|
|
Категория:
Столярные работы Характеристика станочных сверл При механизированном сверлении применяют электросверлилки и сверлильные станки. Режущим инструментом сверлильных станков являются концевые одно- и двухзубые фрезы и сверла. Сверла подбирают в зависимости от диаметра обрабатываемых отверстий и после проверки правильности их заточки укрепляют в патронах сверлильных головок. Правильность установки режущего инструмента контролируют после обработки пробной детали, замеряя ширину выбранного в ней гнезда. Для сверления отверстий попользуют следующие основные виды сверл и концевых фрез: Пробочное сверло бесцентровое применяется для сверления несквозных отверстий под головки болтов, шайб и для высверливания сучков при заделке их пробками. Работает сверло при нажиме на него сверху. Диаметр пробочных сверл от 15 до 50 мм, иногда на круговом подрезателе делают зубчики, как у пилы. Диаметр сверл с зубчатыми подрезателями бывает от 30 до 100 мм. Последние применяются только для механизированного сверления (на станках). Универсальное раздвижное сверло имеет подвижной резец с дорожником для сверления отверстия нужного диаметра, резец закрепляется винтом. Подвижная режущая часть придается сверлу в двух комплектах: меньшая для сверления отверстий диаметром от 15 до 40 мм и большая — диаметром от 40 до 75 мм. Применяется сверло для сверления вдоль и поперек волокон. В нижнем конце основной части сверло укрепляется при помощи прижимной планки и винта, подвижная часть может передвигаться вправо и влево и дает возможность установить сверло на требуемый радиус сверления. Величина радиуса сверления в миллиметрах указывается делениями, нанесенными на подвижной части. Подвижная часть имеет две режущие кромки: дорожник для перерезания волокон древесины и кромку для снятия стружки. Нижняя часть сверла составляет одно целое с основной частью сверла и представляет собой самостоятельное сверло меньшего диаметра. Для высверливания шиповых гнезд применяется сверло с зубчатыми насечками режущих кромок. Сверло, вращаясь, выдерживает точно заданные размеры и создает небольшое сопротивление резанию.
Рис. 1. Станочные сверла: Эти два вида сверл применяются исключительно для механизированного сверления. Для выполнения сквозных отверстий, в особенности большого диаметра, или полуокружностей целесообразно применять цилиндрические пилки диаметром 20—100 мм с выталкивателем. В сочетании с конической фрезой пилки можно применять для образования конических отверстий. При изготовлении сквозных отверстий большого диаметра цилиндрические пилки с выталкивателем обладают большим преимуществом перед другими типами сверлильного инструмента вследствие меньшей затраты мощности на сверление. Для высверливания продолговатых гнезд и пазов на свер-лильно-пазовальных станках применяют спиральные и пазовые сверла. Спиральное сверло имеет винтообразные боковые грани. Его обычно применяют для образования цилиндрических отверстий. При выборке продолговатого гнезда таким сверлом вначале высверливают отверстие у одного конца гнезда, затем у другого. После делают несколько промежуточных отверстий между крайними, затем боковым резанием выбирают всю оставшуюся древесину. При внедрении в древесину пазовые сверла работают резцами на конце, при продвижении в сторону — боковыми гранями. Преимущество спиральных сверл в том, что они лучше отводят стружку. Производительность пазовых сверл выше спиральных. Пазовые сверла называют концавыми фрезами. Они бывают с одним, двумя, тремя боковыми резцами. Однорезцовые сверла применяют для сверления отверстий небольшого диаметра и малой глубины. При выборке продольных-гнезд процесс разделяется на углубление сверла (процесс сверления) и перемещение его или обрабатываемой детали в продольном направлении (процесс фрезерования). Для сверления отверстий различных диаметров приходится сменять сверла и налаживать их, а это связано со значительной затратой времени. Универсальное сверло не требует такой смены при переходе на другой диаметр сверления. Оно применяется для высверливания крупных отверстий диаметром от 35 до 90 мм в деталях толщиной до 25 мм. В корпус посажен хвостовик, соединенный штифтом с центрирующим устройством, прижимаемым пружиной. В этом же корпусе гайками крепятся резцедержатели, в которых винтами закреплены резцы. В целях безопасности сверло снабжено ограничительным кольцом. При работе таким сверлом отверстие получается чистым благодаря тому, что черновой резец выступает на 1 мм и делает предварительную риску, а вслед за ним чистовой резец производит вырезку отверстий.
Рис. 2. Пазовые сверла: Универсальное сверло устанавливается на вертикально-сверлильном станке, производительность которого весьма высокая.
