|
|
Категория:
Помощь рабочему-инструментальщику Механизация слесарно-инструментальных операций при изготовлении измерительного инструмента и технологической оснастки основывается на применении процесса шлифования, осуществляемого с помощью ручного механизированного инструмента или станочных приспособлений. Чистовую обработку слесари-инструментальщики производят с помощью ручных электрических или пневматических машин вращательного действия, где в качестве режущего инструмента используются абразивные круги.
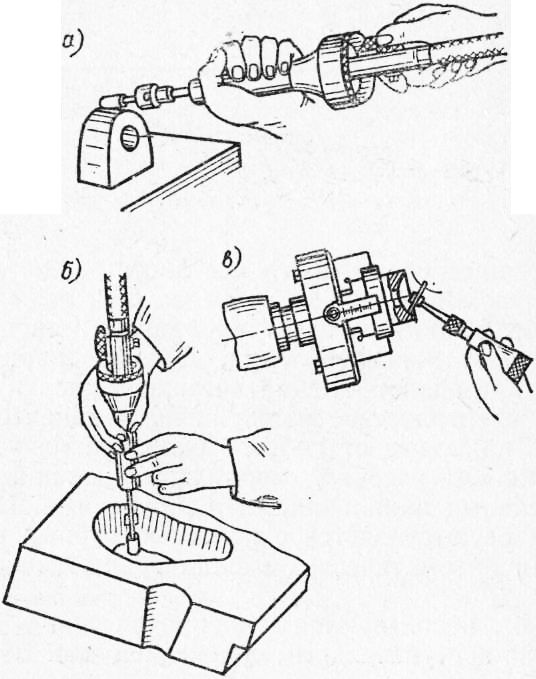
Рис. 1. Примеры использования шлифовальных машинок.
К ручным механизированным инструментам предъявляется ряд требований: они должны иметь малую массу, небольшие габариты, быть компактными, удобными и безопасными в эксплуатации. Пневматические машины (головки) распространены более широко, чем электрические, так как они менее чувствительны к перегрузкам и безопаснее в работе. Для обработки отверстий и пазов малого диаметра (3…5 мм) целесообразно применять пневматические шлифовальные машины (головки) турбинного типа с частотой вращения 10 000 … 60 000 об/мин. Шлифование производят ручным перемещением абразивного круга по обрабатываемой поверхности. Для облегчения работы и повышения качества шлифования используют различные приспособления. Детали технологической оснастки можно обрабатывать на рабочем месте слесаря-инструментальщика (рис. 1, а и б), а сферические поверхности —на токарном станке (рис. 1, б). Машинами с вращательным движением рабочего инструмента трудно обрабатывать узкие пазы, глубокие сквозные и глухие полости, а также полости с малым радиусом сопряжения боковых граней, дно и боковые поверхности глухих пазов и полостей. Высокая трудоемкость обработки таких поверхностей обусловлена необходимостью получения шероховатости Ra = 0,32…0,02 мкм, что обеспечить шлифованием кругами невозможно, так как на поверхности при этом образуются прямолинейные риски, направленные вдоль плоскости вращения круга. Уменьшить шероховатость поверхности можно обработкой брусками — перемещением их в перпендикулярном направлении — вручную либо с помощью машин с прямолинейным возвратно-поступательным движением рабочего инструмента.
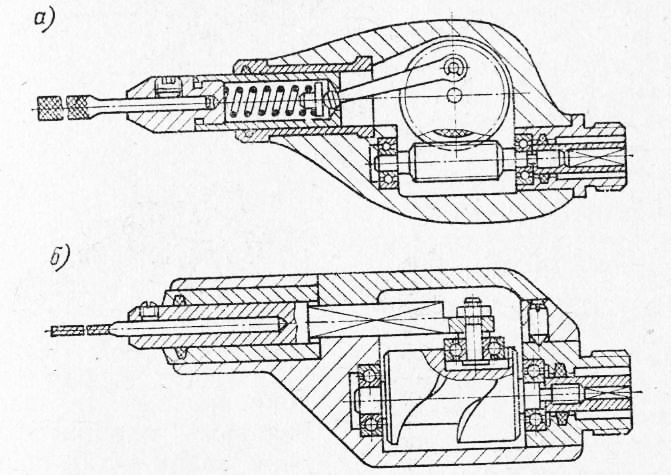
Рис. 2. Ручные машины с кривошипно-шатунным (а) и кулачковым (б) механизмами.
