|
|
Категория:
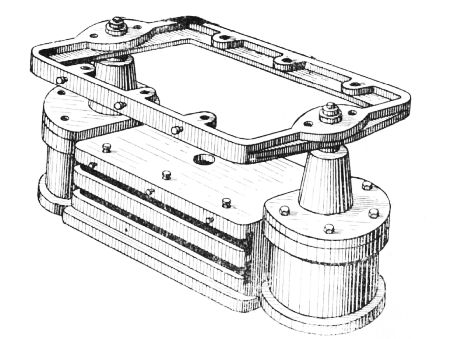
Модернизация металлорежущих станков Сверлильные приспособления успешно модернизируются в направлениях, которые были указаны при рассматривании токарных и фрезерных приспособлений. Универсально-сборные приспособления (УСП). Как и для других видов обработки, на сверлильных операциях мелкосерийного производства целесообразно применение кондукторов, собранных из нормализованных узлов и деталей. Система УСП — одна из наиболее экономически эффективных современных систем. Она была разработана в 1947 г. инженерами В. С. Кузнецовым и В. А. Пономаревым. Подобные системы имеются и за границей, например в Англии (универсально-сборные приспособления «Вартекс»), На рис. 185 изображен кондуктор, собранный из комплекта деталей УСП. Характерной особенностью этой системы является полная разборка использованного приспособления и применение составляющих его нормализованных деталей и узлов для сборки других приспособлений. Комплект деталей УСП может обеспечить компоновку кондукторов, допускающих сверление отверстий диаметром от 1 до 40 мм. При использовании нормализованных кондукторных планок точность координатного расположения обрабатываемых отверстий находится в пределах + 0,03 мм. Замена специального приспособления на УСП в 40—50 раз сокращает сроки создания специальной оснастки. Некоторые трудности возникают лишь при первоначальном создании комплекта УСП. Нормальный комплект УСП, включающий детали для создания приспособлений по всем основным видам механической обработки, состоит из 20 000 деталей.
Рис. 1. Кондуктор из деталей комплекта УСП.
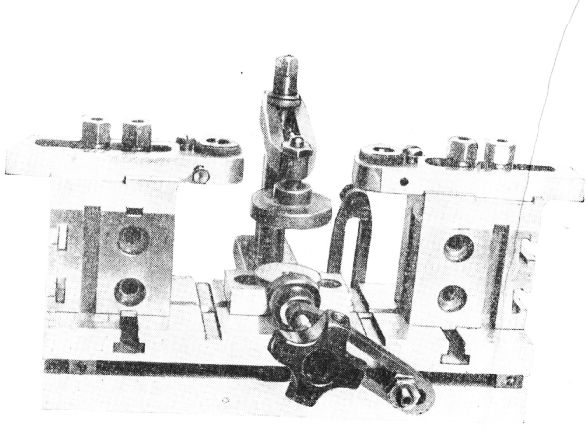
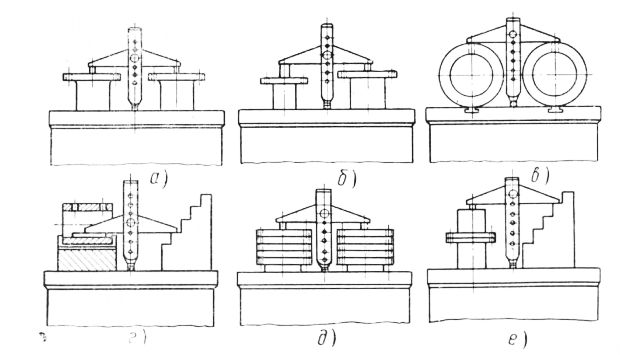
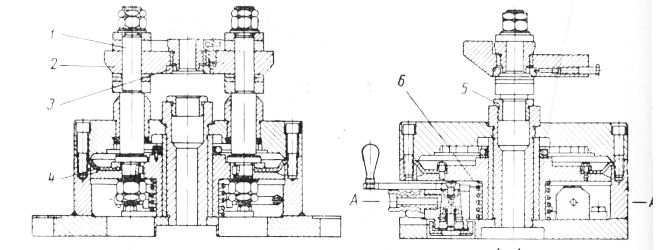
Рис. 2. Универсально переналаживаемый пневматический кондуктор. Детали УСП изготовляются из легированных и углеродистых сталей. По мере необходимости они подвергаются термической обработке и шлифованию. Срок окупаемости комплекта УСП 1—2 года. Универсально переналаживаемые сверлильные приспособления в современном машиностроении получили в последние годы значительное распространение. Эти приспособления обладают большей степенью механизации, чем УСП. Обладая преимуществами последних по обработке группы деталей, универсально переналаживаемые приспособления после замены части своих деталей (около 5—15% от общего числа) оснащаются быстродействующими узлами для закрепления деталей — пневматическими или гидравлическими патронами, эксцентриками и т. п. На рис. 2 показан универсально переналаживаемый портальный кондуктор с пневматическим зажимом. Он предназначен