|
|
Категория:
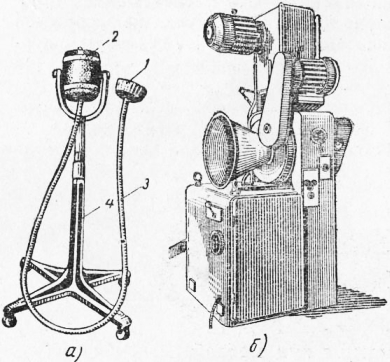
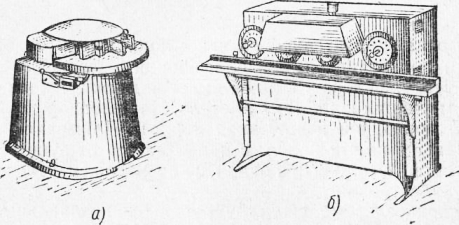
Столярные работы Универсальный шлифовальный аппарат состоит из вращающего диска диаметром от 80 до 120 мм, электродвигателя, укрепленного на подставке, и гибкого вала. Двигатель укреплен на подставке шарнирно, что дает ему возможность качаться в вилке и поворачиваться вместе с ней вокруг подставки. Сама подставка передвигается на роликах. Диск получает вращение от электродвигателя через гибкий вал. К дис:;у прикрепляют шлифовальную шкурку. Для удаления образующейся пыли у диска устанавливают шланг, отводящий пыль в подвешенный к подставке мешок (пылеуловитель). Для шлифования круглых криволинейных и прямолинейных Цилиндрических и конических деревянных деталей применяют Шлифовальный маятниковый станок, созданный Львовским лесотехническим институтом на базе станка марки ШлПФ. Станок состоит из коробкообразной обтекаемой станины, в передней и задней стенках которой смонтированы патроны подачи, сообщающие детали поступательно-вращательное движение, а внутри — маятниковый механизм шлифования. Механизм шлифования состоит из направляющего прижимного устройства и абразивной шкурки, натянутой на два шкива.
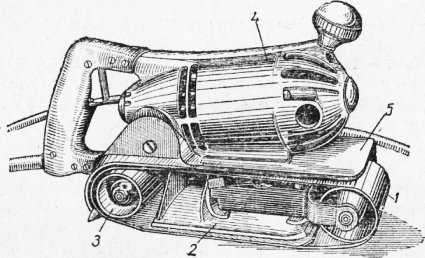
Рис. 1. Шлифование валиком Электрошлифовальный инструмент И-106 изображен на рис. 3. Электродвигатель укреплен на раме. Вал двигателя, на который надевается шлифовальная лента Ч, соединен зубчатой передачей с ведущим роликом. Передний ролик предназначен для натяжения и направления ленты, а опорная плита — для поддержания ее.
Рис. 2. Шлифовальные аппараты: Электрошлифовальный инструмент И-106 можно укрепить на верстаке в повернутом набок положении и использовать как стационарный станок.
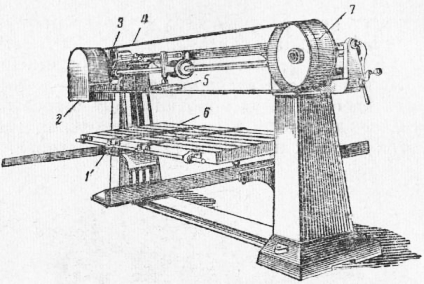
Рис. 3. Электрифицированный шлифовальный инструмент И-106: Электрошлифовальные инструменты удобны при шлифовании изделий в собранном виде, чего нельзя делать на шлифовальных станках. Шлифовально-ленточный станок с неподвижным столом ШлНС (рис. 4) предназначен для шлифования плоских деталей. Станок имеет неподвижный стол, по которому проходит бесконечная шлифовальная лента, натянутая между двумя шкивами. Один шкив, насаженный непосредственно на вал электродвигателя, является ведущим, другой — натяжным. На станке имеется эксгаустерная воронка для отсоса пыли, присоединенная к эксгаустерной сети. Для механизации подачи заготовок на этих станках применяются автоподатчики.
