|
|
Категория:
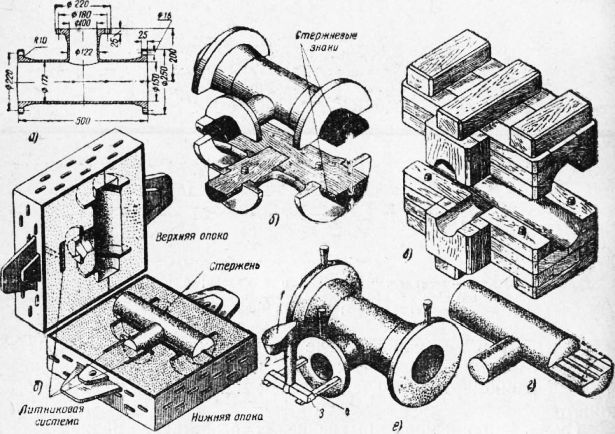
Технология металлов Далее: Ручная и машинная формовка Модель — это металлическая, деревянная или изготовленная из другого материала копия детали. Если деталь имеет внутреннее отверстие, которое при отливке получается за счет стержня , то модель имеет дополнительные выступы, называемые стержневыми знаками, которые служат для крепления стержня в форме. Стержневые знаки модели образуют в форме соответствующие углубления. Материал для изготовления моделей и стержневых ящиков определяется характером производства. В индивидуальном и мелкосерийном производствах модели и стержневые ящики изготовляют из дерева (сосна, ольха, липа, клен и др.). В крупносерийном и массовом производствах модели и стержневые ящики изготовляют из металла. Для этих целей применяют преимущественно алюминиевые сплавы. Модели и стержневые ящики изготовляют по чертежу детали; они бывают цельными и разъемными, состоят из двух и более частей. Модель делают разъемной, чтобы удобнее было по ней формовать. Разъемный стержневой ящик облегчает процесс изготовления и удаление из ящика готового стержня.
Рис. 1. Основные элементы литейной формы Сплав, залитый в форму, при затвердевании и последующем охлаждении в твердом состоянии уменьшается в объеме, т. е. дает усадку, поэтому для получения отливки заданных размеров модель должна быть изготовлена несколько больших размеров, чем будущая отливка. Линейная усадка сплавов неодинакова и составляет в среднем для серого чугуна 1,1%, стали —2%, цветных сплавов, —1,5%. При изготовлении модели усадка измеряется специальной линейкой, называемой усадочным метром, которая по длине больше обыкновенного метра на величину усадки. Усадочные метры делают для усадки в 1; 1,5 и 2%. В модели должен быть предусмотрен припуск на механическую обработку, т. е. толщину слоя металла, подлежащего снятию при механической обработке отливки на станках. Для более легкого удаления модели из формы вертикальным стенкам ее придают конусность—формовочный уклон. Уклон выражается в градусах или в процентах, зависит от высоты стенки, способа формовки и материала модели и составляет от 0,5 до 3°.
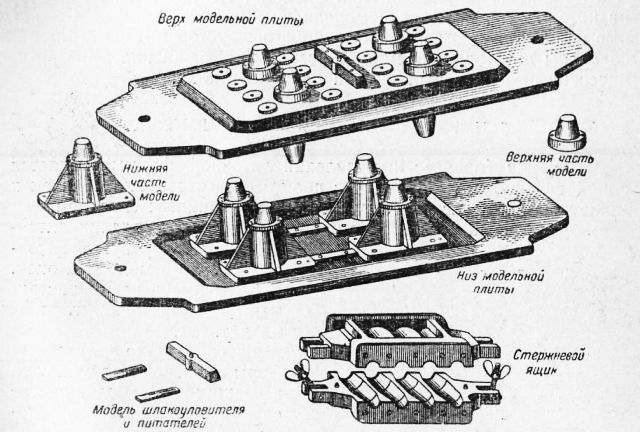
Рис. 2. Двусторонняя металлическая модельная плита и стержневой ящик В углах, образуемых плоскостями или поверхностями стенок модели, делают закругление, называемое галтелью. Заготовки, из которых изготовляют деревянные модели и стержневые ящики, для уменьшения коробления склеивают из нескольких кусков, предварительно высушенных (влажность древесины при изготовлении должна быть в пределах 10—12%). Затем склеенную заготовку подвергают обработке по чертежу на станках или вручную. После контроля модели и стержневые ящики подвергают окраске. Вначале покрывают краской, а затем модельным лаком, чтобы поверхности были гладкими. Модели для чугунного литья принято красить в красный цвет, для стального литья — в синий цвет, для литья цветных сплавов — в желтый. Стержневые знаки на моделях для всех сплавов окрашивают в черный цвет. Основное преимущество металлических моделей перед деревянными заключается в том, что они имеют большую точность и долговечность. Однако их изготовление гораздо дороже деревянных, поэтому они применяются только в массовом и крупносерийном производствах, где изготовление литейных форм ведется на формовочных машинах. Металлические модели, как правило, монтируются на плиту, на которой укрепляются и модели литниковой системы- Модельные плиты могут быть односторонние и двусторонние. На рис. 90 показаны двусторонняя металлическая модельная плита и металлический стержневой ящик для данной отливки. Реклама:Читать далее:Ручная и машинная формовкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|