для выполнения сверления, развертывания и нарезания резьбы на сверлильных станках в деталях больших габаритов типа корпусов подшипников и др. Данный кондуктор с успехом может быть применен в серийном и мелкосерийном производстве. Настройка кондуктора и крепление обрабатываемых деталей производятся посредством специальных сменных наладок, устанавливаемых на корпусе и подвижной крышке. Для фиксации сменных наладок в корпусе и крышке кондуктора предусмотрены установочные базы. Время переналадки кондуктора не превышает 3 минут. При обработке длинных деталей к корпусу кондуктора укрепляется специальный поддерживающий кронштейн. На рис. 3 показаны различные детали, отверстия которых могут быть обработаны в рассматриваемом приспособлении.
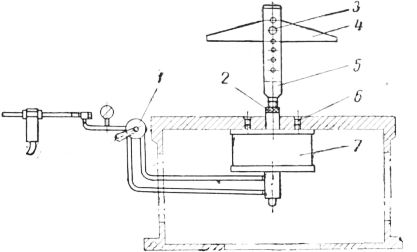
Рис. 3. Примеры обработки в универсально переналаживаемом кондукторе: Быстродействующие универсальные устройства делятся на две группы: универсальные приводы и универсальные приспособления. К первой группе относится сконструированное А. П. Рейнбахом и Л. М. Поляковым быстрозажимное пневматическое устройство. Оно монтируется на столе радиально-сверлильного станка. Снизу стола для монтажа цилиндра растачивается отверстие диаметром 400 мм. В центре стола сверлится отверстие диаметром 41 мм для свободного прохода штока пневматического цилиндра, прикрепленного винтами к столу. В резьбовое отверстие штока ввинчивается тяга, в которую вставляется поперечная траверса, фиксируемая пальцем. При подаче сжатого воздуха из сети через распределительный кран в верхнюю или нижнюю полости цилиндра поршень со штоком и тягой поднимается или опускается, соответственно открепляя или зажимая деталь. Обрабатываемые детали устанавливаются на стол станка или в универсальные призмы под поперечную траверсу устройства. Сверление осуществляется прямо по разметке или с применением накладных кондукторов.
Рис. 4. Универсальный пневмопривод к столу ради-ально-сверлильного станка. Внедрение быстродействующих универсальных приспособлений на заводе подъемно-транспортных сооружений им. С. М. Кирова снизило время на установку, закрепление и снятие деталей в 2,5—4 раза. Следует считать целесообразным выпуск радиально-сверлильных станков, оснащенных универсальными быстродействующими зажимными устройствами сразу же на станкостроительных заводах.
Рис. 5. Примеры использования универсального пневмопривода. Универсальные быстродействующие приспособления. Среди новых конструкций сверлильных приспособлений следует отметить создание и успешную эксплуатацию универсальных скальчатых кондукторов со встроенным пневматическим приводом.