Рис. 4. Шлифовально-ленточный станок с неподвижным столом ШлНС: Шлифовально-ленточный станок с подвижным столом ШлПС предназначен для шлифования плоских поверхностей щитов, дверей, филенок. Станок имеет подвижный стол, на котором помещается шлифуемая деталь. На колонках станка смонтированы приводной и натяжной шкивы. Шлифовальная лента натягивается на эти шкивы и прижимается от руки утюжком к шлифуемой детали. Приводной шкив насажен непосредственно на вал электродвигателя. В последнее время сконструированы шлифовальные станки ШлНС-2 (с неподвижным столом) и ШлПС-2 (с подвижным столом). Еще более совершенными являются станки модели ШлПС-4 с длинным утюжком и механической системой подачи. Профильные изделия шлифуют на специальных станках, у которых профильная шкурка работает на щеточной основе. Щеточно-профильный станок с ручной подачей имеет в верхней части вертикального шпинделя рабочую головку, на которой рядами расположены щетки и шлифовальные шкурки. Щеточно-профильный станок с механической вальцовой подачей показан на рис. 6, б. При работе шкурки эластично прижимаются щетками к шлифуемой поверхности. После износа рабочей части шкурки втулка шлифовальной щеточной головки поворачивается и шкурка может быть подтянута на величину изношенной части, которая отрезается.
Рис. 5. Шлифовально-ленточный станок с подвижным столом ШлПС:
Рис. 6. Щеточно-шлифовальные станки: Шлифовальный комбинированный Станок с диском и бобиной ШлДБ предназначен для шлифования плоских, цилиндрических, выпуклых и вогнутых поверхностей. Станок имеет диск с натянутой на торцовой поверхности шкуркой и шлифовальный цилиндр (бобину). Диск и бобина приводятся во вращение отдельными электродвигателями. Два поддерживающих стола станка могут быть установлены под-нужным углом. Недавно во ВНИИДМаш был сконструирован дисковый шлифовальный станок ШлДБ-3 с диаметром диска 750 мм. Вес станка 800 кг.
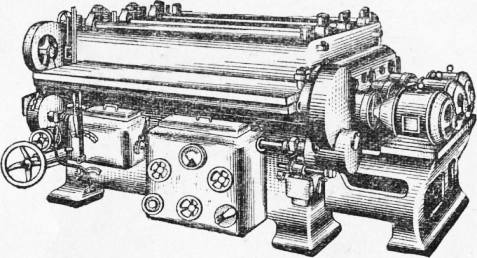
Рис. 7. Шлифовальный станок с диском и бобиной ШлДБ: Шлифовальный комбинированный станок ШлДБ-2 предназначен также для шлифования плоских, цилиндрических, выпуклых и вогнутых поверхностей и может быть использован в производстве мебели, музыкальных инструментов и для изготовления моделей. Шлифовальный трехцилиндровый станок с вальцовой подачей ШлЗЦ-2 изображен на рис. 8. Станки этого типа предназначены для обработки больших щитов и широких деталей. На них выполняют плоскостное шлифование. Шлифовальные шкур Ки крепятся на цилиндрах. При шлифовании на станках деталей из твердых лиственных пород и в особенности из древесины хвойных пород зернистый Сдой шлифовальной шкурки быстро засаливается древесной пылью, после чего шкурка становится непригодной и идет в отход. На Мурманской мебельной фабрике внедрен способ восстановления работоспособности шкурки на бумажной и полотняной основе. Для этого использованную шлифовальную шкурку смачивают холодной водой, отчего древесная пыль быстро набухает. Сразу же засаленную площадь шкурки слегка растирают волосяной щеткой на доске или на столе и после этого смывают древесную пыль водой. Если шкурка сильно засалена, нужно применить грубую щетку. Затем шкурку просушивают при температуре 18—20°, и она становится работоспособной. Таким образом, восстанавливается не менее 75% ее первоначальной режущей способности.
