|
|
Категория:
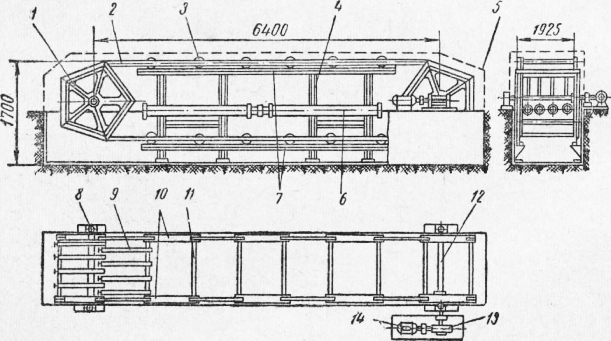
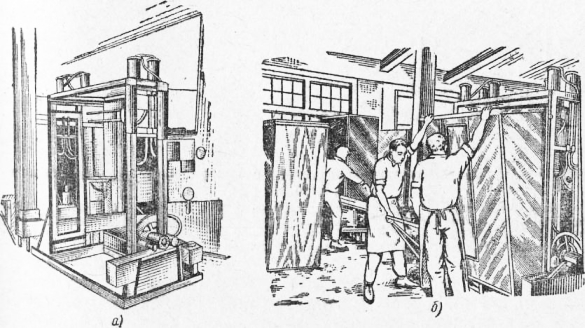
Столярные работы Далее: Ремонт мебели На киевской мебельной фабрике им. Боженко установлен конвейер для склеивания мебельных щитов из деловых отходов, приклеивания к хвойным заготовкам обкладок из древесины бука и сборки рамок. Движение конвейера пульсирующее, ритм его задается в зависимости от режима склейки конвейерными часами. Пуск и остановка автоматизированы, но могут производиться кнопками «пуск» и «стоп» с рабочего места. Конвейер на половину своей высоты опущен в котлован. Сверху и с боков он защищен от внешнего воздуха кожухом из листовой стали. Это позволяет внутри конвейера создавать заданную температуру для сушки клеевых швов и регулировать воздухообмен. Обогрев клеевых швов производится находящимися внутри конвейера паровыми калориферами. Пакеты набираются у конвейера на рабочем столе, а клей наносится на клеенамазы-вающем станке. Конструкция конвейера проста, он высокопроизводителен и надежен в эксплуатации.
Рис. 1. Конвейер для склеивания мебельных щитов и рамок: Для обработки щитовых дверок шкафа и буфета введена автоматическая линия. На автоматической линии производится обрезка щитов по ширине, фрезерование калевки на одной кромке, выбор для крепления пилястры на другой кромке, сверление отверстий и гнезд под замок, пластинку замка, ключевину, болтик ручки и обрезка щитов в размер по длине. Автоматическая линия состоит из следующих основных частей: бункерного загрузочного устройства, пильно-фрезерного агрегата, стола для сверления и торцевания щитов, торцовочного агрегата, пятишпиндельного сверлильно-пазовального автомата и пульта управления с командным аппаратом. Автоматическое управление линией осуществляется при помощи командного аппарата, состоящего из вала, приводимого от привода подачи линии, и электрического контактора. На валу имеются кулачки включения и выключения. Производится работа на автоматической линии в следующем порядке. В бункерное загрузочное устройство загружают 18—20 щитов. На пульте управления включают все электродвигатели рабочих шпинделей. Затем включают электродвигатель подачи. Толкатели выдвигают по одному щиту из бункера и передвигают их по столу пильно-фрезерного агрегата. Пилы обрезают щит по ширине. На одной кромке щита фрезеруется калевка, а на другой выбирается шпунт для крепления пилястры. При дальнейшем перемещении щита толкатели направляют его на сверлильно-торцовочный стол, где щит останавливается в определенном месте. В это время прижимные пневмоцилиндры прижимают щит к столу, сверлильно-пазовальный автомат сверлит все отверстия в щите, а пилы обрезают его по длине. При отходе пил в прежнее положение сбрасыватели, которые находятся на кожухах пил, сбрасывают готовые дверки на ленточный транспортер, подающий их к шлифовальным станкам. Раньше все эти операции выполнялись на отдельных станках семью обслуживающими их квалифицированными станочниками. Детали от станка к станку перевозились тележками, высокой точности обработки щитов не получалось и производительность труда была низкая. Внедрение автоматической линии дало значительную экономию, сменная производительность линии равна 600 дверкам. Во всех цехах первичной обработки деревообрабатывающих предприятий, где установлены автоматические линии, применяются различного типа автоподатчики и автоматические укладчики, которые принимают готовые обработанные заготовки и укладывают их. На московском мебельно-сборочном комбинате № 1 применяются вакуумные перекладчики. По конструкции они представляют собой четыре вертикально подвешенные на направляющих рельсах трубы, на концах которых имеются опрокинутые резиновые тарелки-приеосы. Как только тарелки-присосы прикасаются к изделию, сейчас же автоматически включается вакуумный аппарат и изделие плотно прилипает к тарелкам, с