Рис. 3. Универсальное сверло: Работа дереворежущего инструмента на станках протекает при высоких скоростях резания. Режущий инструмент должен быть хорошо подготовлен и установлен на станке. При работе инструмент изнашивается — затупляются его режущие кромки, что снижает качество изделий, увеличивает расход электроэнергии на работу станка, а в отдельных случаях снижает и безопасность работы. Это обязывает периодически затачивать инструмент. При обработке древесины хвойных пород на средних режимах резания продолжительность работы инструмента до очередной переточки для пил, концевых фрез, фрезерных цепочек и сверл составляет обычно около 4 час. непрерывной работы, для ножей и фрез — 16 час. Плоские резцы сверл затачивают бруском и правят оселком. Резцы фигурные и плоские в недоступных для бруска местах затачивают напильником. Диаметр сверл после заточки не должен уменьшаться. Центрирующие элементы не должны быть смещены. У перового сверла центр затачивают равномерно со всех сторон без смещения его оси, дорожник затачивают с внутренней стороны снизу, горизонтальный резец — сверху, снизу его только подшлифовывают. Боковые режущие кромки сверл следует затачивать изнутри.
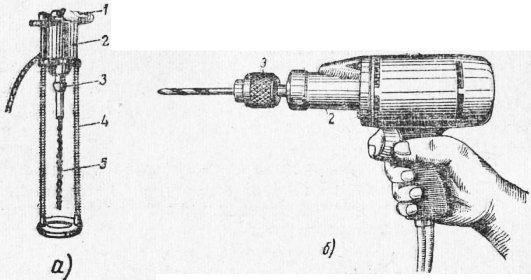
Рис. 4. Заточка сверла на электроточильном приборе И-26: Заточка сверл на электроточильном приборе И-26 показана на рис. 209, а. Сверла затачивают с помощью специального подручника, который насаживают на палец суппорта и закрепляют в положении, наиболее удобном для заточки. Нажим сверлом на точильный диск должен быть равномерным, чтобы затачиваемое сверло не перегревалось и не теряло своей закалки. При заточке столярных сверл расстояние острия резака от центра должно быть больше длины ножа. Центральное острие должно быть длиннее остальных частей и первым входить в древесину, немного короче острия должен быть резак. Все части торца сверла, в особенности нож, должны быть заточены остро и правильно, нож надо затачивать с наклоном вниз, чтобы он мог врезаться в древесину и легко срезать стружку. Качество заточки сверл влияет на точность сверления и работоспособность сверла. Правильность заточки сверл проверяют шаблонами. Электрифицированный сверлильный инструмент Электросверлилка И-27 состоит из корпуса с электродвигателем, сверла, а также опорной стойки с двумя направляющими колонками, на которые надеты пружины. Для сверления отверстий под болты выбирают сверло диаметром на 1 мм больше диаметра болта. Сверло должно сидеть плотно в гнезде шпинделя и не поворачиваться. Для проверки работы электродвигателя и переключателя электросверлилку следует присоединить к электросети и несколько раз опробовать на холостом ходу. Перед началом работы электросверлилку устанавливают опорным кольцом на обрабатываемый материал так, чтобы острие заглубителя сверла совпало с центром намеченного отверстия, и слегка нажимают рукой на корпус со сверлом. Корпус опускается по колонкам, сжимая пружины, и сверло под влиянием заглубителя само врезается в древесину. Если сверло почему-либо перестает углубляться, следует нажим немного усилить. Скорость подачи сверл диаметром до 15 мм должна быть не более 0,7 м/мин, а сверл диаметром от 15 до 40 мм — не более 0,4—0,5 м/мин. При сверлении глубоких отверстий стружка иногда не успевает выходить наружу и забивает отверстие. В таких случаях число оборотов сверла уменьшается и электродвигатель нагревается. Во избежание этого необходимо следить за равномерным выходом стружки из высверливаемого отверстия. При прекращении выхода стружки или при уменьшении числа оборотов сверла нужно временно уменьшить или даже прекратить нажим на сверлилку и дать возможность скопившейся стружке выйти из отверстия. Если этого будет недостаточно, то электросверлилку, не выключая электродвигателя, следует немного приподнять. Если же спрессовавшаяся стружка не будет выходить из отверстия, необходимо сверло вынуть и очистить от стружки. Для извлечения сверла из отверстия электросверлилку следует выключить и при полном прекращении вращения сверла вновь включить на обратный ход. Этим облегчается выход сверла из отверстия. Чтобы при сквозном сверлении у противоположного выхода сверла не было отколов древесины, работающий должен к концу сверления уменьшить скорость подачи. По окончании сверления корпус под действием пружин поднимается вверх. Электродвигатель выключают поворотом рукоятки. При продолжительном перерыве в работе направляющую стоику, пружины, шпиндель и другие части сверлилки рекомендуется покрыть тонким слоем смазки. Электросверлилкой можно сверлить отверстия диаметром до 26 мм на глубину до 350 мм, а при работе без колонок — на глубину 1000 мм. Подведение тока к электросверлилке осуществляется трех-проводным кабелем. Два провода — токоведущие, третий провод предназначен для заземления корпуса инструмента. Ввод кабеля в электросверлилку защищен резиновой трубкой. Электросверлилка И-90 предназначена для сверления отверстий диаметром до 8 мм на глубину до 200 мм. Электросверлилка И-90 состоит из электродвигателя, редуктора, рабочего шпинделя с патроном на конце для сверла. Все механизмы, за исключением рабочей части, заключены в один корпус с ручкой, где находится курковый выключатель. Отверстия сверлят винтовыми сверлами.
