|
|
Категория:
Фрезерные работы Фрезеровать заготовки можно при установке на столе одной или нескольких (множественная обработка) заготовок. Кроме того, применяют позиционное фрезерование, непрерывное фрезерование, фрезерование набором фрез, одновременную обработку заготовок несколькими фрезами. Фрезерование одной заготовки применяется главным образом в единичном производстве или при обработке крупногабаритных заготовок. Фрезерование нескольких заготовок обеспечивает сокращение как машинного, так и вспомогательного времени. Различают две разновидности множественного фрезерования: последовательное и параллельное (рядами). При последовательном фрезеровании одной фрезой или набором фрез обрабатывают заготовки, установленные в один ряд. При параллельном методе заготовки, установленные в два или несколько рядов, обрабатывают одновременно одной фрезой или набором фрез. Позиционное фрезерование является одним из прогрессивных методов обработки. Существуют два вида позиционного фрезерования: фрезерование с применением специальных или универсальных поворотных столов и маятниковое фрезерование с подачей в обе стороны, не требующее применения поворотных приспособлений. На столе фрезерного станка устанавливают поворотный стол с двумя одинаковыми приспособлениями для закрепления заготовок. В то время как в приспособлении заготовку фрезеруют, в приспособлении устанавливают следующую заготовку. При этом способе большая часть вспомогательного времени на установку заготовки и снятие обработанной детали совмещается с машинным временем. Отличие метода фрезерования с применением маятниковой подачи от позиционного фрезерования заключается только в том, что переход от обработки одной заготовки (или нескольких) к следующей производится реверсированием подачи стола, а не поворотом поворотного устройства. Консольно-фрезерные станки серий «М» и «Р» могут быть настроены на работу по маятниковому циклу. Этот способ применяется в тех случаях, когда форма и размеры обрабатываемых заготовок допускают их установку непосредственно на столе станка или в машинных тисках, патронах и других универсальных приспособлениях. Непрерывное фрезерование осуществляется на станках непрерывного действия, а также на вертикально-фрезерных станках с помощью круглых столов, совершающих непрерывное вращение. В этом случае вспомогательное время полностью совмещается с машинным. Одновременная обработка несколькими фрезами (многоинструментальная обработка) осуществляется на специальных многошпиндельных фрезерных станках с помощью многошпиндельных головок или набором фрез.
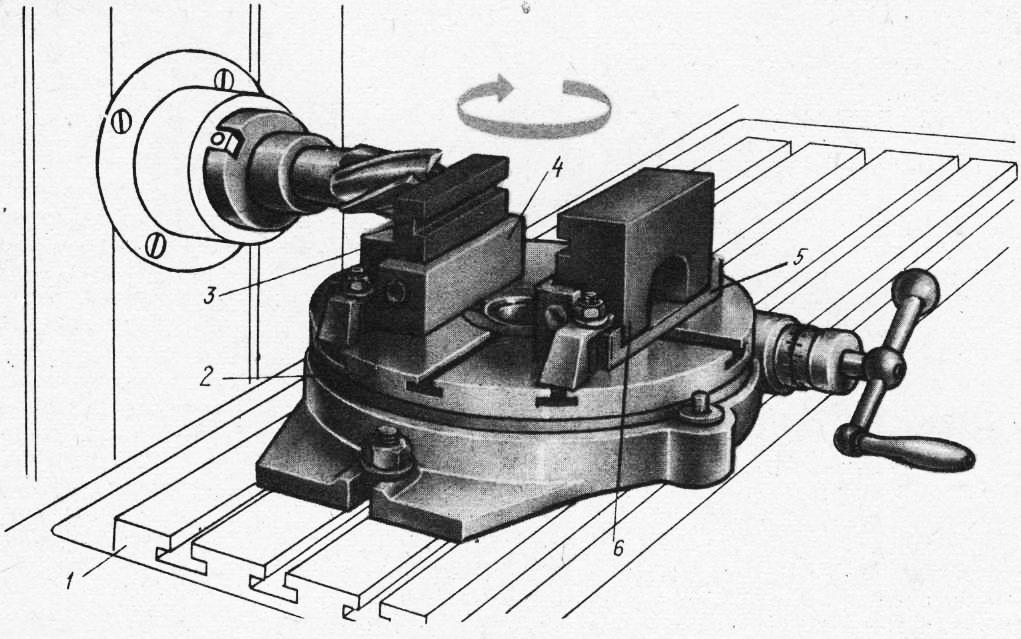
Рис. 1. Схема позиционного фрезерования
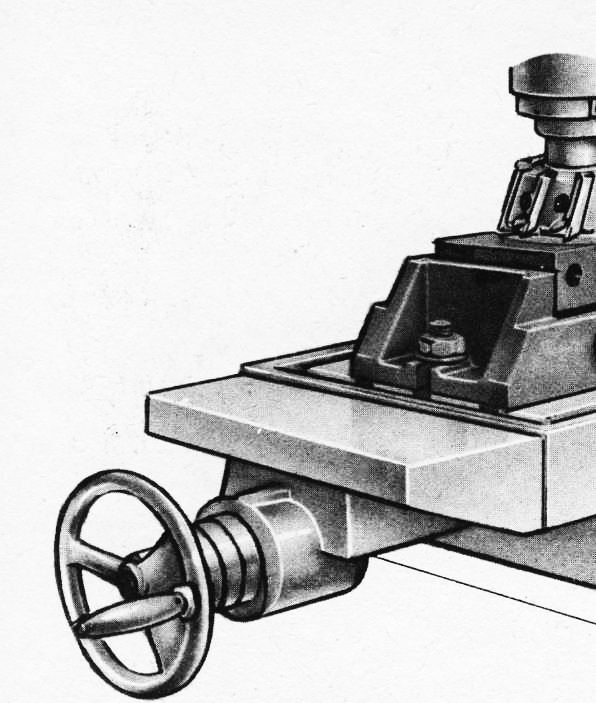
Рис. 2. Схема маятникового фрезерования
Рис. 3. Группа деталей (рычагов) для фрезерования
Особое место в условиях единичного и мелкосерийного производства занимает метод групповой обработки деталей. Сущность группового метода, разработанного проф. С. П. Митрофановым, заключается в следующем. В отличие от схем классификации деталей, применяемых при типизации технологических процессов, при групповом методе в основу положен принцип классификации деталей по видам обработки, т. е. создаются классы деталей, обрабатываемых на автоматах, револьверных, токарных, фрезерных, сверлильных и других станках. Для деталей, входящих в одну классификационную группу, разрабатывается общий технологический процесс, который позволяет обрабатывать любую деталь группы без значительного отклонения от общей технологической схемы. При групповом методе применяется общая технологическая оснастка, в том числе приспособления, в которых могут быть установлены детали нескольких наименований. Чаше всего эти приспособления снабжают сменными установочными элементами. На рис. 3, а показана группа деталей (рычагов), фрезерование которых производится в одном групповом приспособлении, а на рис. 3, б — группа сложных рычагов, для фрезерования которых используют также одно, легко переналаживаемое приспособление. Реклама:Читать далее:Универсальные и специальные приспособления для фрезерованияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|