помощью которых его можно переносить и укладывать в предназначенное место. Вакуум-перекладчик хорош тем, что мягкие тарелки-присосы могут переносить гладкие полированные щиты без повреждений и царапин. На комбинате при обработке боковых стенок платяных шкафов, поточная линия начинается рольгангом с вакуум-перекладчиком. К рольгангу электрокары с подъемными столами периодически подвозят штабеля щитов, которые укладываются в кассеты, по 30 шт. в каждой. Такого количества достаточно для 20 мин. беспрерывной работы. Как только на рольганг попадает кассета, сейчас же включается автоматика. Резиновые тарелки-присосы вакуум-перекладчика забирают один за другим щиты и подают их на другое транспортное устройство, расположенное под прямым углом к линии рольганга. Отсюда щит передвигается к форматно-обрезному станку.
Рис. 2. Вакуумный перекладчик с резиновыми тарелками-присосами, работу которого контролирует фотоэлемент
Рис. 3. Автоматическая линия по обработке боковых стенок шкафа Работа вакуум-перекладчика контролируется двумя фотоэлементами. Один фотоэлемент установлен на рольганге и его световой луч, направленный на кассету щитов, немедленно дает сигнал на пульт управления, как только перекладчик берет последний нижний щит. Второй фотоэлемент контролирует правильность установки щита на транспортер форматно-обрезного станка. Если автоматический перекладчик уложит щит с небольшим перекосом, световой луч воздействует на фотоэлемент и оператор будет об этом знать. Если же оператор своевременно не заметит предупредительного сигнала, фотоэлемент подаст распоряжение другому автоматическому устройству, которое остановит дальнейшее движение изделия по транспортеру. С форматно-обрезного станка, где щит опиливается по торцам и фрезеруются продольные кромки, рольганг подает щит к группе ленточно-шлифовальных станков. На первых двух шлифуется лицевая сторона щита. Когда лицевая сторона боковой стенки шкафа подготовлена для отделки, снова вступает в действие перекладчик — он переворачивает щит лицевой стороной вниз. После отшлифовки на второй группе ленточно-шлифовальных станков внутренней плоскости щита транспортирующие устройства перемещают изделие к вертикально-сверлильному и горизонтально -сверлильному станкам, где высверливаются 12 отверстий для крепления элементов шкафа. Готовые к отделке боковые стенки шкафа снимаются с конвейера вакуум – перекладчиком и складываются в конце автоматической линии в кассеты, по 30 щитов в каждую. Отсюда электрокары доставляют их на полуавтоматическую линию отделки. Такие вакуум-пере-кладчики, заменяющие тяжелый физический труд подсобных рабочих, могут быть применены всюду, где имеются компрессоры и вакуум-установки. Для сборки ящиков и полуящиков платяных и бельевых шкафов, комодов, письменных столов, буфетов, сервантов и другой мебели применяется станок СБЯ. Станина станка сварная, оборудована двумя жестко установленными чугунными ваймами (правой и левой), в которые вкладываются детали для сборки ящика. На станке можно собирать ящики и полуящики длиной 250—600 мм, шириной 250—600 мм, высотой 85—200 мм. Станок СБЯ — двухпозиционный: если на одной позиции производят сборку (склеивание) изделия, то на другой позиции в это же время снимают ранее склеенный ящик и закладывают детали очередного. Таким образом, рабочий цикл сборки сокращается, а производительность станка возрастает. Механизм управления станка состоит из рычага переключения цилиндров вайм, рычага переключения хода каретки с электродами и рычага для опускания этой каретки. Клеевое соединение при сборке ящика подвергается давлению сжатого воздуха. Время выдержки клеевого соединения под давлением при склеивании мочевинными клеями горячего отвердения марок М-4, М-60, МФС-1 и др. можно регулировать, оно составляет от 0,5 до 2 мин. Производится нагрев клеевого шва токами высокой частоты.
