|
|
Категория:
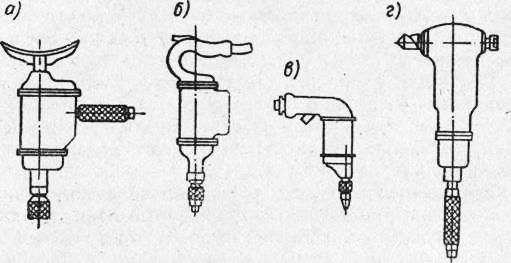
Слесарные работы - общее Назначение механизированных инструментов и область применения. Слесарно-сборочные инструменты называются механизированными, если у них главное рабочее движение (движение рабочего органа) осуществляется с помощью соответствующего двигателя, а вспомогательное движение и управление инструментом выполняются вручную. Механизированный ручной инструмент находит чрезвычайно широкое применение во всех областях промышленности. Несложное устройство, простота обращения, небольшие габариты и вес делают ручной механизированный инструмент особенно удобным для выполнения таких работ, при которых рабочий часто переходит с одного места на другое, когда необходимо произвести обработку какой-либо громоздкой тяжелой детали на месте ее установки, а также выполнить различные работы в готовых конструкциях, например при сборке всевозможных сооружений; при постройке мостов ручной механизированный инструмент часто оказывается незаменимым. Основным достоинством механизированного инструмента является значительное увеличение производительности и облегчение условий труда при его применении по сравнению с обычным немеханизированным инструментом. В зависимости от типа механизированного инструмента производительность труда возрастает в среднем в 5 раз, а в отдельных случаях в 15 раз и более. Кроме того, значительно уменьшается утомляемость работающего. Стоимость работ при использовании механизированного инструмента значительно снижается. Классификация механизированных инструментов. Механизированные инструменты можно подразделить по видам работ, для которых они предназначены, на инструмент для основных (слесарно-сборочных) и для вспомогательных (пригоночных) работ. В зависимости от типа двигателя различают инструмент электрифицированный, питаемый электрическим током, и пневматический, действующий от сжатого воздуха. Каждый из этих видов инструмента в свою очередь можно отнести к одной из групп в зависимости от того, на какой конкретной работе механизированный инструмент может быть использован (на сборке резьбовых соединений, при опиловке и зачистке, для сверления отверстий, нарезания резьбы, шабрения и пр.). Можно классифицировать механизированный инструмент также по характеру движения рабочего органа — шпинделя: на инструмент с вращательным и с возвратно-поступательным движением рабочего органа. Наконец, в зависимости от конструкции корпуса различают ручной механизированный инструмент с нагрудником, угловой, с рукояткой, пистолет: ш и др. (рис. 1). Можно назвать следующие основные типы механизированного инструмента электрического действия: электрогайковерты, электрошпильковерты, электросверлильные машины, шлифовальные и полировальные машины, электронапильники, резьбонарезатели, электроножницы и др.; пневматического действия: гайковерты, механические отвертки, рубильные и клепальные молотки, сверлильные и шлифовальные машины и др. Основные требования, предъявляемые к механизированным ручным инструментам. Для полного использования преимуществ, которые можно получить, пользуясь механизированным инструментом, он должен удовлетворять следующим требованиям:
Рис. 1. Конструктивные формы механизированного инструмента:
а — с нагрудником; б — с рукояткой; в — пистолетного типа; г — угловой
3. Обладать надежностью в работе. Надежность характеризуется конструкцией инструмента, допустимостью кратковременных перегрузок, прочностью и износостойкостью его деталей и узлов, особенно зубчатых передач, обмоТок, включающих устройств. При работе надежным инструментом снижаются простои из-за неисправности и связанной с этим неизбежной замены инструмента, процесс работы не приостанавливается, что очень важно при выполнении слесарно-сборочных работ на конвейере. Наконец, надежный инструмент является более экономичным, так как он требует меньшей затраты средств на ремонт. 4. Обеспечивать безопасность работы. В условиях социалистического производства это требование особенно важно. Если пользование механизированным инструментом не является безопасным для работающих, то какими бы высокими качествами инструмент ни обладал, он не будет допущен к применению. Основные требования, предъявляемые к инструменту, это гарантия от поражения работающего электрическим током или сжатым воздухом, невозможность самопроизвольного включения и выключения. 