной (в частности, гидропескоструйной) очистке абразивный материал подается на поверхность струей воды давлением не более 10 ат. Таким способом чаще всего очищают литье и поковки. В случае применения этого метода для очистки поверхности перед окраской требуется, чтобы время между очисткой и окраской было минимальным, кроме того, необходимо вводить в воду различные пассиваторы, например — хромовый ангидрид (0,5—1 г!л), бихромат калия (3—5 г/л), таннин (20—50 г/л), нитрит натрия (5—10 г/л). Гидроабразивная смесь обычно распыляется воздухом под давлением 5—6 ат, при этом почти полностью исключается выделение пыли. Так же как и при сухой абразивной очистке, зернистость материала должна быть такой, чтобы шероховатость поверхности Ra не превышала 10 мкм. В качестве абразивного материала используют речной песок, стеклянные бусинки, карбиды бора и кремния и др. Чистота обрабатываемых поверхностей зависит от количества абразивного материала в гидроабразивной смеси, от размера его зерен и от давления воздуха. Таким методом очистки можно получать поверхности различного класса чистоты (до седьмого класса). После гидроабразивной очистки изделия промывают (для удаления песка, приставшего к их поверхности), затем фосфатируют и пассивируют (вместо фосфатиро-вания можно применять фосфатирующие или другие защитные грунтовки). Пассивированную поверхность также промывают. В случае пассивирования поверхности растворами хромового ангидрида промывка не требуется. При работе на гидроабразивных установках необходимо защищать кожу от вредного влияния гидроабразивной смеси, создавать эффективный воздухообмен и хорошее освещение поверхности обрабатываемого предмета. Разновидностью очистки абразивными материалами является дробеструйная обработка с применением стальной или чугунной дроби диаметром около I мм. Дробь подается на очищенную поверхность сжатым воздухом под давлением 5—6 ат. Этот вид очистки принципиально не отличается от пескоструйной очистки. Требуемая чистота поверхности при дробеструйной очистке, так же как и при пескоструйной, зависит от условий эксплуатации изделия после окраски. Для изде| лий, эксплуатирующихся в тяжелых условиях, необходима особенно тщательная очистка. Наиболее производительным способом обработки является дробеметная очистка, при которой дробь под действием центробежной силы, образующейся при вращении турбинного колеса с лопатками, непрерывно подается на изделие. Дробеметная очистка значительно производительнее и экономичнее пескоструйной. Дробеметным способом можно очищать поверхность: листа толщиной более 2,5—3 мм, так как более тонкий лист подвергается наклепу и короблению. Наклеп при дробеметной очистке еще больше, чем при дробеструйной, так как поток дроби, выбрасываемый турбинным колесом под действием центробежной силы, в момент встречи с обрабатываемой поверхностью имеет скорость 60— 80 м/сек. На поверхности, очищенные дробеметным способом, чаще всего наносят защитные грунтовки, которые обеспечивают значительный срок межоперационного хранения даже в естественных условиях. По данным Государственного института пигментов и Ленинградского отделения Всесоюзной производственной конторы (ВПК) «Ла-кокраспокрытие» один слой грунтовок ВЛ-02 или ВЛ-08 защищает поверхность, очищенную дробеметным способом, в течение 1—3 месяцев при открытом хранении листового проката. Двухслойное покрытие указанными грунтовками увеличивает длительность защиты до 6 месяцев. Возможность непрерывной очистки в камерах проходного типа в сочетании с большой производительностью обеспечивает дробеметному способу все большее распространение. Несмотря па то, что дробеметная очистка производится в камерах без участия человека, содержание пыли в воздухе цеха не должно превышать 2 мг на 1 м3 воздуха. Дробеметные камеры и стены рабочего помещения необходимо очищать пылесосами не реже одного раза в месяц. После обработки поверхности любыми абразивными материалами ее необходимо обдувать очищенным воздухом. В некоторых случаях очистку поверхности перед окраской производят пламенным методом. Очищаемую поверхность нагревают кислородно-ацетиленовым пламенем, при этом происходит растрескивание окислов вследствие различий в коэффициентах линейного расширения окислов и металла. Для очистки применяют стандартные ручные горелки типа УР, СУ, ГАЗ-1 и др. Ширина факела от 30 до 160 мм и выше. Таким способом очищают изделия с толщиной стенки не менее 3 мм, покрытые толстым слоем ржавчины или старым лакокрасочным покрытием, которые необходимо удалить. При пламенном методе очистки поверхности срок службы лакокрасочного покрытия в 1,5 раза больше, чем при очистке ручными щетками, несмотря на то, что после пламенной очистки продукты горения удаляют также ручной щеткой. Чистота поверхности после пламенной очистки соответствует 1—3 классам, чего недостаточно для последующей окраски многих изделий. Однако для железнодорожных мостов, металлоконструкций и других сооружений этот метод очистки