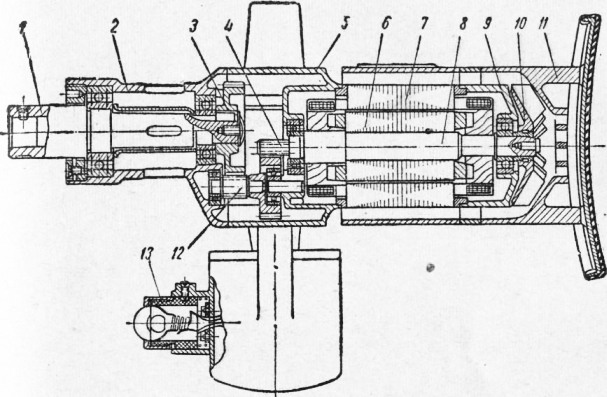
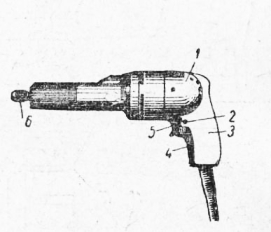
Рис. 5. Электросверлилки: а — И-27. Конец сверла устанавливают на деталь, предназначенную для просверливания, затем включают электродвигатель и, нажимая на рукоятку, подают сверло на древесину. Нажим производят до конца просверливания. При сверлении сквозных отверстий нажим в конце сверления следует несколько ослабить, иначе может произойти порча древесины и заедание сверла. Электросверлилка И-90 может быть использована также и для других работ: для очистки поверхностей стальной щеткой, шлифования, полирования. Для этого в шпиндель электросверлилки вместо сверла вставляют соответствующий рабочий инструмент. Электросверлилку, закрепленную в специальном штативе, используют и в качестве полустационарного сверлильного станка. Электросверлилка И-151 состоит из корпуса с электродвигателем, рукояток с переключателем ПКЗ-10/Н2 и токоведущего кабеля, снабженного штыревой полумуфтой штепсельного соединения. Вал ротора электродвигателя вращается в двух шариковых подшипниках, установленных в переднем и заднем щитах. На переднем конце вала ротора электродвигателя нарезана косозубая шестерня. Шпиндель вращается на двух шариковых подшипниках от вала ротора с помощью шестерен. Для крепления сверл и буравов шпиндель имеет внутренний конус Морзе. К приливам переднего щита крепятся кронштейны рукояток. На одном из кронштейнов смонтирован переключатель для пуска, останова и перемены направления вращения электродвигателя. К выключателю присоединен четырехжильный кабель длиной 10 м. Электросверлилка И-151—ручной переносный инструмент, предназначенный для сверления отверстий в дереве до 26 мм. Электросверлилка имеет светильник, расположенный на корпусе выключателя. Включение освещения производится поворотом головки светильника.
Рис. 6. Электросверлилка И-151: До начала работы необходимо проверить соответствие напряжения и частоты тока в сети, удостовериться в отсутствии повреждений токопроводящего кабеля, проверить затяжку резьбовых соединений и отсутствие внешних повреждений инструмента. При сверлении дерева буравом нажим на сверлилку нужно производить осторожно, чтобы он не заклинивался. После входа бурава в дерево подача осуществляется подавателем самого бурава. Для предотвращения заклинивания и для очистки сверла при глубоком сверлении дерева спиральными сверлами рекомендуется периодически переключать сверлилку на обратный ход. Нельзя допускать перегрева электродвигателя. Своевременная и правильная смазка подшипников и шестерен электросверлилки является необходимым условием для ее нормальной работы. Электросверлилка С-455 предназначена для сверления отверстий в дереве до 32 мм, электросверлилка И-59 — до 20 мм, электросверлилка С-531 —до 15 мм.
