|
|
Категория:
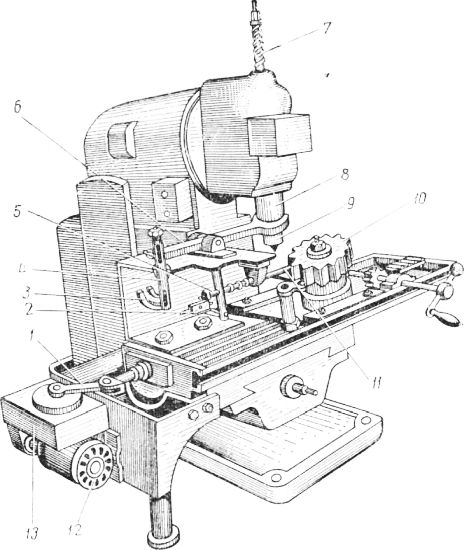
Модернизация металлорежущих станков Для механизации зачистки торцов прямозубых цилиндрических, шестерен с модулями до 9 мм на Свердловском машиностроительном заводе осуществлена комплексная модернизация операции. Усовершенствованы все элементы системы СИП. Вертикально-фрезерный станок модели 620 дополнен новым приводом стола, измененным шпинделем и копиром его подачи. Взамен обычных инструментов применена коническая пальцевая фреза с углом 90°, обрабатывающая сразу обе стороны впадины зубьев. Приспособление дополнено механизмом автоматического деления окружности на число частей, равное количеству зубьев, и устройством фиксации положения.
Рис. 1. Комплексная модернизация системы СИП для механизации зачистки зубьев шестерен. Цикл обработки детали полностью автоматизирован. Он состоит из быстрого подвода детали (шестерни) под вращающуюся фрезу, рабочего хода стола, отвода стола с деталью назад, поворота детали на следующий зуб. Затем цикл повторяется снова. Зачистка торцов зубьев шестерни происходит следующим образом. С включением электродвигателя через редуктор и кривошип стол станка получает непрерывное возвратно-поступательное движение. При этом он подает шестерню до контакта с вращающейся фрезой. В начале рабочего хода шпиндель опущен и фреза находится в нижнем положении. Для устранения вибраций фрезы на шпиндель воздействует пружина. По мере продвижения стола станка влево кольцевой копир заставляет опускаться вниз шток, который с помощью двуплечего рычага постепенно приподнимает шпиндель вверх и выводит фрезу из зацепления с обработанной деталью. После этого стол быстро возвращается вправо в исходное положение. По пути он выводит из впадины зуба фиксатор и через систему рычагов заставляет срабатывать механизм храповой собачки, последний рычаг которой поворачивает своим выступом шестерню на один зуб. При рабочем ходе стола выступ скользит по зубьям детали, при холостом ходе — пружинный фиксатор выводится из впадины между зубьев с помощью рычага, срабатывающего от кулачка.
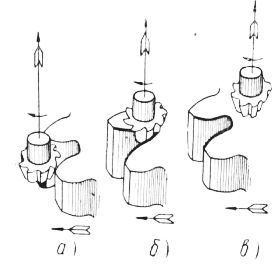
Рис. 2. Схема зачистки зубьев:
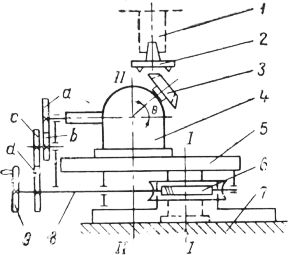
Рис. 3. Комплексная модернизация системы СИП для нарезания на фрезерном станке конических шестерен со спиральным зубом. Указанная комплексная модернизация системы СИП обеспечила механизацию трудоемкой операции зачистки торцов зубьев шестерен. Производительность труда возросла в 3—4 раза. Время обработки одного зуба шестерни с модулем 9 мм при числе двойных ходов стола станка 32 в минуту занимает меньше 2 секунд. При зачистке торцов зубьев с меньшими модулями число двойных ходов может быть увеличено. Время обработки одного зуба станет еще меньше. Реклама:Читать далее:Нарезание конических шестерен со спиральным зубомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|