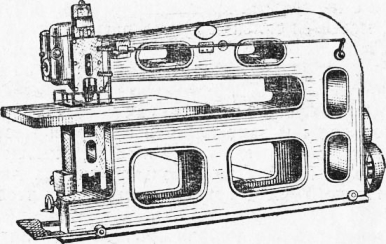
Рис. 8. Шлифовальный станок трехцилнндровый с вальцовой подачей ШлЗЦ-2 Если после зачистки и шлифования на поверхности древесины все же останутся неровности и дефекты, их необходимо заделать вставками (пробками, рейками или кусками массива). Пробками заделывают отверстия, образовавшиеся при высверливании сучков, рейками — трещины. Кусками массива заделывают поверхность при подготовке под прозрачную и темную отделку. Но при этом следует тщательно подбирать текстуру вставки к изделию и делать вставки только ромбичной формы. Шпонопочиночный станок ПШ имеет механизм привода верхнего и нижнего валов, которые передают движение рычажному эксцентриковому механизму вырубки и вставки заплаток, а также механизму подачи ленты шпона. Вырубка дефектного места и вставка заплаты производится автоматически педалью, включающей фрикционную муфту привода. Выключение фрикционной муфты также происходит автоматически в конце цикла. Наибольшая длина фасонной просечки 80 мм, наибольшая ширина 40 мм, ширина ленты шпона для заплаток 28—49 мм, наибольшая толщина шпона 4 мм, число непрерывных ударов в минуту 56, вес станка 2250 кг. Станок имеет вентилятор для удаления вырубленных дефектных кусков шпона. Предназначен станок для заделки в шпоне сучков, природных пороков и механических повреждений. При подготовке поверхности к светлой и прозрачной отделке заделывать дефекты вставками не разрешается, так как они будут очень заметны. На шлифовальных станках электрические пусковые устройства и электродвигатели должны быть закрытого типа. При шлифовании мелких криволинейных или фасонных деталей работающие должны быть обеспечены специальными перчатками, защищающими ладонь и пальцы рук.
Рис. 9. Шпонопочиночный станок ПШ Конструкции пылеприемников шлифовальных станков должны обеспечивать полное улавливание пыли в местах ее выделения. На шлифовальных станках с одним или несколькими цилиндрами ограждения шлифовальных цилиндров и щеточных валиков одновременно должны быть и приемниками для отсасывания пыли. Шлифовальную шкурку на цилиндре нужно закреплять плотно, чтобы не было складок и выступающих концов. Концы шлифовальной шкурки следует склеивать таким образом, чтобы верхний край клееной ленты был обращен в сторону, обратную направлению вращения цилиндра. Торцовые фланцы или другие Устройства, закрепляющие шлифовальную шкурку, должны иметь надежные и исправные затяжные приспособления, обеспечивающие плотное прилегание полотна шкурки к цилиндру по всей его поверхности. Шлифовальная шкурка, натянутая по спирали, не должна образовывать рубцов в местах перекрытия краев ленты и иметь надрывы. Верхний перекрывающий край ленты должен быть обращен в сторону, обратную направлению вращения цилиндра. Подающие вальцы не должны иметь перекосов, на поверхности их не должно быть выбоин и других дефектов. Спереди станка необходимо устанавливать козырек, предохраняющий руки рабочего и его одежду от попадания в станок. При наличии группы шлифовальных станков (более двух) их следует обязательно устанавливать в отдельном помещении. На ленточных шлифовальных станках с подвижным столом и утюжком верхняя нерабочая часть шлифовальной ленты должна быть закрыта. Станок должен иметь устройства для натягивания шлифовальной ленты и регулировки ее в процессе работы. Применять надорванную шлифовальную ленту, неплотно склеенную или с неровными краями, запрещается. Надевая ленту на шкивы, места ее склейки нужно располагать по ходу ленты. Скорость движения шлифовальной ленты не должна превышать 20 м/сек при деревянных шкивах и 30 м/сек при чугунных. На дисковых шлифовальных станках упорная направляющая линейка и стол должны закрепляться прочно и жестко, без качания и вибрации. Зазор между столом и плоскостью диска должен быть не более 5 мм. При использовании на двухдисковом станке только одного диска неработающий диск необходимо закрыть. Шлифовальная шкурка должна прочно закрепляться на диске и не иметь складок, выпученных мест и других дефектов. Применять шлифовальную шкурку размером меньше диаметра диска запрещается. Скорость движения дисков не должна превышать 30 м/сек. Реклама:Читать далее:Комбинированные и универсальные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|