Рис. 7. Пневматическая сверлильная роторная машина И-34А
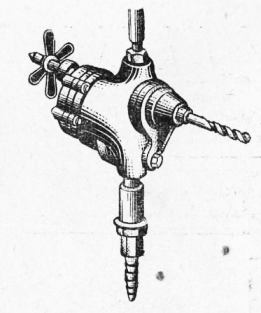
Рис. 8. Электрошуруповерт И-62: Для сверления, развертывания и зенкования в металле, камне и дереве применяется пневматическая сверлильная роторная машина И-34А. Наибольший диаметр -сверления 32 мм, наибольший диаметр развертки 25 мм, глубина подачи 85 мм, давление воздуха 5—6 кг/см2, вес 13,5 кг. Пневматическая сверлильная роторная машина И-69 (угловая) имеет то же назначение, что и машина И-34А. Наибольший диаметр сверления 32 мм, наибольший диаметр развертки 28 мм, глубина подачи 60 мм, давление воздуха 5—6 кг!см2, вес 13,5 кг. Электрошуруповерт И-62 состоит из электродвигателя, заключенного в алюминиевый корпус с рукояткой, редуктора для уменьшения числа оборотов шпинделя, кулачкового механизма для включения инструмента. Служит электрошуруповерт для завинчивания шурупов диаметром до 6 мм при сборочных работах. Включение его производится нажимом среднего пальца на специальный курок. Шпиндель электрошуруповерта снабжен шариковым замком, позволяющим удобно и надежно закрепить отвертку. При достижении определенной силы затягивающего момента на головке шурупа специальный механизм автоматически выключает инструмент. Электрошуруповерт при работе держат правой рукой за рукоятку, левой поддерживают за корпус для придания устойчивости. Конец отвертки вставляют в шлиц винта. Надавливая средним пальцем на курок выключателя, включают электрошуруповерт и работают, нажимая на рукоятку инструмента.
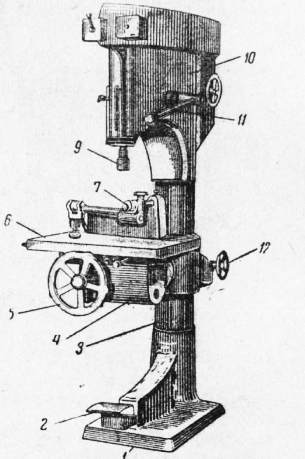
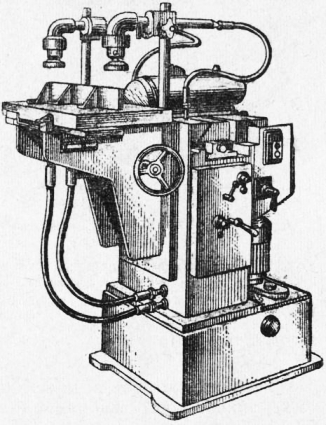
Рис. 9. Сверлильно-пазовальный станок СвГ-3: Сверлильные станки Сверлильные станки разделяются на горизонтально-сверлильные и вертикально-сверлильные, одношпиндельные и многошпиндельные. Многошпиндельные сверлильные станки применяются в массовом производстве для обработки большого числа деталей со значительным количеством отверстий. На таких станках бывает до 30 шпинделей. Шпиндели могут работать от индивидуальных электродвигателей или от общего элвкпродвигателя. Сверлильно-пазовальный станок СвГ-3 имеет шпиндель с патроном, в который вставляют сверло и каретку. Рукояткой можно передвигать шпиндель вдоль оси сверла, а каретку — в поперечном направлении. На этом станке можно высверливать не только круглые, но и продолговатые отверстия (пазы), так как пазовое сверло, кроме режущих кромок на рабочем конце, имеет и боковые режущие кромки. Заготовку крепят на столе станка. Стол перемещается ручкой или реечным механизмом перпендикулярно оси сверла по направляющим кронштейнам. Для получения паза сначала заготовку крепят на столе прижимом с рукояткой и упорным угольником, затем надвигают шпиндель со сверлом на заготовку при одновременном поперечном перемещении стола с заготовкой на длину паза. После этого вторично перемещают стол при углубленном в древесину вращающемся сверле (концевая фреза), которое зачищает стенки просверленного паза. Так можно изготовлять пазы и сквозные отверстия для шипов. Обрабатываемые детали следует прочно закреплять на рабочем столе, так как даже незначительное смещение может привести к их порче, и для сборки они окажутся непригодными. Наибольший диаметр просверленных отверстий 25 мм, глубина 100 мм, длина продолговатых отверстий 200 мм. Продолговатое гнездо, выбранное обычным сверлом, получается с закругленными концами. Эти концы иногда стамеской обрабатывают под прямой угол. Каретки сверлилыю-пазовальных станков имеют длину 0,5 м. Укладывая на них бруски длиной более 1,5 м, работающий должен поддерживать в горизонтальном положении свисающие концы деталей до закрепления их зажимом. Для облегчения работы можно пользоваться удлиненной кареткой на роликовых подставках. Станкоинструментальной промышленностью выпускаются одношпиндельные суанки СвП с ручной подачей и СвА с механической подачей, двенадцатишпиндельные Св-12 с ручной подачей и тридцатишпиндельные Св-30 с механической подачей. На них можно сверлить отверстия диаметром 25, 50 и 100 мм, глубиной до 120—150 мм. Наладка одношпиндельного вертикально-сверлильного станка состоит в