|
|
Категория:
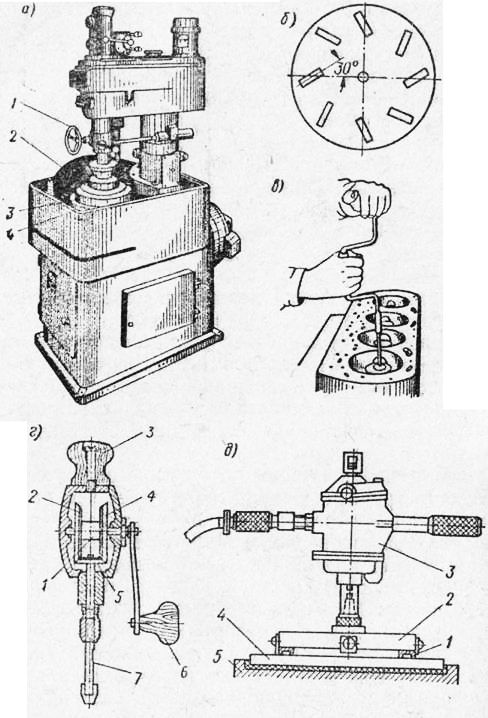
Шабрение, притирка и др. Механизация процесса доводки и притирки осуществляется путем применения ручных машинок, специальных притирочных станков и приспособлений к металлорежущим станкам. Простейшими притирочными станками являются станки с вращающимися притирочными дисками (с горизонтальной или вертикальной осью вращения), по которым вручную перемещают притираемые детали. Для облегчения этой работы и повышения производительности труда на ряде заводов перемещение притираемых деталей на таких станках механизировано. Механизированная доводка измерительного инструмента, например плиток, круглых калибров и др., производится на доводочных станках типа, показанного на рис. 1, а. Такой станок состоит из верхнего 2 и нижнего 4 чугунных дисков, притертых один к другому. Между дисками устанавливается обойма с притираемыми деталями. От электродвигателя через механизмы передачи диски получают вращение в разные стороны; обойма стоит неподвижно. Верхний диск шарнирно укреплен на шпинделе, что позволяет ему самоустанавливаться относительно притираемых поверхностей. Под действием веса верхнего диска обрабатываемые детали прижимаются к нижнему диску с определенной силой (от 3 до 25 кг/см2). Для установки и снятия обоймы или притираемых деталей верхний диск с помощью рукоятки 1 поднимают и опускают, закрепляя епо в нужном положении. Обрабатываемые детали помещаются в гнездах обоймы, расположенных под углом 30° к радиусу обоймы.
Рис. 1. Механизация процесса доводки и притирки:
а и б—станок для доводки инструмента; в—притирка с помощью коловорота; г—притирочная машинка с ручным приводом; 0—ручная машинка пневматического действия
Для механизации процесса притирки клапанов икра-нов пользуются ручными коловоротами и ручными притирочными машинками, с помощью которых клапан или пробку крана поворачивают В гнезде на 0,5—0,75 оборота в одну и другую стороны. При работе коловоротом такие движения осуществляются правой рукой. При работе ручной притирочной машинкой возвратно-поворотные движения получаются от вращения рукоятки в одну сторону. Для этого на приводной валик притирочной машинки насажены две конические шестерни, зубья которых срезаны на половине окружностей таким образом, что при вращении рукоятки в зацепление с шестерней, расположенной на шпинделе; входят поочередно зубья шестерен. Благодаря этому шпиндель вращается то вправо, то влево. Во время работы левой рукой прижимают машинку, нажимая на деревянную головку, а правой— вращают рукоятку. Наиболее производительны ручные машинки электрического и пневматического действия, позволяющие сократить время доводки плоскостей, отверстий и т. д. в 3—4 раза. В корпусе такой машинки монтируется специальная зубчатая передача, обеспечивающая попеременное вращение шпинделя в разные стороны. Притираемое кольцо устанавливается в специальную обойму, вставляемую в шпиндель пневматической машинки. Зажимная обойма выполняется сменной для обеспечения возможности притирки торцовых поверхностей колец различных размеров. Притир укладывается на специальную подставку. При предварительной доводке в качестве притира используется чугунная плита, а при окончательной доводке — стеклянная плита с нанесенной на ее поверхность пастой ГОИ. Для механизации доводки плоских, сферических и других поверхностей может быть использовано универсальное оборудование. Очень часто доводку и притирку осуществляют на сверлильных станках. При этом станок заново настраивается либо подвергается некоторой модернизации. Так, для полной механизации процесса доводки и притирки на сверлильном станке притиру сообщают не только вращательное, но и возвратно-поступательное движение. Доводочные и притирочные работы в серийном и массовом производстве в настоящее время не только механизируются, но и автоматизируются. Характерным примером может служить полуавтоматическая притирка клапанов для двигателей внутреннего сгорания. Работа производится на 24-шпиндельном станке модели ОС-18 Одесского станкостроительного завода. Общее время притирки всех 24 клапанов составляет 3—4 мин. Внедрение в производство автоматического процесса притирки клапанов позволило повысить производительность труда в 12 раз. Реклама:Читать далее:Брак при доводке и притирке и меры его предупрежденияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|