5. Стоимость инструмента и его эксплуатация должны быть сравнительно небольшими, т. е. инструмент должен быть экономичным. Экономичность инструмента характеризуется небольшой первоначальной стоимостью, малым расходом электроэнергии или сжатого воздуха, отсутствием потерь тока и воздуха, малыми затратами на ремонт. Производя сравнение между электрифицированным и пневматическим инструментами с вращательным рабочим движением, можно отметить, что первым трем требованиям они удовлетворяют примерно в равной степени. В отношении безопасности работы электрифицированный инструмент, предназначенный для включения в сеть низкого напряжения (36 В), также может быть приравнен к пневматическому инструменту, за исключением тех случаев, когда работы производятся во взрывоопасных местах. Электрифицированный инструмент обычного исполнения для работы во взрывоопасных местах непригоден. Преимущества и недостатки электрифицированных и пневматических инструментов. Пневматический инструмент питается сжатым воздухом, поэтому применение этого инструмента на заводе требует сооружения специальной компрессорной станции для сжатия воздуха. Таким образом, на строительство компрессорной станции и прокладку воздухопроводов в цехе потребуются значительные первоначальные затраты. Для применения электрифицированных инструментов никаких специальных сооружений не нужно, так как электроэнергия имеется на любом современном заводе. Таким образом, с точки зрения первоначальных затрат выгоднее внедрять не пневматический, а электрифицированный инструмент. Однако следует иметь з виду, что эти первоначальные затраты не всегда оказываются большими. Если, например, сжатый воздух уже применяется на заводе для других технологических целей, то использование его для пневматических инструментов в механосборочном цехе не вызовет больших затрат. При применении большого количества механизированных инструментов нужно учесть еще и расход энергии. Дело в том, что коэффициент полезного действия большинства пневматических инструментов равен 7—11%, тогда как у электрифицированных инструментов 40—60%. Следовательно, при применении пневматических инструментов расход энергии будет значительно выше. Также больше будут и эксплуатационные расходы, так как часть стоимости обслуживания компрессорной установки должна быть отнесена к расходам на инструмент. Что касается удобства использования, то здесь каких-либо существенных преимуществ у электрифицированного или пневматического инструмента нет. Вес их на единицу мощности почти одинаков, то же самое можно сказать и о габаритных размерах, а это главное для такой оценки. Следует отметить, что для производства, где существует большая опасность воспламенения горючих жидкостей, а тем более взрывоопасных, пневматический инструмент незаменим. Использование энергии сжатого воздуха очень удобно в многошпиндельных инструментах в связи с возможностью создания специальных малогабаритных ротационных двигателей, хорошо устанавливающихся по нескольку штук в одном корпусе инструмента. Подобная же компоновка из нескольких электродвигателей обычно получается более громоздкой и тяжелой. Электрифицированные инструменты. Электрифицированным инструментом называется такой механизированный инструмент, у которого приводным двигателем является электродвигатель. В литературе за электрифицированным инструментом закрепилось название электроинструмент. Помимо приведенной выше классификации механизированных инструментов электроинструмент может быть разбит на три группы по роду тока, используемого для его питания: Трехфазный инструмент в свою очередь разделяется на нормальный и высокочастотный. В качестве привода для инструментов постоянного тока применяют двигатели постоянного тока с параллельной и последовательной обмоткой возбуждения. ‘Для инструментов однофазного переменного тока применяют коллекторные двигатели с последовательной обмоткой возбуждения, которые часто рассчитываются и изготовляются таким образом, чтобы они могли работать также от сети постоянного тока. В последнем случае эти двигатели называют универсальными коллекторными двигателями. Для трехфазного инструмента в качестве приводного двигателя применяют асинхронный трехфазный коротко-замкнутый электродвигатель