креплении в патроне сверла соответствующего диаметра, в установке стола по высоте и расположению на нем деталей. Сверление выполняют по разметке, по упорам или по шаблону. При сверлении по упорам на рабочем столе устанавливают линейку и торцовый упор и к ним прижимают обрабатываемые детали. Линейку и упор устанавливают по размеченной детали. Эту деталь сохраняют до окончания обработки всей партии и ею периодически проверяют точность обработки. При высверливании в детали нескольких отверстий одинакового диаметра применяют шаблон (кондуктор). В шаблоне отверстия требуемых размеров расположены на заданных расстояниях один от другого по прямой линии. Деталь закрепляют в шаблоне и подают под сверло по направляющей линейке, а сверление производят через отверстие в шаблоне. Вертикальные одношпиндельные сверлильные станки являются наиболее распространенными. Обычно шпиндель таких станков подается вручную на обрабатываемую деталь, положенную на стол станка, а сам стол может быть установлен на требуемую высоту и повернут на нужный угол. Размеры получаемого на станке отверстия или паза: диаметр 40 мм, ширина 25 мм, длина 200 мм, глубина 100 мм. Число оборотов шпинделя в минуту 3000 и 4500. Мощность электродвигателя 1,7 кет. Вес станка 420 кг. Вертикальный сверлильно-пазовальный станок СвП имеет шпиндель, смонтированный в специальных направляющих гильзах где он свободно перемещается при помощи педали или ручки и приводится во вращение ремнем от электродвигателя, расположенного с другой стороны колонки. Стол станка смонтирован на направляющих, по которым он перемещается маховичком и реечным устройством. Стол может быть установлен под нужным углом при помощи маховичка и закреплен вертикально, что дает возможность сверлить отверстия в кромке плоской или рамочной детали. Кронштейн стола закрепляется в повернутом положении ручками. Заготовки крепят прижимами.
Рис. 11. Схема организации рабочего места у сверлильно-пазовального станка: Сверление нескольких отверстий, имеющих различное расположение в детали, выполняется также по кондуктору-шаблону с отверстиями, расположенными не по прямой. Изготовляется Шаблон обычно из листовой стали и накладывается на обрабатываемую деталь сверху. Иногда он изготовляется в виде коробки с откидной крышкой и прижимом. Вертикальный сверлильно-пазовальный станок с механической подачей СвА может производить сверление с механической подачей от руки или нажатием ноги, через рычажную систему. Будучи широко универсальным, станок может быть использован в деревообрабатывающих цехах с разнообразным ассортиментом выпускаемой продукции, при этом его производительность выше на 10—15% по сравнению со станками СвП.
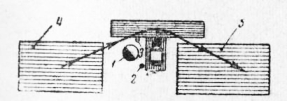
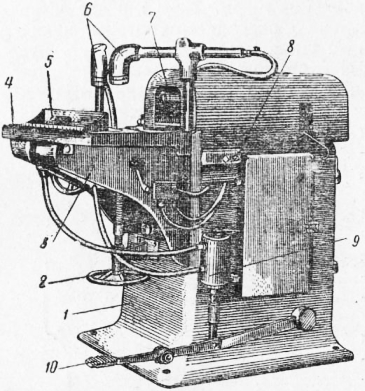
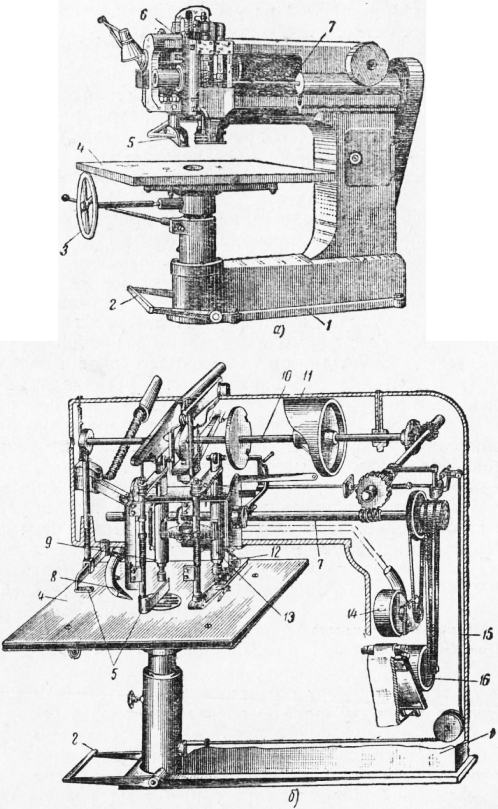
Рис. 12. Вертикальный сверлильно-пазовальный станок СвП: Наибольший диаметр сверления на станке СвА 40 мм, наибольшая глубина сверления 100 мм, вертикальное перемещение стола 400 мм, вес станка 682 кг. Вертикальный сверлильно-пазовальный станок с механической подачей СвА предназначен для сверления и пазования деревянных изделий. На Таллинской фанерно-мебельной фабрике изготовлен и применен в производстве автомат для одновременного сверления и зенкования двух или трех отверстий в деревянных брусках. Автомат может обрабатывать детали различной длины, ширины и толщины. На станине укреплен суппорт. Эксцентриковый механизм от электродвигателя через редуктор сообщает суппорту поступательно-возвратное движение. К суппорту прикреплено магазинное устройство, в которое одновременно можно загрузить 40 деталей. Детали в магазинном устройстве поддерживает ограничитель, высоту которого регулируют пружиной 6 в зависимости от расположения отверстий на детали. При рабочем ходе суппорта деталь 9 выдвигается и упирается в пальцы с пружинами, удерживающими ее в нужном положении. Деталь 8, ранее просверленная, соскальзывает с ограничителя в приемник. При обратном (холостом) ходе пальцы освобождают деталь, и она под давлением собственного веса опускается на ограничитель, а ее место занимает следующая деталь.