пригоден и применяется довольно часто. После очистки пламенным способом лакокрасочные материалы следует наносить на еще не остывшую поверхность. Температура металлической поверхности перед нанесением целлюлозных материалов должна быть ниже 54 °С, перед нанесением эмалей — ниже 70 °С. Наиболее желательная температура от 15 до 50 °С. При нанесении лакокрасочного материала на металл, имеющий более высокую температуру, появляются пузыри, нарушается адгезия, а также ухудшается внешний вид пленки. Одним из распространенных методов механической очистки мелких деталей при массовом их производстве является галтовка, которая производится в барабанах при взаимном трении и ударах деталей. При неполной загрузке барабана детали свободно перемещаются, Продолжительность очистки зависит от типа загрязнений и составляет 30—120 мин. Этим методом можно удалять окалину, ржавчину, острые кромки, нагар и пр. Применяется сухая и мокрая галтовка. При сухой галтовке в качестве абразивных материалов используют куски щебня, мраморную крошку, стальную дробь и другие материалы. Как и при пескоструйной, дробеструйной и дробеметной очистках, зернистость абразивного материала должна обеспечивать требуемую шероховатость поверхности (Ra не >10 мкм). При мокрой галтовке в галтовочные барабаны добавляют жидкие среды, изменяющие скорость очистки и качество поверхности. Так, для удаления окалины применяют кислые растворы с ингибиторами; для удаления жировых загрязнений — щелочные растворы с поверхностно-активными веществами и др. В зависимости от степени загрязнения поверхности очистку проводят в одном или последовательно в нескольких галтовочных барабанах. Оборудование для механических методов подготовки поверхности под окраску Как уже отмечалось, для ручной очистки и очистки механизированным инструментом применяются различные щетки, дрели, пневматические молотки и прочие приспособления. Для пескоструйной очистки используется пистолет, к распылительному устройству которого подводится два шланга: один соединяется с магистралью сжатого воздуха, второй опущен в бункер с абразивным материалом. Сжатый воздух, подаваемый в один из шлангов, подсасывает песок из бункера и распыляет его. Для гидроабразивной очистки используются пистолеты аналогичных конструкций. Вместо сухого песка в бункер загружается гидроабразивная смесь, которая эжектируется и подает на изделия. Скорость частиц в этом случае меньше, чем при пескоструйной очистке, соответственно меньше и производительность установки. В пескоструйных установках используются сопла разных конструкций, изготовленные из различных материалов. Наиболее распространены сопла, рабочая часть которых выполнена из чугуна и стали. Недостатком таких сопел является быстрый износ проходного отверстия. Минералокерамические сплавы типа ЦМ-332 и С-8 с высокой твердостью (HRA 93) обладают большей износостойкостью. Сопла с минералокерамической втулкой работают безотказно в течение 40—60 ч. Крупногабаритные изделия обрабатывают в автоматизированных камерах с перемещающимися струйными аппаратами и подвижными столами. Для пескоструйной и дробеструйной очистки применяют стационарные и передвижные установки. Стационарные установки состоят из аппарата, подающего дробь или песок, камеры очистки, механизма подвода изделия под «струю» дроби, механизма очистки дроби от примесей и механизма возврата использованной дроби. Передвижные установки монтируются на тележхе, а обрабатываемое изделие неподвижно. Как стационарные, так и передвижные установки могут быть всасывающего и нагнетательного типов. В аппаратах всасывающего типа (рис. 1) струя воздуха, поступающего из магистрали в смесительную камеру, создает разряжение в камере и патрубке. Вследствие эжекции в патрубок засасывается атмосферный воздух, который и транспортирует дробь из бункера аппарата в смеситель. В смесителе дробь подхватывается потоком воздуха из основной магистрали и подается в сопло, затем в виде струи на поверхность детали. В аппаратах нагнетательного типа дробь из бункера через клапан попадает в бункер, находящийся под давлением (рис. 2, а). Из бункера дробь попадает в смесительную камеру под действием сжатого воздуха и подхватывается потоком воздуха, который поступает из магистрали по шлангу. Смесь воздуха с дробью по шлангу поступает к соплу (рис. 2, б) и затем в виде струи направляется на поверхность. Некоторые дробеструйные установки снабжены устройствами для отсоса удаляемых окислов и загрязнений. Так, дробеструйные установки фирмы Vacy Blast (Англия) обеспечивают удаление пыли путем отсоса с поверхности продуктов коррозии. С помощью генератора в нагнетательный шланг подается абразивный материал, который через сопло попадает на очищаемую поверхность. Отработанный абразивный материал с продуктами коррозии поступает по шлангу в пылеуловитель для вакуумной фильтрации. Очищенный абразивный материал используется вновь. Вакуумная головка оканчивается специальной щеткой, облегчающей вакуумный отсос.