нормальной (50 Гц) или повышенной (200 Гц) частоты. Наряду с упомянутыми двигателями в некоторых конструкциях электромолотков и вибраторов в качестве приводного двигателя используют электромагниты. Механизированный инструмент для пригоночных работ. Основными пригоночными работами, выполняемыми при сборке промышленной продукции (автомашин, тракторов, станков и других машин), являются: опиловка и зачистка сопрягаемых поверхностей, сверление, развертывание и зенкование отверстий, нарезание внутренней резьбы, шабрение и др. Объем пригоночных работ в значительной мере зависит от масштабов производства. В индивидуальном и мелкосерийном производстве, например при сборке машин, может найти применение большинство из перечисленных работ; в крупносерийном же и массовом производстве не должно быть пригоночных работ, и если практически некоторые такие работы производятся, то это свидетельствует о несовершенстве технологического процесса. Таким образом, механизированный инструмент для пригоночных работ следует широко применять прежде всего в индивидуальном и мелкосерийном производстве, э также при изготовлении опытных экземпляров новых • ашин и механизмов, где за счет этого можно значительно снизить трудоемкость сборки. Ручные пригоночные работы в крупносерийном и массовом производстве следует устранять не внедрением механизированного инструмента, а улучшением технологического процесса и выполнением несвойственных сборке работ по пригонке деталей в механическом и других обрабатывающих цехах. Основные сведения о принципах действия пневматических двигателей. Выше было сказано, что пневматический механизированный инструмент приводится в действие сжатым воздухом, который вырабатывается компрессором. Из компрессора сжатый воздух подается в ресивер (резервуар для сжатого воздуха), а затем поступает по трубопроводу к приемному штуцеру инструмента. Расширяясь в двигателе инструмента, сжатый воздух перемещает поршень или вращает рабочие лопатки. Таким образом, скрытая энергия сжатого воздуха превращается в механическую.
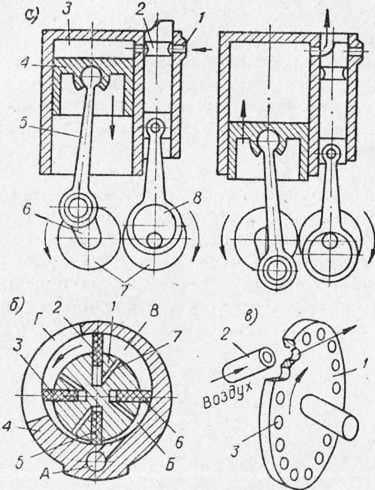
Рис. 2. Устройство пневматических двигателей:
а — поршневого; б — ротационного; в — турбинного
В механизированных инструментах пневматического действия применяются поршневые, ротационные и турбинные двигатели (рис. 10). Принцип работы поршневого двигателя заключается в следующем. При верхнем положении поршня сжатый воздух через отверстие (рис. 2, а) и выточку в золотнике поступает в цилиндр. Сжатый воздух давит на поршень и перемещает его вместе с шатуном, который в свою очередь заставляет вращаться коленчатый вал. Валик эксцентрика, приводящий в движение золотник, связан с коленчатым валом и зубчатыми колесами таким образом, что к концу рабочего хода поршня подача сжатого воздуха прекращается и внутренняя полость цилиндра сообщается с атмосферой. Давление в цилиндре падает, и так как коленчатый вал продолжает по инерции вращаться, то поршень, перемещаясь вверх, выталкивает остатки воздуха из цилиндра. В момент окончания холостого хода золотник вновь соединяет цилиндр с отверстием, и цикл работы двигателя повторяется. Поршневые двигатели обычно изготовляют многоци-линдровыми. Они устроены таким образом, что когда в одном цилиндре поршень движется вхолостую, в другом происходит рабочий ход. Благодаря этому достигается равномерность вращения коленчатого вала. В механизированных ручных инструментах пневматического действия наибольшее распространение получили не поршневые, а ротационные двигатели. Ротационный двигатель состоит из корпуса (рис. 2) и ротора с лопатками. Лопатки свободно перемещаются в пазах ротора и прижимаются к корпусу под действием центробежных сил и давления воздуха, поступающего через отверстия. Сжатый воздух поступает через отверстие А в полость Б. Ввиду того что площадь выступающей части у лопатки больше, чем у лопатки, давление на лопатку будет больше и ротор начнет вращаться по направлению стрелки. При вращении ротора лопатка займет положение лопатки. Вследствие расширения давление воздуха в полости В несколько упадёт, однако неуравновешенное давление будет действовать на лопатку до тех пор, пока полость В не со-едш чтся с выходным отверстием Г. Таким образом, в ротационном двигателе энергия сжатого воздуха непосредственно преобразуется