Рис. 13. Вертикальный сверлильно-па-зовальный станок с механической подачей СвА
Рис. 14. Трехшпиндельиый автомат для сверления и зенкования отверстий в брусках: Шпиндели со сверлами установлены на станине, по которой они могут перемещаться в зависимости от расстояния между центрами отверстий в обрабатываемой детали. На вал электродвигателя насажен трехступенчатый шкив, который через клиновидные ремни приводит в движение шпиндель. При настройке станка в шпиндели заправляют сверла, а сами шпиндели закрепляют в заданном положении. Работа автомата обеспечивает точное сверление и заданное расположение отверстий, удобную загрузку магазина деталями, а также быструю и простую переналадку станка на другой размер. Автомат просверливает за смену 13 тыс. деталей.
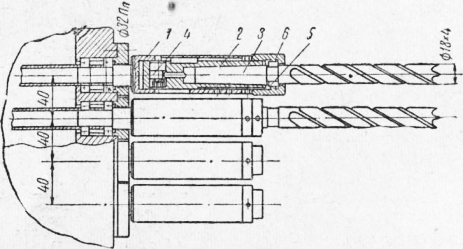
Рис. 15. Новый способ крепления сверл: При одновременном сверлении нескольких отверстий, расположенных на близком расстоянии друг от друга, в креплении сверл в шпинделях возникают трудности. Сверла крепят обычно на конусный хвостовик. Такое крепление не является надежным при сверлении глубоких отверстий в автоматическом режиме. Московский завод деревообрабатывающих станков изготовил по проекту специального конструкторского технологического бюро деревообрабатывающего станкостроения автоматическую линию для сверления нескольких групп отверстий под шканты в деталях обвязки дверей. На линии установлены четыре сверлильные головки, в каждой из которых по четыре шпинделя. Диаметр переднего конца сверлильного шпинделя увеличен, и в цилиндрической расточке его крепится промежуточная втулка, служащая для установки сверла в осевом направлении. В конусную расточку втулки вставляется сверло с хвостовиком. Для съема сверла во втулку вмонтирован эксцентрик. Для надежности крепления конуса при автоматической работе линии необходимо, чтобы хвостовик сверла был затянут. Для этого шейка сверла протачивается до глубины примерно 2 мм и в нее вставляются два вкладыша-полукольца, посредством которых накидная гайка, навертываемая на шпиндель (или промежуточную втулку), затягивает конусный хвостовик. При вращении сверла как во время рабочего, так и обратного хода сверлильных головок накидная гайка еще больше затягивает конусный хвостовик. Такой способ крепления сверла прост и дает возможность затянуть конический хвостовик сверла, исключая вытаскивание сверла из шпинделя при выводе его из просверленного в древесине отверстия и в случае защемления. Он вполне обеспечивает надежную работу в автоматическом режиме и может быть использован так« же и при закреплении других режущих инструментов. На многошпиндельных станках сверление производится подъемом рабочего стола с уложенной на нем деталью. Ведется сверление многими сверлами по упорам, и за одну установку можно высверлить в обрабатываемой детали необходимое количество отверстий разных диаметров и разной глубины. Сверлильно-пазовальный станок СП-1 представляет собой полуавтомат для выборки пазов под шиповые соединения, гнезд для замков, шпингалетов и т. п., а также для сверления отверстий в деревянных деталях. Станок состоит из следующих узлов: станины, каретки с установленным на ней электродвигателем с патроном и инструментом. Каретка получает от гидроцилиндра возвратно-поступательное движение. Для установки, закрепления обрабатываемого изделия и подачи его на инструмент имеется стол. Возвратно-поступательное движение каретке шпинделя сообщается гидроцилиндром каретки, а ка-Ретке стола — гидроцилиндром стола. Гидропривод обслуживает гидроцилиндры стола и каретки и цилиндр зажимного устройства.