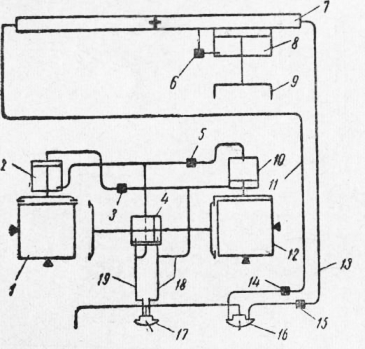
Рис. 4. Схема устройства станка СБЯ Начинается сборка с закладки деталей ящика в левую вайму и поворота рукоятки распределительного крана, направляющего сжатый воздух по каналу в правую полость двухстороннего цилиндра и в цилиндр. Под действием сжатого воздуха правый шток цилиндра отходит от правой ваймы, освобождая зажатый в нем ящик, а левый шток подходит к левой вайме и прижимает своим башмаком боковые стенки вновь заложенного в этой вайме ящика. Сжатый воздух, находившийся до этого в верхней полости цилиндра, выходит через золотник, а в левой полости цилиндра — через канал в выпускное отверстие распределительного крана. Как только левый башмак цилиндра сожмет боковые стенки и движение поршня в этом цилиндре прекратится, давление сжатого воздуха в канале усилится и под действием образовавшегося давления откроется золотник. Через золотник сжатый воздух из канала попадает в верхнюю полость пневматического цилиндра. Поршень цилиндра под действием сжатого воздуха, вытеснив воздух через канал в выпускное отверстие крана, начнет опускаться, а башмак сожмет заднюю и переднюю стенки ящика в левой вайме. Так стенки ящика в левой вайме сжимаются башмаками пневматических цилиндров. Для сокращения выдержки клеевого шва его нагревают токами высокой частоты. Для этого рукоятку распределительного крана из нейтрального положения переводят в крайнее. В это время сжатый воздух проходит через регулятор скорости в канал, а через правую полость пустотелого цилиндра и через обратный клапан попадает под поршень цилиндра. Поршень цилиндра поднимается и тянет за собой вверх каретку с четырьмя электродами, освобождая от них в правой вайме ранее собранный и склеенный ящик. Затем каретку с электродами необходимо передвинуть на позицию левой ваймы и опустить электроды на вновь собранный в ней ящик для нагрева клеевого шва. Для этого рукоятку крана следует переместить из одного крайнего положения в другое. В это время сжатый воздух последовательно проходит через обратный клапан регулятора скорости по каналу, а затем через полый поршень — в левую часть цилиндра, где начинает двигать каретку с электродами влево до упора. Дойдя до упора, каретка с электродами становится над левой ваймой, а рукоятку крана ставят в нейтральное положение и нажатием кнопки обратного клапана открывают выход для воздуха из цилиндра. Затем под действием собственного веса каретка с электродами опустится на ящик в вайме U замкнет контакты, соединяющие генератор ТВЧ с электродами, и начнется прогрев клеевых швов ящика. Во время прогрева ящика в левой вайме из правой ваймы вынимают готовый ящик и на его место вставляются детали для сборки очередного ящика. После сборки и склеивания на сборочном станке СБЯ ящик фрезеруют по высоте, шлифуют, затем в нем выбирают паз и сверлят отверстия под замки.
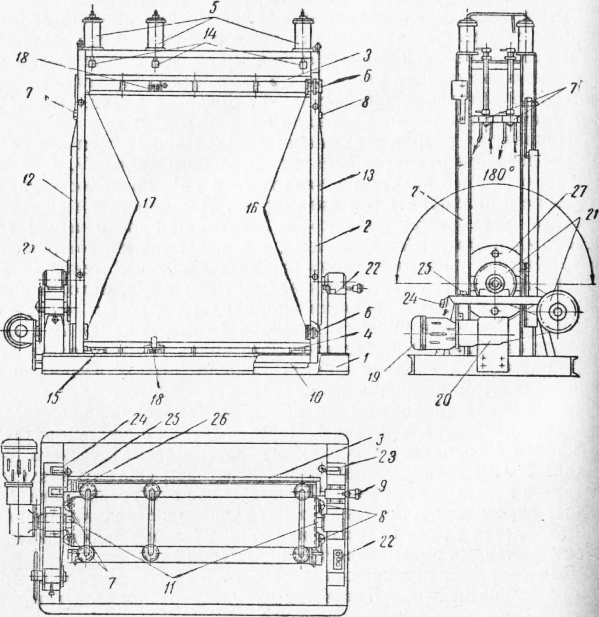
Рис. 5. Схема устройства стапеля: Для сборки корпусной мебели на ленинградской мебельной фабрике № 3 внедрен в производство пневматический поворотный стапель. Сборка корпуса шкафа в стапеле производится из узлов и деталей с предварительно установленной фурнитурой. Так, к крайним дверкам, навешенным на бока посредством рояльных петель, привернуты накладные замки и рояльные петли, к средней дверке привернуты ригельная планка, пятниковые петли и шпингалетные задвижки и т. д. Сборочный стапель представляет собой коробчатую поворотную раму, сваренную из швеллера, опирающуюся на основание полуосями через шариковые подшипники. Для управления электромеханическим приводом поворота рамы стапеля на основании, с правой стороны установлен реверсивный кнопочник, имеющий кнопки «пуск вперед», «пуск назад» и «стоп». Для остановки поворотной рамы стапеля в положении, необходимом для очередной технологической операции, на правой и левой сторонах основания установлены концевые выключатели рычажного типа, а на левой — еще и стержневой выключатель.
