|
|
Категория:
Картонажное производство Намазка осуществляется механическими мазальными аппаратами, снабженными бесконечной резиновой лентой, которая непрерывно покрывается слоем клея и служит как бы постоянно действующей мазальней доской. При массовой однотипной постоянной работе для мазки клеем различных деталей применяют механические клеемазальные аппараты, при этом намазанные детали подаются к рабочим местам сборщиц ленточным конвейером. Клеемазальные аппараты могут служить для гуммирования больших листов бумаги или бесконечного бумажного полотна, мазки различных полос и других деталей, мазки этикеток и бандеролей, нанесения клея полосами, бороздками, отдельными пятнами и т. д. Конструкция клеемазальных аппаратов зависит от их назначения. Рассмотрим основные виды клеемазальных аппаратов. 1. Гуммировальные аппараты. Они служат для нанесения клеевой пленки на листы бумаги или на бесконечное бумажное полотно. В том и другом случае гуммировальные аппараты непосредственно связаны с конвейерной сушилкой, которая должна быть построена с расчетом просушки гуммированной бумаги за один прогон. Для этой цели применяются главным образом гуммировальные аппараты двухвальной системы (рис. 21, фиг б) для покрытия бумаги клеем с верхней стороны. Согласно техническим условиям для гуммирования бумаги: а) слой клеевой пленки должен иметь строго определенную равномерную толщину; б) качество клеящего вещества должно обеспечить прочную приклейку бумаги; в) не допускается грубая деформация гуммированной бумаги, что обеспечивается определенной степенью влажности просушенной клеевой пленки; г) клеевая пленка должна быть эластичной.
Рис. 1. Чан для заготовки клея с механической мешалкой.
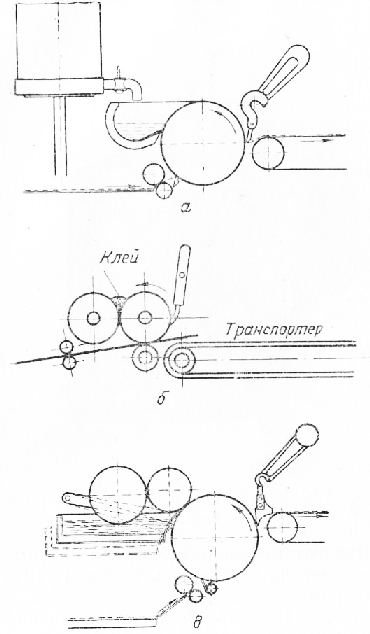
Лучшие результаты достигаются при гуммировании бумаги в рулонах, так как в этом случае она проходит через дугообразную сушильную камеру в натянутом положении. Для использования гуммированной бумаги в картонажном производстве ее предварительно увлажняют водой или подвергают горячей утюжке штампами соответствующей формы, нагретыми до 120—130°. Для гуммирования применяется декстриновый клей или же декстрин с костным клеем. В том и другом случае добавляется 1—2% глицерина, что придает клеевой пленке больше эластичности. 2. Клеемазальные аппараты. Их применяют для сплошного нанесения клея на различные бумажные детали (полосы, бандероли, этикетки и др.)-Такие аппараты обычно связывают настольным ленточным транспортером для подачи намазанных деталей к рабочим местам. Клеемазальные аппараты могут быть трех систем: а) одновальные с боковой ванной, служащей одновременно раклей для регулировки толщины клеевой пленки; б) двухвальные, оба вала которых расположены горизонтально на одном уровне и канавка между двумя валами с боковыми заслонками служит в качестве клеевой ванны; зазор между двумя валами регулирует толщину клеевой пленки; передний вал наносит на детали клей; в) трехвальные аппараты, в которых первые два вала являются питающими, а передний вал — клеемазальным.
Рис. 2. Схемы клеемазальных аппаратов.
