|
|
Категория:
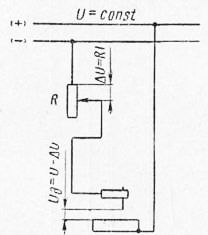
Сварка металлов Далее: Сварочные выпрямители Простейшая схема питания сварочной дуги постоянным током показана на рис. 1. Сварка производится от сети постоянного тока постоянного напряжения через реостат, включенный последовательно с дугой и называемый балластным, или регулировочным реостатом.
Рис. 1. Cхема питания дуги от сети постоянного напряжения
Рассмотренная схема при подходящих параметрах генератора обеспечивает вполне устойчивое горение дуги и безотказное ее заяшгание. К недостаткам системы нужно отнести низкий к. п. д.: Применение подобной системы с балластным сопротивлением в цепи и питанием ее от стандартных генераторов или стандартных сетей постоянного тока обычно нерационально. Стандартные напряжения слишком велики, наименьшее 115 в, поэтому к. п. д. мал, а опасность поражения током повышена. При действующих в Советском Союзе строгих правилах охраны труда и техники безопасности сварка по рассмотренной схеме без специальных защитных устройств может быть допущена лишь при напряжении сети не свыше 115 в, и то лишь в отдельных случаях. При более высоких напряжениях сети сварка может быть допущена при наличии специальных автоматических загцитных устройств, уменьшающих опасность поражения электрическим током, для случайных работ ремонтного характера, например на судах, мелких предприятиях, имеющих собственную электростанцию постоянного тока, и т. д. Могут быть применены балластные реостаты заводского изготовления или собираемые на месте; в этом случае простейшим устройством является жидкостный реостат. Рассмотренная система в несколько измененной форме обычно применяется для одновременного питания нескольких сварочных постов и называется многопостовой системой или системой постоянного напряжения. Главным недостатком сварки от стандартных генераторов постоянного тока являются низкий к. и. д. и повышенная опасность поражения электрическим током. Свести к минимуму опасность поражения электрическим током и получить более
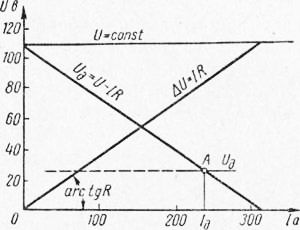
Рис. 2. Характеристика источника постоянного напряжения, питающего дугу через балластный реостат
Удовлетворительный к. п. д. можно используя нестандартное, пониженное, напряжение генератора. К питающей силовой сети трехфазного тока присоединяют специальный агрегат, состоящий из стандартного электродвигателя трехфазного тока и непосредственно с ним соединенного генератора постоянного тока с пониженным напряжением. Обычно применяется компаундный генератор с небольшой последовательной подмагничивающей обмоткой, компенсирующей падение напряжения при увеличении нагрузки и обеспечивающей постоянство напряжения на зажимах генератора. К генератору через балластные реостаты присоединяются отдельные сварочные посты.
