|
|
Категория:
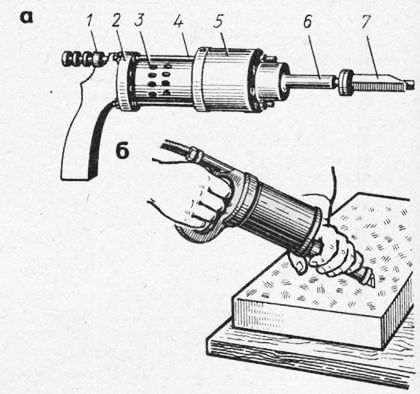
Шабрение, притирка и др. Процесс шабрения требует затраты больших физических усилий, весьма трудоемок и удлиняет цикл производства, поэтому механизация шабрения — один из путей повышения производительности труда. Пневматические шаберы предназначены для грубого, чистового и точного шабрения стальных и чугунных поверхностей. Применяются как средство механизации трудоемкого труда при шабрении направляющих скольжения сверлильных станков в тяжелом машиностроении, контрольных притирочных плит и других работ. На рис. 2, а показан пневматический шабер и его основные части, а на рис. 2, б — прием работы им. При впуске сжатого воздуха через штуцер вращение ротора двигателя через редуктор передает штоку сложное колебательное движение, преобразуемое в возвратно-поступательное патрона с закрепленным в нем шабером. Величина хода шабера обычно указывается на шкале шабера. Для чистовой обработки рекомендуется средняя длина хода, а для тонкой — малая. Обдирочное (грубое) шабрение начинается с удаления следов предыдущей обработки (рисок) широким шабером с наибольшей длиной хода шабера. На одном месте нельзя делать больше двух-трех ходов, шабер все время должен быть в движении под углом к направлению получаемых штрихов. При чистовом и тонком шабрении применяют более узкие шаберы.
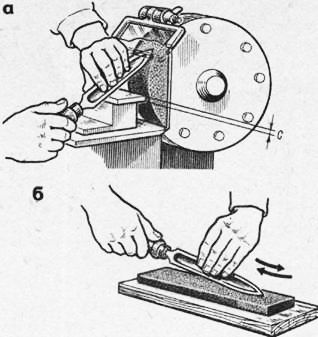
Рис. 1. Заточка на круге (а), правка на оселке (б) трехгранного шабера (с — зазор не более 3 мм)
Рис. 2. Пневматический шабер:
а — устройство, б — приемы работы; 1 — штуцер, 2 — крышка ручки, 3 — золотниковая коробка, 4 — шпилька, 5 — крышка двигателя, 6 — шток, 7 — патрон для закрепления шабера
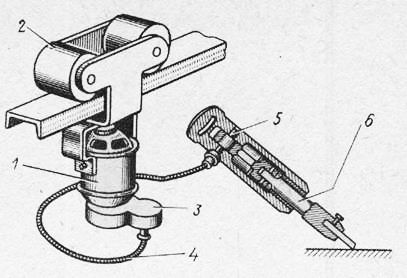
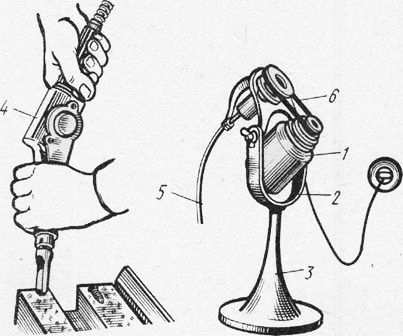
Шабрение для получения малой шероховатости поверхности осуществляют с наименьшим нажимом на шабер, а лезвию ножа придают отрицательный передний угол 10°. Механическому шабрению подвергают чугунное и стальное литье, конструкционную сталь и пластмассы, а также цветные металлы, обработку последних выполняют, шабером с отрицательным передним углом. Для шабрения чугуна применяют ножи из твердосплавных пластинок. Хорошо зарекомендовал себя пневматический чабер П-5302, выпускаемый московским заводом «Пневмостроймашина». Кроме этой модели завод имени С. Орджоникидзе (Москва) изготовил пневматическую машину с электромагнитом для закрепления на месте. Эта модель имеет устройство для регулирования толщины снижаемой стружки и давления на обрабатываемую поверхность. Электромагнитный присос позволяет применять машину для обработки вертикальных поверхностей и в труднодоступных местах. Электромеханический шабер. На рис. показан электромеханический шабер, который приводится в действие от электродвигателя, подвешенного на тележке к монорельсу. Электродвигатель через редуктор, с которым соединен гибкий вал, приводит в движение кривошип, последний сообщает возвратно-поступательное движение инструменту. Электромеханический шабер может перемещаться по монорельсу вдоль мастерской, а при другом варианте монтажа тележки — по полу. В электромеханическом шабере вращательное движение гибкого вала, получаемое от электродвигателя, преобразовывается в возвратно-поступательное движение инструмента. Рабочий левой рукой давит на шабер, прижимая его к обрабатываемой поверхности, а правой рукой поддерживает шабер за рукоятку. Шабровочная головка. На рис. 4 показана стационарная установка для шабрения. Она имеет электродвигатель мощностью до 0,6 кВт, установленный в кронштейне станины. Клиноременная передача передает вращательное движение от электродвигателя гибкого вала шабровочной головке. Применение ступенчатых шкивов в клиноременной передаче позволяет получать разное число ходов инструмента. Электромеханический и пневматический шаберы, а также шабровочная головка имеют существенные недостатки, ограничивающие их применение: трудность регулировки движения их, сравнительно сильные толчки, невозможность регулировки усилия, передаваемого инструменту.
Рис. 3. Электромеханический шабер
Рис. 4. Стационарная шабровочная головка
Реклама:Читать далее:Замена шабрения другими видами обработкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|