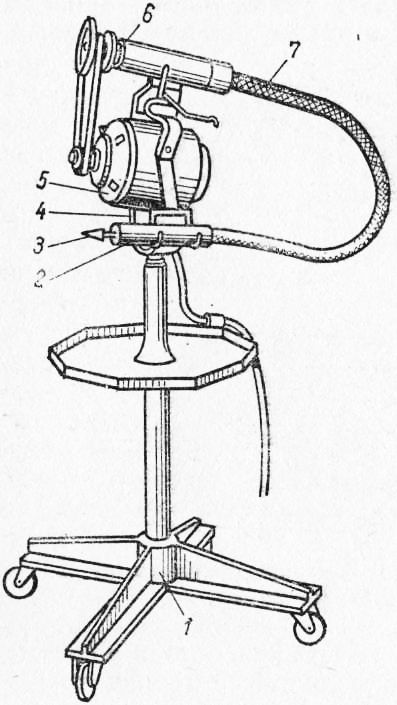
Такие машины имеют электрический или пневматический двигатель вращательного действия. С помощью крнвошипно-шатунного (рис. 2, а) или кулачкового (рис. 2, б) механизма вращение рабочего вала преобразуется в возвратно-поступательное движение рабочего инструмента. В машинах с кривошипно-шатунным механизмом величина хода инструмента может быть установлена в пределах 4…8 мм. В связи с тем что в машине использована червячная передача, число ходов не превышает 600 в минуту. В машинах с кулачковым механизмом (рис. 2, б) число ходов достигает 12 000 в минуту. Это объясняется тем, что вращение рабочего вала непосредственно передается кулачковому валу и число ходов равно частоте вращения двигателя. Обработка брусками на этих машинах имеет много общего с процессами хонингования и суперфиниширования. Широкое распространение в инструментальных цехах получили электрические универсальные опиловочные и шлифовальные машины с гибким валом — так называемые бормашины. На конце гибкого вала установлен цанговый патрон, в котором молено закреплять самые разнообразные инструменты — бор-фрезы, напильники, надфили, абразивные и алмазные головки и др. Используются бормашины передвижного типа, называемые опиловочно-зачистными станками, а также электрифицированные установки 2УМД, ЗУМД и др. Передвижной опиловочно-зачкетной станок (рис. 3) состоит из стойки на колесах и вилки, на которой установлен электродвигатель. От вала электродвигателя с помощью клиноременной передачи вращение передается ведомому валу, к которому присоединен гибкий вал с цанговым патроном, в котором закрепляют инструмент. Настота вращения гибкого вала 1400…6000 об/мин. При необходимости вместо гибкого вала к электродвигателю может подключаться универсальная шлифовальная головка.
Рис. 3. Передвижной опиловочно-зачистной станок.
Электрифицированные установки 2УМД и ЗУМД позволяют обрабатывать открытые поверхности, сквозные и глухие окна различной конфигурации с прямыми и наклонными поверхностями. Установки комплектуются приводом, набором рабочих головок, приспособлениями и инструментом. Привод состоит из электродвигателя и гибкого вала. В набор головок входят: виброголовка для возвратно-поступательного движения инструмента (500…300 дв. ход/мин); прямой патрон для передачи вращательного движения инструменту; угловой патрон для передачи вращательного движения инструменту, расположенному под углом. Частота вращательного движения может бесступенчато регулироваться в пределах 500… 1300 об/мин. Установка укомплектована всеми необходимыми режущими инструментами — твердосплавными, абразивными и алмазными. Наличие виброголовки позволяет обрабатывать труднодоступные места деталей брусками различной зернистости. Детали из твердых сплавов (например, из ВК20) обрабатывают алмазными брусками. Угловой патрон расширяет возможности обработки труднодоступных мест. Реклама:Читать далее:Станки для опиливания м полированияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|