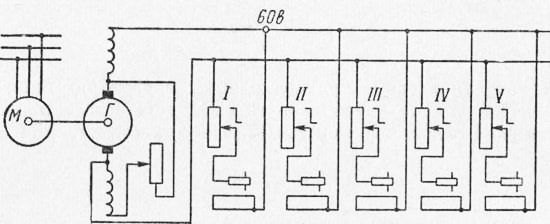
Рис. 3. Схема многопостовой сварочной установки
Рис. 4. Балластный реостат
Для многопостовых систем обычно принимают напряжение постоянного тока 60 в, которое обеспечивает безотказное зажигание дуги, достаточно устойчивое ее горение, почти полную безопасность от поражения электрическим током при работе в нормальных условиях и приемлемый к. п. д. Например, многопостовой сварочный преобразователь ПСМ-1000-1 в однокорпусном исполнении, состоящий из генератора СГ-1000 (номинальный сварочный ток 1000 а при ПР 65%, напряжение 60 в, номинальная мощность 60 кет) и трехфазного электродвигателя (номинальная мощность 75 кет, 1470 об/мин) предназначен для питания шести сварочных постов ручной дуговой сварки при токе каждого поста до 300 а через шесть балластных реостатов РБ-300. Этот же преобразователь может питать и девять сварочных постов при токе каждого до 200 а. Для возможности регулирования сварочного тока реостаты секционируют и концы секций выводят к переключающим рубильникам. Многопостовая система применима при достаточном количестве одновременно работающих и регулярно загруженных сварочных постов, расположенных на небольшой площади. В подобном случае многопостовая система имеет следующие преимущества: уменьшается стоимость оборудования и занимаемая им площадь, сокращаются расходы по обслуживанию и ремонту оборудования по сравнению с однопостовой системой. Многопостовой агрегат может быть установлен вне сварочного цеха, в отдельном помещении, где он находится в лучших условиях работы. Преимуществом многопостовой системы является также малая инерционность и быстродействие при изменении токов. Некоторым недостатком многопостовой системы является пониженный к. п. д. и несколько увеличенный расход электроэнергии. Но стоимость электроэнергии постепенно снижается, а стоимость труда, необходимого для обслуживания машин, возрастает, поэтому во многих случаях многопостовая система экономически себя оправдывает. Питание дуги через балластный реостат может быть применено и для питания одного поста, причем генератор может иметь и полого падающую характеристику; небольшой балластный реостат увеличивает крутизну характеристики. Во всех системах сварочных генераторов полезна индукционная катушка, включаемая в сварочную цепь последовательно с дугой и называемая стабилизатором. Он улучшает динамические свойства системы генератор — дуга, повышает устойчивость дуги и делает ее горение более спокойным, уменьшая разбрызгивание электродного металла. — Такие генераторы используются в сварочных преобразователях для многопостовой сварки. Многопостовой генератор для нормальной одновременной работы нескольких сварочных постов ручной сварки должен иметь жесткую внешнюю характеристику. Многопостовые генераторы работают по схеме смешанного возбуждения, т. е. имеют параллельную и последовательную обмотки возбуждения, действующие согласно. Параллельная обмотка является основной намагничивающей обмоткой возбуждения, последовательная — вспомогательной подмагничивающей обмоткой возбуждения. ИОВ—намагничивающая обмотка возбуждения (параллельная); На холостом ходу в генераторе действует только намагничивающий поток, который создает ЭДС и напряжение холостого хода на зажимах генератора. В режиме нагрузки напряжение генератора можно считать пропорциональным результирующему потоку, равному сумме потоков намагничивающей и подмагничивающей обмоток возбуждения. С ростом сварочного тока возрастает и поток последовательной обмотки, подмагничивающий генератор. В результате напряжение на зажимах генератора в диапазоне от холостого хода до номинальной нагрузки остается практически неизменным по величине (уменьшается незначительно). Таким образом, генератор имеет жесткую внешнюю вольт-амперную характеристику. Для плавного подрегулирования напряжения генератора служит регулировочный реостат R. Сварочные посты подключаются к генератору параллельно друг другу через дополнительные сопротивления, называемые, балластными реостатами. Балластный реостат выполняет следующие функции: Напряжение генератора, поступающее на каждый сварочный пост, распределяется между балластным реостатом — пропорционально их сопротивлениям — сопротивление балластного реостата. При увеличении сварочного тока падение напряжения на балластном реостате / • Re увеличивается, напряжение на дуге уменьшается. Изменением сопротивления балластного реостата регулируется сварочный ток. Централизованное питание нескольких сварочных постов от одного мощного источника питания имеет следующие преимущества: Недостатками многопостовой сварки являются: Но стоимость электроэнергии постепенно снижается, а стоимость труда по обслуживанию и созданию электрооборудования возрастает, поэтому во многих случаях многопостовая сварка экономически целесообразна. Реклама:Читать далее:Сварочные выпрямителиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|