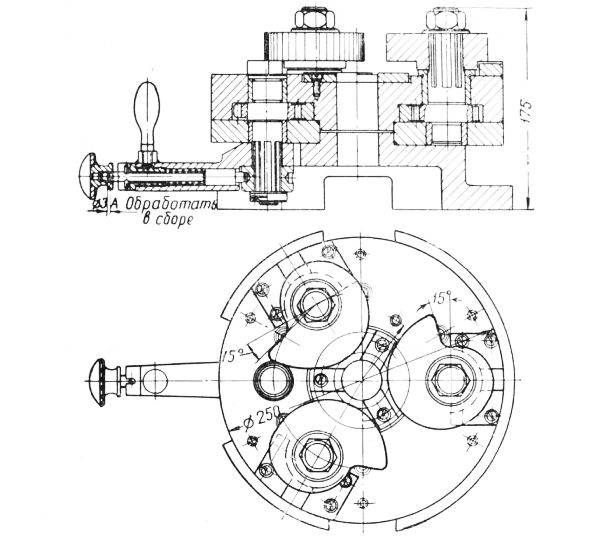
Рис. 6. Быстродействующий скальчатый кондуктор. В кондуктор, изображенный на рис. 6, деталь устанавливается на опорную втулку. Поворотом рукоятки распределительного крана в пневматический патрон подается сжатый воздух. Резиновая диафрагма идет вниз и увлекает за собой две скалки с кондукторной планкой. Последняя, опускаясь, центрирует деталь кольцом и прижимает ее к опорной втулке. После обработки отверстия воздух выключается. Пружина отжимает кверху скалки с кондукторной планкой, и деталь раскрепляется. В условиях мелкосерийного производства один универсальный кондуктор может заменить десятки специальных кондукторов, что позволит значительно сократить сроки и стоимость подготовки производства новых изделий. Пневматический кондуктор по сравнению с ручным сокращает время зажима детали в 3—5 раз. Внедрение универсального кондуктора в мелкосерийном производстве обеспечивает годовую экономию порядка 4000 рублей. Представителем другого вида универсальных быстродействующих сверлильных приспособлений является изображенный на рис. 7 трехкулачковый самоцентрирующий патрон, служащий для закрепления деталей типа втулок и пальцев. Зажим деталей осуществляется автоматически за счет сил резания тремя кулачками, рабочая поверхность которых выполнена по архимедовой спирали. Раскрепление детали производится при помощи рукоятки. Патрон рассчитан на обработку группы различных по диаметру деталей (в диапазоне от 47 до 84 мм). С применением быстродействующего самозажимного самоцентрирующего патрона производительность труда на данной операции возрастает на 18—20%.
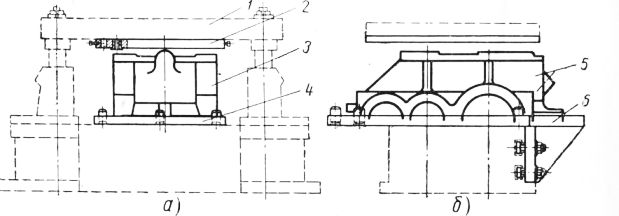
Рис. 7. Усовершенствованный сверлильный патрон для групповой обработки деталей. Специальные механизированные быстродействующие сверлильные приспособления. В крупносерийном и массовом производстве наиболее целесообразным является применение не универсальных, а специальных одноместных и многоместных быстродействующих приспособлений. На рис. 8 представлено одноместное механизированное приспособление для осуществления зенкерования полуотверстия в нижней головке шатуна быстроходного дизель-мотора. Закрепление или раскрепление детали осуществляется с помощью сжатого воздуха, воздействующего на штоки диафрагменных пневматических цилиндров. На верхних концах штоков смонтированы поворачивающиеся в байонетной втулке Г-образные прихваты. При движении штоков вниз прихваты прижимают деталь к опорной площадке приспособления, при движении вверх прихваты приподнимаются и отворачиваются в сторону. Наличие двух систем центрирующих пальцев позволяет обрабатывать на этом приспособлении без переналадки шатуны двух типов — с проушиной или без нее. Рассматриваемое приспособление является групповым.
Рис. 8. Применение механизированного расточного приспособления. Более высокую производительность труда обеспечивает применение не одноместных, а многоместных приспособлений, которые могут использоваться в сочетании с однойнструментной и много-инструментной наладкой. Логическим завершением модернизации каждого приспособления является превращение его в частично или полностью автоматизированное устройство. Реклама:Читать далее:Автоматизация подачи инструмента от общего приводаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|