Рис. 1. Песко(дробе)струйный аппарат всасывающего типа:
1 — обрабатываемая деталь; 2 —струя песка (дроби); 3 — сопло; 4 — смеситель; 5 — маристраль сжатого воздуха; 6 — патрубок
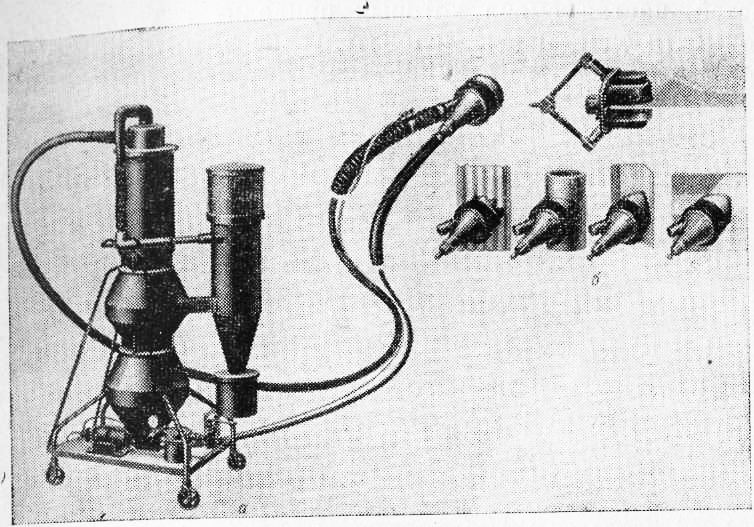
Серьезным недостатком установок такого типа является неплотное прилегание головки к обрабатываемой поверхности, что и препятствует вакуумному отсосу отработанного абразивного материала. Кроме того, необходимо значительное усилие рабочего для перемещения головки по обрабатываемой поверхности. Подобные беспыльные дробеструйные установки, разработанные Всесоюзным проектно-технологическим институтом тяжелого машиностроения (ВПТИТяжмаш), имеют производительность 4—8 м2/ч, однако и они не лишены указанных недостатков. Конструкции дробеструйных аппаратов постоянно совершенствуются10. Разработаны беспыльные дробеструйные установки типа АД-1 и АД-2 (рис. 3 и 4), АД-3, СД-1, АД-5 и др. Ниже приведены технические характеристики и назначение оборудования для дробеструйной очистки поверхности металлическим песком. Дробеметная очистка производится в аппаратах проходного и замкнутого типов. Во всех аппаратах дробь из загрузочной воронки подается на лопатки распределительного колеса, закрепленного между двумя крышками и вращающегося со скоростью 2000—3000 об/мин. Дробь выбрасывается через окно специальной распределительной трубки на лопатки рабочего колеса под действием центробежной силы веерообразным потоком, при этом обеспечивается высокая производительность очистки.
Рис. 2. Песко(дробе)струйный аппарат нагнетательного типа с насадкой:
а —аппарат; б —насадка; 1, 3 — бункеры; 2 —клапан; 4 — шланг для подача абразивного материала; 5 — смесительная камера; 6 — шланг для подачи сжатого воздуха; 7 — сопло; 8 — обрабатываемая деталь.
Существенным недостатком всех выпускаемых дро-беметных аппаратов является малая износостойкость лопастей, частая смена которых приводит к увеличению стоимости очистки. Исследовательские работы, проводимые в этой области, направлены на изыскание износостойких материалов для лопаток и других быстроизнашиваемых деталей дробеметных аппаратов.
Рис. 3. Дробеструйный беспыльный аппарат АД-1:
а — общий вид; б — набор сменных рабочих головок для очистки горизонтальных поверхностей и конструкций с ребрами жесткости.
Рис. 4. Дробеструйный беспыльный аппарат АД-2:
а — общий вид; б — головки, расположенные на поверхностях с большим радиусом и на горизонтальной поверхности.