Рис. 16. Сверлильно-пазовальный станок СП-1 Сверлильно-пазовальный станок СвПА с автоматической подачей оборудован сверлильным электрифицированным шпинделем, имеющим колебательное движение в горизонтальной плоскости около вертикальной оси, что обеспечивает получение продолговатого отверстия-паза нужной длины, регулируемой величиной колебания сверла. Диаметр отверстия до 30 мм, ширина 30 мм, длина 120 мм, глубина 100 мм. Число оборотов шпинделя в минуту до 6000. Вес станка 820 кг.
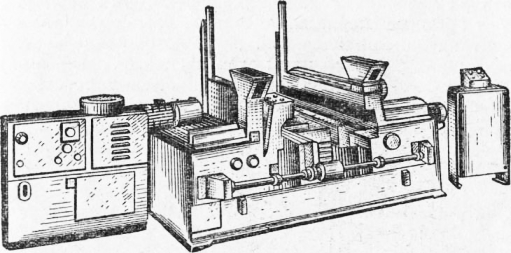
Рис. 17. Сверлильно-пазовальный станок Сверлильно-шкантозабивной станок СвШ имеет литую чугунную станину коробчатой формы, основание и две тумбы. Перемещаются тумбы в зависимости от длины обрабатываемых брусков ходовыми винтами по направляющим. В тумбах смонтированы распределительные валы с системой рычагов, приводящих в движение рабочие головки и механизмы для впрыскивания клея. Непосредственно на тумбах установлены рабочие головки, механизм прижима, магазины для шкантов и гидроцилиндры подачи головок. Механизмы подачи брусков и блок управления установлены на основании станины. Привод шпинделей осуществляется от фланцевого электродвигателя через косо-зубые цилиндрические шестерни. Сверлильная головка представляет собой устройство с двухярусным консольным расположением цилиндрических косозубых шестерен. Оригинальная конструкция конца шпинделя обеспечивает точную установку сверла в осевом направлении. В клеевой головке предусмотрена регулировка дозы впрыскиваемого клея от 0,5 до 3 см3, которая зависит от величины хода поршня. Электрооборудование станка смонтировано внутри станины, а рядом со станком устанавливается электрошкаф с пусковой аппаратурой и гидроприводом.
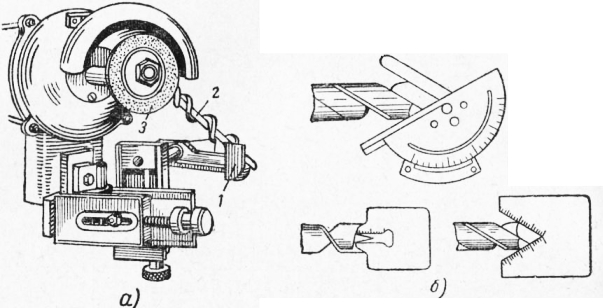
Рис. 18. Сверлильно-шкантозабивной станок СвШ Размеры обрабатываемых брусков: длина 480—740 мм, ширина 70—200 мм, толщина 44—54 мм. Размеры шкантов: диаметр 16—18 мм, длина 135 мм, глубина сверления под шканты 75 мм, количество одновременно обрабатываемых отверстий с каждого торца бруска 2, 3 и 4, производительность станка 350 брусков в час, вес станка 2700 кг. Применяется станок для установки шкантов на клею в торцы поперечных брусков дверных полотен. На станке одновременно производится сверление отверстий в торцах поперечных брусков с двух сторон, впрыскивание в просверленные отверстия клея и запрессовка шкантов в смазанные клеем отверстия. Для выполнения этих операций отобранные по торцам и профилированные по сечению бруски загружают в магазин, клей заливают в бачки, а шканты загружают во второй магазин. Затем штанги с храповыми упорами и рабочие головки начинают совершать возвратно-поступательное движение. При этом бруски, захваченные крановым упором, подаются из магазина на позицию сверления, потом на позицию смазки отверстий клеем, а затем на позицию запрессовки шкантов. Бруски с запрессованными шкантами выталкиваются последующими брусками на стол. Станок СвШ проходного типа и может быть встроен в поточную и автоматическую линию. При работе на сверлильных станках ограждение сверла или концевой фрезы должно быть сделано так, чтобы имелась возможность видеть рабочую часть инструмента. Сверлильные станки должны быть снабжены специальными приспособлениями для надежного зажима обрабатываемых материалов. Предметы малых размеров (до 15×50×100 мм) должны обрабатываться либо на станках-автоматах, либо в приспособлениях, обеспечивающих точную подачу их к сверлу и предотвращающих опасность повреждения рук станочника. Для заделки сучков, недопускаемых по техническим условиям в деталях деревянных изделий, на некоторых предприятиях применяют обычные сверлильные станки. Высверливание сучков производят на одношпиндельных или многошпиндельных сверлильных станках с ручной или механической подачей, а запрес-совывание пробок — вручную или механическим способом. Однако это очень непроизводительно. Лучше всего пользоваться для этой цели специальными полуавтоматами СвСА, на которых производится высверливание сучка, впрыскивание в полученное отверстие клея, вырезывание из планки круглой пробки и за-прессовывание ее в отверстие.