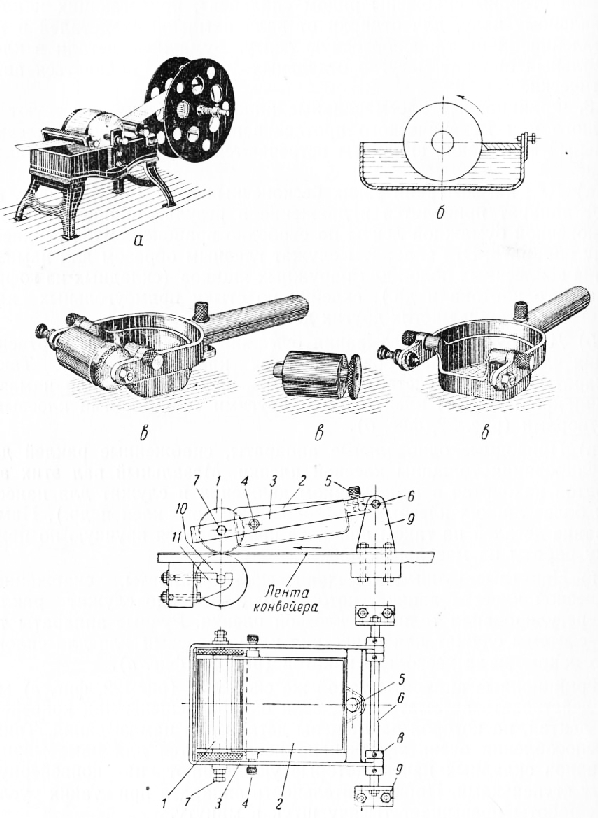
Во всех трех аппаратах передние клеемазальные валы с выходной стороны снабжены рядом «пальцев», прилегающих к клее-мазальному валу, для отдирки от вала намазанных деталей и направления их на транспортерную ленту. Бумажные детали в клее-мазальный аппарат могут в отдельных случаях подаваться автоматически. 3. Фрикционные клеемазальные аппараты. Они действуют от ручного или механического протаскивания бумаги через клеема-зальный вал. Такие аппараты встречаются следующих разновидностей: Фрикционные аппараты такой же системы могут действовать автоматически, если они подвешены над конвейерной лентой, на которой размещены детали для намазывания. Такие приспособления очень эффективно используются для намазывания клапанов складных пачек, которые укладывают на конвейерную ленту ступеньками. Производительность аппарата При таких условиях работы превышает тысячу штук в минуту. 4. Специальные клеемазальные аппараты. К этой группе относятся все клеемазальные аппараты и приспособления, предназначенные для узких специальных целей. Всю массу таких аппаратов можно расчленить на две группы:
Рис. 3. Фрикционные клеемазальные аппараты. .
1 — клеемазальный аппарат, 2 — ванна, 3 — рама, 4 — пальцы, 5 — регулировочный винт, 6 — ось, 7 — центр, 8 — стопорные кольца, 9 — стойки, 10 — нижний ролик, 11 — подвеска Быстрое вращение питающих и наносящих клей валов в клеевых ваннах в очень многих случаях вызывает пенообразование. Для устранения этого отрицательного явления клеевой раствор ‘ должен иметь соответствующую температуру. Кроме того, нужно применять пеносгонные средства, о которых изложено выше. При изготовлении небольшого количества деталей может быть применено ручное намазывание клеем. Подробно перечислить все возможные варианты ручного намазывания клеем очень трудно, так как в каждом отдельном случае требования в смысле порядка нанесения клея различны и не поддаются обобщению. Некоторое различие можно отметить в способах нанесения клея на картонные (жесткие) детали, на бумагу и различные бумажные детали. Существует много различных способов намазки клея на картонные детали: оплошное или частичное покрытие клеем листов картона или отдельных картонных деталей, или же в процессе сборки коробок намазывают клеем отдельные места. Клей намазывают при помощи волосяных жестких и мягких мочальных кистей—в зависимости от условий намазки и вида клея. Для этой же цели применяют большие щетки (для намазки больших листов) и более мелкие щетки с ручками для непосредственной намазки разных деталей или покрытия клеем мазальной доски. Когда требуется на листы; бумаги или бумажные детали нанести клей, по возможности, тонким и равномерным слоем, применяют различные щетки или. кисти, а также способ съема клея, предварительно нанесенного на мазальную доску. Последним способом достигается равномерное и тонкое нанесение клея на бумагу. В качестве мазальной доски, которая должна быть ровной, применяют металлические пластины, доски, покрытые оцинкованным железом или линолеумом, мраморные, стеклянные и пластмассовые плиты, но лучше всего для этой цели использовать резиновые или обрезиненные пластины. Размер мазальной доски 70X45 см самый приемлемый. Намазка осуществляется следующим образом. Мазальщица наносит щеткой клей на доску, затем поочередно, то правой, то левой рукой кладет на доску бумажные детали, придерживая один конец их пальцами, и снова отрывает их, в результате чего бумага покрывается тонким слоем клея. Этот метод применяется главным образом для мазки различных полос, этикеток и других мелких деталей. С доски следует периодически снимать скребком излишки застывающего клея. Производительность одной мазальщицы при этом способе составляет от 5 до 12 тыс. деталей в смену, в зависимости от их величины и других условий. Рабочее место мазальщицы должно быть оборудовано следующим образом: Реклама:Читать далее:Обработка заказа и составление технологической картыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|