в механическую энергию вращения. Коэффициент полезного действия у ротационного двигателя немного меньше, чем у поршневого. Эти двигатели просты, надежны в работе и имеют малый вес, что и обеспечило их широкое распространение. В тех случаях, когда требуется небольшая мощность привода и большое число оборотов, применяют пневматические турбинки. Ротор турбинки представляет собой диск с лопатками, расположенными на его наружной поверхности. Для упрощения конструкции лопатки иногда заменяют обычными отверстиями (рис. 10,в), просверленными в диске. Коэффициент полезного действия при этом уменьшается незначительно. Сжатый воздух поступает по соплу 2 и, ударяясь в стенки отверстий или лопаток, вращает диск по направлению стрелки. В связи с малой мощностью турбинные двигатели широкого распространения в механизированных инструментах не имеют. Классификация пневматических инструментов. Помимо общей классификации ручных механизированных инструментов, изложенной выше, пневматические ручные инструменты можно разбить на четыре основные группы: Пневматические ручные инструменты рассчитываются обычно для работы при давлении сжатого воздуха от 4 до 7 ати. В Советском Союзе для большинства пневматических ручных инструментов в .качестве нормального рабочего давления принято давление сжатого воздуха 5 ати, а для инструментов, применяемых в угольной промышленности (отбойные молотки, горные сверла и др.), — 4—6 ати. Все показатели, помещенные в паспорте инструмента, соответствуют указанному в нем рабочему давлению. Резиновые шланги и арматура к пневматическому инструменту. Сжатый воздух подводится от воздухопровода к пневматическому инструменту по резинотканевому рукаву, т. е. по гибкому шлангу, который позволяет переносить пневматический инструмент с места на место в пределах длины шланга. Рукава резинотканевые (шланги) для пневматических инструментов состоят из внутреннего резинового слоя, нескольких прокладок из прорезиненной ткани и наружного резинового слоя. Самыми ходовыми размерами для пневматических инструментов являются шланги с диаметром в свету 9, 12, 16, 18 и 25 мм. Присоединения резинового шланга к пневматическому инструменту и главному трубопроводу должны быть плотными для того, чтобы в соединениях не было потерь сжатого воздуха, и взаимозаменяемыми, чтобы можно было быстро присоединить любой пневматический инструмент. Детали, посредством которых осуществляется присоединение шланга к пневматическому инструменту и к главному трубопроводу, называют арматурой пневматического инструмента. Для надежного и быстрого присоединения шланга к футорке инструмента служат ниппели. Они выполняются двух типов: ниппель резьбовой с конусной резьбой и ниппель конусный. Шланг присоединяется к ниппелю со стороны заер-шенного конца, на который шланг натягивается и закрепляется при помощи специальных обхватов или мягкой проволоки. Футорки, к которым присоединяется шланг при помощи ниппеля, изготовляются в двух исполнениях: фу-торка с внутренней конусной резьбой и футорка с внутренним конусом. Соединение футорки с ниппелем осуществляется накидкой вручную или с помощью гаечного ключа. Для быстрого соединения между собой шлангов, а также для присоединения шлангов к трубопроводу или крану применяются моментальные соединения, которые выполняются как с заершенным, так и с резьбовым хвостовиком. Моментальное соединение состоит из двух половин. При соединении между собой шланги снабжаются одинаковыми половинами моментального соединения с заершенным хвостовиком. Для присоединения к трубопроводу или крану шланга на его конце крепится одна половина моментального соединения с заершенным хвостовиком, а на кране или трубопроводе — вторая половина с резьбовым хвостовиком. Для осуществления связи между двумя половинами моментального соединения нужно с нажимом соединить их торцы и повернуть друг относительно друга. Плотность моментального соединения обеспечивается резиновыми кольцами. Для постоянного соединения между собой двух шлангов применяется двусторонний ниппель. Устройство и действие различных видов механизированного инструмента рассматривается при описании слесарных операций, в технологии которых они применяются. Реклама:Читать далее:Контрольно-измерительные инструменты слесаряСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|