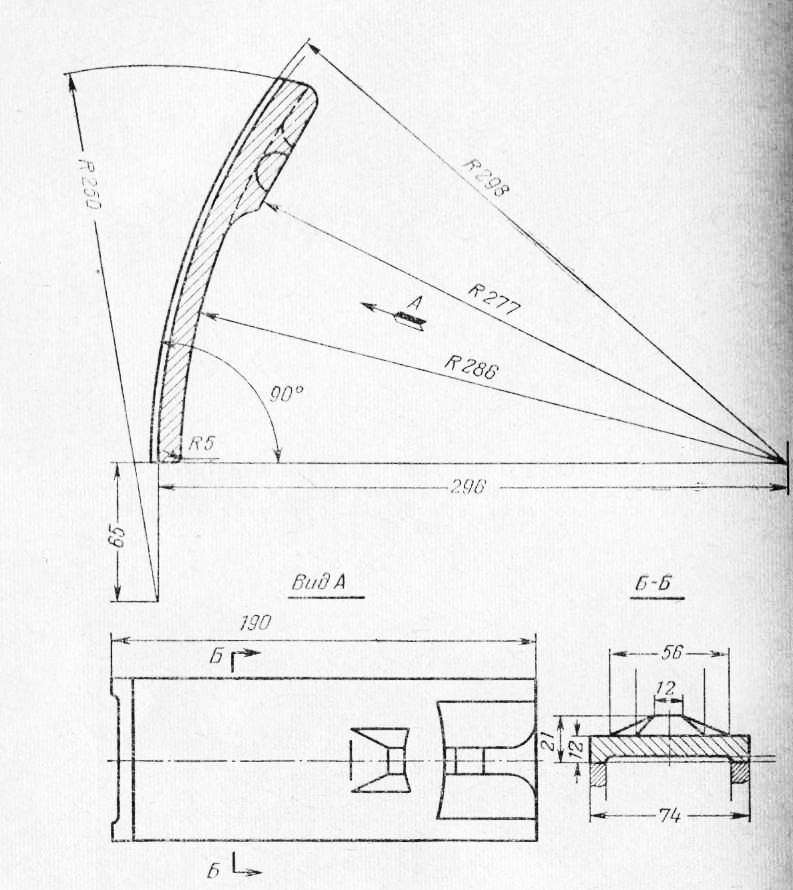
Рис. 5. Лопатка для дробеметного аппарата.
На рис. 5 приведена одна из форм лопаток для дробеметного аппарата. Лопатки по форме отличаются от обычных прямых тем, что они загнуты в сторону, противоположную направлению движения ротора. Срок службы таких лопаток повышается за счет снижения сил давления на рабочую поверхность и составляет около 300 вместо 70—100 ч для прямых лопаток. Высокая производительность дробеметных аппаратов в сочетании с полной механизацией процесса позволяет создавать поточные линии для обработки деталей несложной конфигурации. Такая поточная линия для правки, очистки и грунтования листовой стали разработана, изготовлена и внедрена на одном из судостроительных заводов. Линия предназначена для обработки листовой стали размером от 4X1400X6000 до 32Х2000Х Х7500 мм и массой от 0,3 до 4 г.
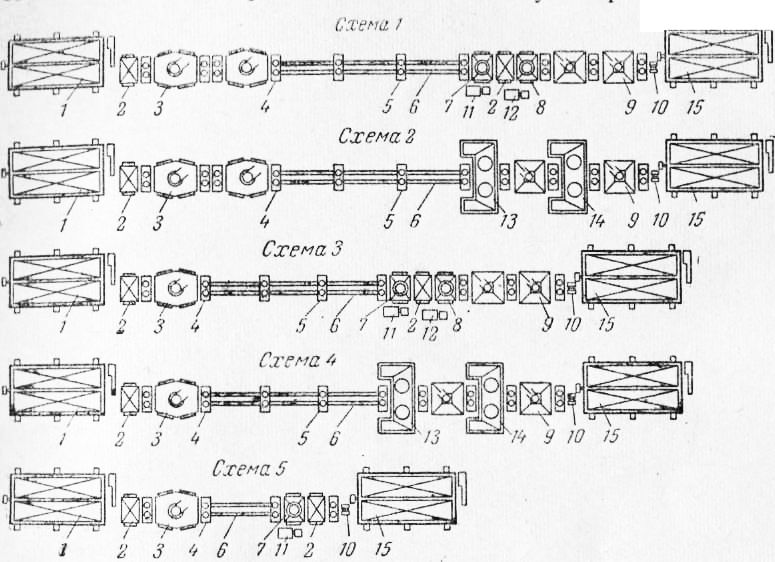
Рис. 6. Технологические схемы лоточных линий очистки листового проката от окалины и ржавчины:
1 — кантователь входной; 2 —камера предварительной сушки; 3 — дробемет-ная камера с шестью головками; 4 — роульсы вертикальные; 5 — роульсы промежуточного рольганга; 6 — рольганг промежуточный; 7 — камера пассивирования; 8 — камера для нанесения олифы; 9 — камера терморадиацион-ной сушки; 10 — роульсы вертикального рольганга; 11 — насосная установка препарата «мажеф»; 12 — насосная установка олнфы; 13, 14 — камеры окраски в электрическом поле высокого напряжения; IS — кантователь выходной.