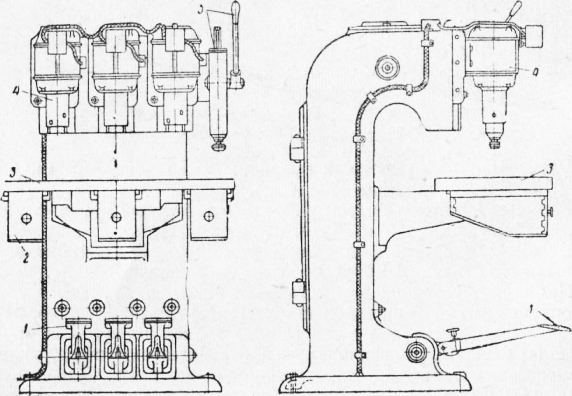
Рис. 19. Трехшпиндельный станок СвЗС для высверливания сучков и заделки отверстий: Трехшпиндельный станок СвЗС для высверливания сучков и заделки отверстия изображен на рис. 19. Он состоит из станины, неподвижного стола, трех передвижных суппортов с электродвигателями и приспособления для забивки пробок. Под столом размещены ящики для пробок трех размеров. Этот станок применяется на небольших производствах. Наибольший диаметр сверления 50 мм, глубина до 75 мм. Шпиндель подают нажимом на педаль или вручную с помощью рукоятки. На станке работают отдельно каждым шпинделем. Установив материал сучком под нужным сверлом, высверливают сучок, в это же время подготовляют пробку и намазывают клеем. После высверливания сучка пробку вставляют в отверстие вручную и деталь передвигают под приспособление для забивки пробок. При массовом производстве изделий применяют станки-автоматы, в которых механизировано не только высверливание отверстий, но также изготовление пробок нужного размера (из специальной заготовки-планки, установленной на станке), опрыскивание клеем высверленного отверстия, вставка и забивка пробок. На этих станках высверливают отверстия цилиндрической формы, такой же формы изготовляют и пробки. Полуавтомат СвСА для высверливания сучков и заделки отверстий имеет станину, стол, устанавливаемый на нужной высоте в зависимости от толщины заготовки, и рабочий суппорт 6 с двумя шпинделями, из которых один служит для высверливания сучка, а другой — для выпиливания и запрессовки пробки. Механизм шпинделя приводится в движение от двух валов — приводного и распределительного, соединенных через зубчатую передачу с электродвигателем. Станок имеет устройства для впрыскивания клея в заделываемое отверстие и для подачи деревянной планки, из которой высверливается пробка. Сначала высверливают сучок. Для этого изделие укладывают на стол так, чтобы сучок, подлежащий удалению, оказался непосредственно под первым (сверлильным) шпинделем, затем педалью включают механизм привода автомата, и под действием кулачка распределительного валика на изделие опускается сверлильный шпиндель, высверливающий сучок. После высверливания сучка весь суппорт со шпинделями автоматически передвигается на величину, равную расстоянию между осями шпинделей, а в это время в просверленное отверстие впрыскивается клей. Когда против отверстия остановится второй шпиндель, из деревянной планки выпиливается про>бка и запрессовывается в отверстие. Рабочие шпиндели регулируют на разную глубину высверливания сучка и заделки пробки. Стружка удаляется через сопло вентилятора, а не отсосом-приемником. Наибольший Диаметр высверливаемого отврестия (сучка) 25 мм, а глубина 4—20 мм. Вес станка 1200 кг, число оборотов шпинделя в минуту 2800, мощность электродвигателя 2,8 кет. Изделия, обрабатываемые на полуавтомате, должны быть одинаковыми по толщине, а планки для пробок должны иметь ту же влажность, что и изделие.
Рис. 20. Полуавтомат СвСА для высверливания сучков и заделки отверстий: Реклама:Читать далее:Ручной инструмент и станки для циклеванияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|






|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|