Рис. 6. Стапель: Таким образом, рама стапеля совершает повороты в одну и Другую стороны, периодически останавливаясь с помощью кон-Цевых выключателей в соответствии с технологическими операциями. Специальной рычажной тележкой выводят шкаф из стапеля. Сборка одного шкафа в стапеле длится 11—14 мин. Применение стапеля улучшило условия и повысило производительность труда сборщиков, высвободило до 30% производственной площади по сравнению со сборкой на конвейере и значительно повысило культуру самого производства. На автоматических линиях на перенастройку станков с одного размера на другой затрачивается от 90 до 190 мин. При применении системы программного управления время настройки сокращается до 2—5 мин. Система программного управления основана на цифровом методе задания программы, рассчитанной в форме зашифрованных электрических сигналов. Носителем программы являются перфорированная или магнитная лента и магнитные барабаны, а также устройство для считывания программных сигналов, которые преобразуются в электрические импульсы, направленные в узел управления для расшифровки и управления механизмами автомата. Через команду узла управления узел исполнительных механизмов выполняет перемещение инструмента или заготовки на определенные расстояния и возвращает их в исходное положение. Узел активного контроля автоматически контролирует работу автомата.
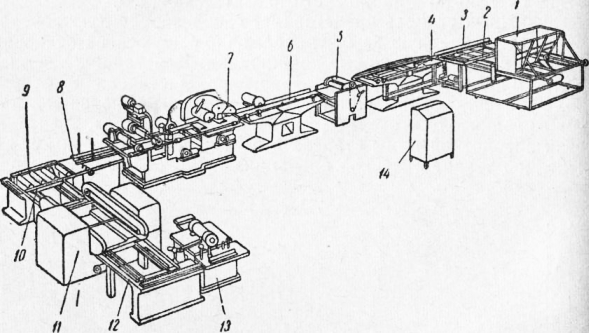
Рис. 7. Схема автоматической линии с программным управлением настройкой станков: Автоматическая станочная линия УкрНИИМОД-2У с программным управлением настройкой станков предназначена для обработки брусковых деталей из древесины и выполняет операции по созданию базовой поверхности на фуговальном и торцовочном станках, строжку с четырех сторон, контроль качества и размеров, торцовку двух концов с одновременной зашиповкой, выборку гнезд или сверление круглых отверстий. Длина обрабатываемых деталей 400—1000 мм, ширина 20— 100 мм, толщина 15—100 мм. Скорость подачи 6—8 м/мин, время настройки линии 2—5 мин. Контрольное устройство автоматически определяет качество обработки и размер детали. Обнаруженный брак удаляется с линии, годные детали, остроганные в размер, подаются на модернизированный станок ПАРК-6, где в них выбираются шипы. Порода древесины не влияет на стабильность работы оборудования и настройку его на заданный размер. Перед обработкой заготовок на пульте управления задаются размеры настройки, включается ток, и через 2—5 мин. вся линия автоматически настраивается. Снабжение всех деревообрабатывающих станков с автоматической подачей системами программного управления делает их еще более универсальными и применимыми даже в малосерийном производстве и одновременно решает вопрос комплексной автоматизации процессов изготовления изделий из древесины. Перевод станков на программное управление обеспечит точность обработки деталей, сократит время настройки и повысит производительность линий. Реклама:Читать далее:Ремонт мебелиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|