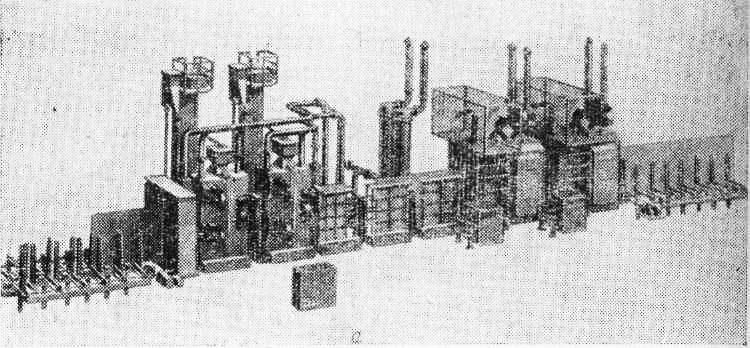
В состав поточной линии входит двухкамерная дробеметная установка с 8 колесами (по 4 с каждой стороны листа), в которой лист очищается от окалины и ржавчины. После очистки листы подаются в камеру грунтования, где на очищенную поверхность наносится какая-нибудь грунтовка (или поверхность фосфатируется). Производительность поточной линии составляет 10 листов в течение 1 ч, скорость подачи листов — 3 м/мин.
Рис. 7. Поточная линия очистки листового проката от окалины ржавчины:
а — общий вид; б — схема расположения дробеметных аппаратов.
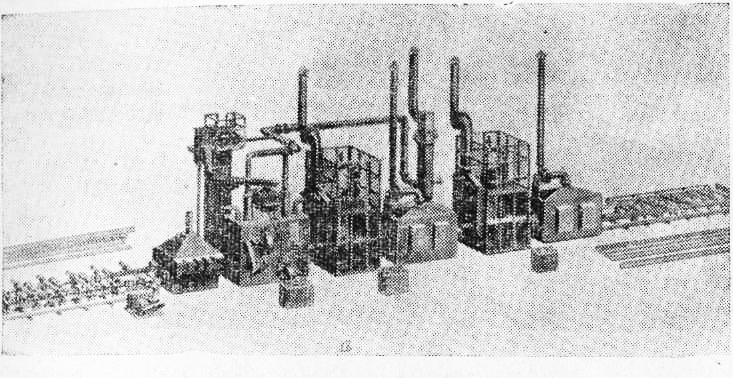
На рис. 6—8 показаны поточные линии очистки листовой стали и профильного проката, применяемые в промышленности.
Рис. 8. Поточная линия очистки профильного проката от окалины и ржавчины:
а — общий вид; б — схема расположения дробеметных аппаратов.
Узлы и камеры поточных линий пяти указанных вариантов схем унифицированы и могут быть использованы в любом требуемом сочетании. Применение подобных линий позволяет интенсифицировать, механизировать и автоматизировать процесс очистки, причем производительность таких поточных линий сравнима с производительностью травильных установок. Ниже приведены характеристики некоторых моделей стационарного дробеметного оборудования: Кроме указанного стационарного оборудования следует отметить модель самоходного беспыльного дробе-метного аппарата СД-1, созданного в ЦНИИТС. Аппарат предназначен для очистки листовой стали. Производительность аппарата 6—11 м2/ч, ширина очищаемой Д – 350 мм. Для галтовки мелких деталей применяются галтовочные барабаны. Производительность и качество очистки зависят от числа оборотов барабана и возрастают при частоте вибрационных колебаний до 2000 циклов/мин. Реклама:Читать далее:Обезжиривание поверхностиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|