|
|
Категория:
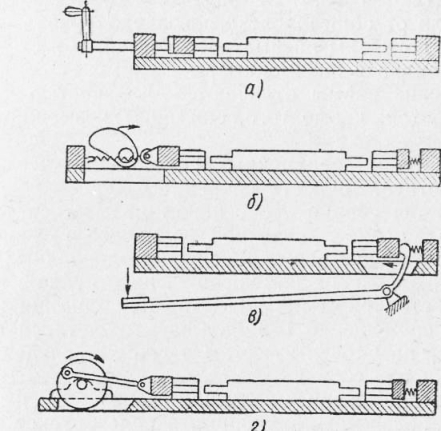
Столярное дело Далее: Автоматизация сборки Механическое оборудование. Советское станкостроение выпускает для столярного производства различные по назначению и конструкции сборочные ваймы и сборочные станки. Для сплачивания щитов имеются высокопроизводительные клеильно-конвейерные ваймы ВК-1, ВК-2 и щитосшивательные аппараты; для сборки рамок и коробок применяются ваймы механические, пневматические и гидравлические. Механические ваймы подразделяются на винтовые, рычажные, эксцентриковые (кулачковые) и кривошипно-шатунные. Они могут действовать от электродвигателя, энергией сжатого воздуха или от гилоонасоса. Поиннип действия механических вайм показан на рис. 30L На рис. 302 изображена винтовая найма для обжима прямоугольных рам, а на рис. 303 — для обжима коробок. Кроме показанных, существует много различных механических вайм и станков, в особенности в мебельном производстве, которые применяют для сборки изделий и объемистых их частей, например стула, тумбы письменного стола.
Рис. 1. Принцип действия механических вайм:
а — от винта; б — посредством эксцентрика (кулачка); в — от педально-рычажного механизма; г — от кривошипно-шатунного механизма
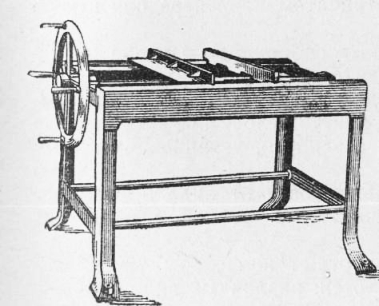
Рис. 2. Винтовая вайма для обжима прямоугольных рам
Ваймы пневматические, т. е. действующие сжатым воздухом, Разделяются на поршневые с пневматическим цилиндром и камерные. Поршень пневмоцнлиндра, имеющий прямолинейно-поступательное движение, производит давление на упорный брусок. В камерной вайме давление создается резиновой камерой, расширяющейся под действием сжатого воздуха. Пневматические станки питаются сжатым воздухом от индивидуального компрессора или от общезаводского воздухопровода.
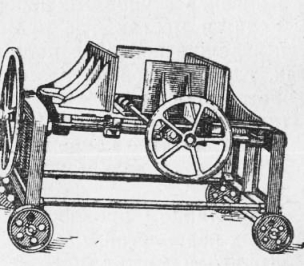
Рис. 3. Винтовая вайма для обжима коробок
На рис. 4 показаны пневматические ваймы и схемы действия пневмоцилиндра и пневмокамеры. Пневматические ваймы отличаются плавностью обжима и бесшумной работой, кроме того, они дают возможность точно регулировать силу обжима. Применение вайм современных конструкций и сборочных станков способствует точности сборки. Конвейеризация сборки. Конвейером называется транспортное устройство — цепное, ленточное, роликовое, гусеничное или другого типа, служащее для перемещения однородных материалов в фабрично-заводских помещениях, на стройках, в шахтах, на складах. В столярном производстве при помощи конвейера производится перемещение обрабатываемых деталей или собираемых изделий по рабочим местам в порядке следования операций обработки или сборки. Наибольшее применение получили конвейеры цепные и тросовые с поперечными упорами в виде брусков или с рабочими пластинами (щитами). Бесконечные тяговые цепи или тросы конвейера движутся в двух параллельных направляющих, установленных в сборочном цехе ниже уровня пола. В конвейерах с упорами рабочие ветви цепи или троса расположены заподлицо с полом цеха, в пластинчатом конвейере они выступают над полом. Конвейер с упорами перемещает собираемое изделие по полу цеха; в местах, где производится сборка негромоздких частей изделия, конвейер поднимается на высоту до 600 мм. В местах, где большое по размерам или тяжеловесное изделие для удобства сборки должно быть перевернуто, устраиваются пневматические опрокидыватели. Пластинчатый конвейер в зависимости от вида и размеров собираемого изделия устанавливают на разной высоте над полом. В столярном производстве работают конвейеры по сборке оконных переплетов, дверных полотен, различных видов мебели. Конвейер может быть распределительным, т. е. служить исключительно для перемещения собираемого изделия от одного рабочего места к другому, и технологическим (рабочим). На технологическом конвейере непосредственно выполняются все операции сборки, т. е. с него собираемое изделие у каждого рабочего места не снимают. Различают непрерывный конвейер, действующий безостановочно (непрерывными в столярном производстве могут быть только распределительные конвейеры), и пульсирующий конвейер, останавливающийся у каждого рабочего места. Эти остановки могут следовать одна за другой через строго установленные промежутки времени (регламентированный ритм) или в зависимости от положения работы на отдельных рабочих местах (свободный ритм).
Рис. 4. Пневматические ваймы:
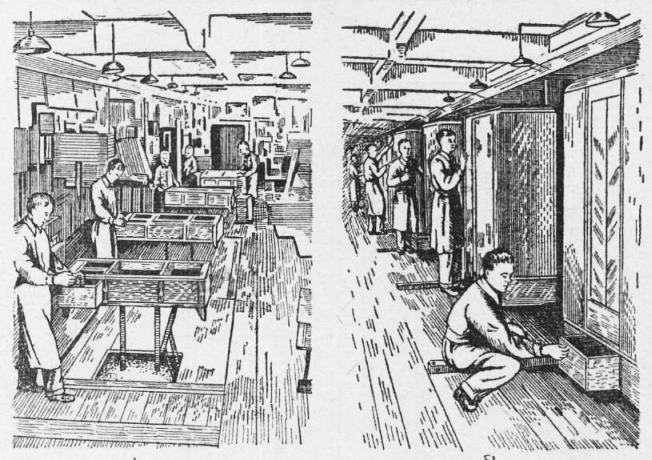
Рис. 5. Сборка шкафов на конвейере: а — начало сборки; б — окончание сборки; в — схема цепного конвейера для сборки шкафов для платья: 1 — электродвигатель с приводом; 2 — конвейерная цепь; 3 — воздуховод от компрессора или общезаводской; 4 — пневмомеханизмы для подъемников; 5 — воздушные краны; в — пневмомеханизмы опрокидывателя; 7 — конвейерные часы
Ритмом сборочного конвейера называется единое время, необходимое для выполнения операции сборки на каждом рабочем месте у конвейера. Свободный ритм допускает некоторые вынужденные отклонения от установленной нормы времени для каждой отдельной операции. При работе с регламентированным ритмом конвейер каждый раз включается в действие при помощи специальных конвейерных часов, которые предварительно подают работающим звуковой сигнал. При свободном ритме работой конвейера управляет диспетчер из специальной кабины, возвышающейся над уровнем пола и оборудованной соответствующей аппаратурой. Собранные изделия сходят с конвейера через промежутки времени, равные ритму его работы. На рис. 305 показаны сборка шкафов на конвейере и схема устройства конвейера. Реклама:Читать далее:Автоматизация сборкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|