|
|
Категория:
Резание металла Далее: Особые случаи резания Механизированное резание осуществляется применением различных механических, электрических и пневматических ножовок и ножниц, дисковых пил и другого универсального или специального оборудования. Ножовочные пилы (приводные ножовки) применяют для резания сортового и профильного металла. Ножовочная пила 872А, имеющая электрический и гидравлический приводы, предназначена для резки различных заготовок из сортового металла круглого и квадратного сечения. Точность обработки на таком станке ± 2 мм, класс шероховатости обработки — третий (Ra —.20; Rz — 80 мкм). Установка тисков на столе пилы. На столе станка устанавливают тиски с V-образными губками для закрепления заготовок круглого сечения диаметром до 250 мм или нескольких заготовок меньшего диаметра. Тиски с плоскими губками служат для закрепления заготовок больших сечений — от 40 до 250 мм. Эти тиски являются поворотными, в них разрезаемый материал закрепляют под углом 45°. Установка заготовок. Тиски устанавливают на столе пилы с таким расчетом, чтобы ось разрезаемой заготовки проходила посредине хода пильной рамы. При установке заготовки в тисках следят, чтобы заготовка лежала под прямым углом к ножовочному полотну. Для разрезания заготовки под углом сначала Под заданным углом устанавливают тиски, затем укладывают в них и прочно закрепляют заготовки. Машинные ножовочные полотна изготовляются из стали марки Р6М5. Установка ножовочного полотна. Полотно устанавливают одним концом на штифт неподвижно укрепленной планки пильной рамы так, чтобы зубья полотна были направлены в сторону рабочего хода. Другой конец полотна надевают на штифт 2 подвижной планки, затем оба конца полотна прижимают накладными планками к пильной раме болтами бив. Полотно натягивают, завинчивая гайки с некоторым усилием. Слабо натянутое полотно при резании сломается или сделает косой рез. Ножовочную пилу налаживают для резки твердых металлов на 85, а для резки мягких металлов — 110 двойных ходов в минуту. Гидропривод станка управляется поворотом рукоятки крана. При первом положении рукоятки крана «Бездействие» пильная рама получает возвратно-поступательное движение, при втором положении «Спуск» рукав с пильной рамой плавно опускается вниз, при третьем положении «Подъем» (рис. 130, в) рукав с пильной рамой плавно поднимается, при четвертом положении «Медленное действие» регулируется заданная подача врезания ножовочного полотна в металл при рабочем ходе. При обратном ходе ножовочное полотно немного приподнимается над разрезаемым материалом. При пятом положении «Быстрое действие» (рис. 130, д) регулируется наибольшая подача врезания ножовочного полотна в металл при рабочем ходе. Приступая к разрезанию металла на пиле рукоятку крана гидропровода устанавливают в положение «Спуск» и включают электродвигатель. После того как ножовочное полотно опустится к разрезаемому металлу, рукоятку крана переводят в положение «Медленное действие» для предварительного врезания. Затем рукоятку перемещают по направлению к положению «Быстрое действие» и устанавливают желаемую подачу резания.
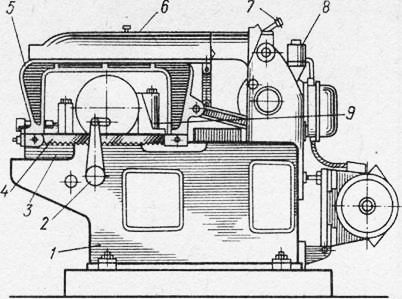
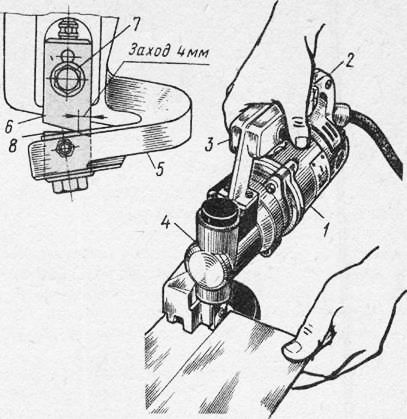
Рис. 1. Ножовочная пила:
1 — станина, 2 — упор, 3 — стол, 4 — ножовочное полотно, 5 — пильная рама, 6 — рукав (хобот), 7 — выключатель, 8 — кнопка (пуск — стоп), 9 — машинные тиски
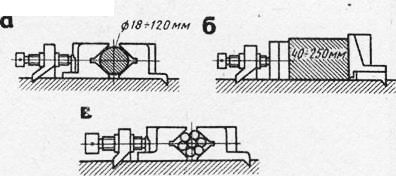
Рис. 2. Способы закрепления металла в зажимных тисках:
а — с V-образными губками для заготовок круглого сечения, б — с плоскими губками для заготовок больших сечений, в—для одновременного закрепления нескольких заготовок круглого сечения
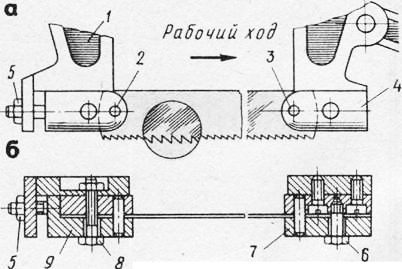
Рис. 3. Установка ножовочного полотна
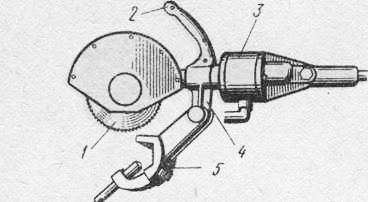
Дальнейшая работа станка происходит автоматически до окончательного разрезания заготовки. По окончании резки пильная рама автоматически переключает рукоятку крана в положение «Подъем», которое осуществляется до определенной высоты: выключатель, расположенный на рукаве, нажимает на кнопку «Стоп» и выключает электродвигатель. Ножницы ручные электрические С-424 вибрационного типа состоит из электродвигателя, редуктора с эксцентриком и рукоятки. Возвратно-поступательное движение от эксцентрика передается верхнему ножу, нижний нож укреплен на скобе. При резке электроножницы держат правой рукой, охватывая рукоятку всеми пальцами правой руки: указательный палец помещается на рычаге выключателя 3 с курком. Левой рукой лист подают между ножами, направляя под режущую кромку верхнего ножа точно по риске так, чтобы риска была видна. После включения электроножницы направляют правой рукой по линии реза так, чтобы плоскости ножей имели некоторый наклон относительно плоскости разрезаемого металла. Электроножницами разрезают листовую сталь толщиной до 2,7 мм и другие листовые материалы. В зависимости от толщины разрезаемого металла и мощности электродвигателя производительность электроножниц достигает 3 — 6 м/мин. Они особенно удобны при резке по фигурному раскрою, так как позволяют резать по контуру с малым радиусом кривизны. Величину зазора между ножами 6 и 8 устанавливают в зависимости от толщины разрезаемого металла по таблицам и проверяют щупом (при толщине 0,5 — 0,8 мм зазор 0,03 —0,048 мм, при толщине 1,0 —1,3 мм зазор 0,06 — 0,08 мм, при толщине 1,6 — 2,0 мм зазор 0,10 — 0,13 мм).
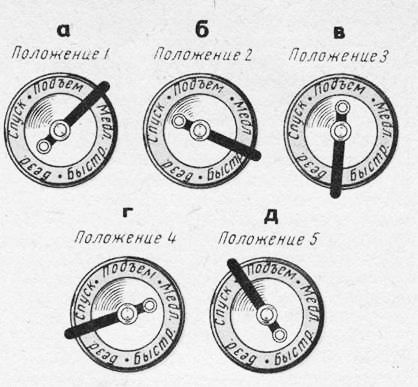
Рис. 5. Эскиз управления механизмом подач ножовочного станка:
а — первое положение «Бездействие», б — второе положение «Спуск», в — третье положение «Подъем», г — четвертое положение «Медленное действие», д — пятое положение «Быстрое действие»
Рис. 6. Ножницы ручные электрические
Рис. 7. Пневматическая ножовка
Пневматические нотницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твердости 3 мм, наибольшая скорость резания 2,5 м/мин, число двойных ходов ножа в минуту 1600. Пневматическая нотовка приводится в действие сжатым воздухом. Она состоит из преобразователя движения и роторного двигателя, пусковой кнопки, ножовочного полотна. Максимальная толщина разрезаемого металла 5 мм, наименьший радиус 50 мм, скорость резания 20 м/мин. Машина снабжена сменными зажимными патронами для закрепления напильников и ножовочных полотен различного размера. Дисковая пневматическая пила применяется для резки труб непосредственно на месте сборки трубопроводов. Пила имеет редуктор, червячное колесо которого смонтировано на одной оси со специальной дисковой.
Рис. 8. Дисковая пневматическая пила
Фрезой. Закрепляется труба специальным зажимом, который установлен на хвостовике. Зажим крепится шарнирно к рукоятке. При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев. Пневматическая пила допускает разрезание труб диаметром до 50 — 64 мм. Диаметр фрезы 190 — 220 мм, частота вращения фрезы 150-200 об/мин. Реклама:Читать далее:Особые случаи резанияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|