|
|
Категория:
Модернизация металлорежущих станков На операциях, оснащенных модернизированным инструментом, нередко встречаются морально устаревшие приспособления. Это снижает эффективность всей системы СИП. Между тем способы установки и закрепления изделий в приспособлениях могут быть легко усовершенствованы. Так, вместо ручных винтовых хомутиков, дошедших к нам от эпохи средневековья, необходимо переходить к различного рода быстродействующим механизированным устройствам. На предварительных операциях можно использовать самоустанавливающиеся подпружиненные поводковые центры с зубчатой торцовой шайбой на сферической опоре. На более точных работах рекомендуется заменять ручные винтовые хомутики самозажимными патронами. При работе с такими патронами навернутая на шпиндель станка планшайба при своем вращении через диск увлекает пальцы и поворачивает вокруг осей зажимные кулачки. Деталь, установленная в центрах, автоматически закрепляется. С внедрением самозажимных патронов значительно улучшаются условия труда. Производительность при этом возрастает на 8—10%.
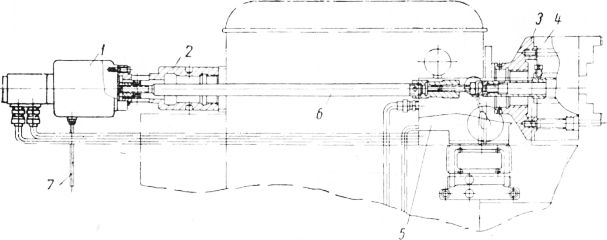
Рис. 1. Схема монтажа вращающегося гидравлического цилиндра: Широкое внедрение пневматических и гидравлических приводов, вмонтированных в станки, одно из главных направлений совершенствования зажимных приспособлений. Отличительной особенностью использования таких приводов является органическая связь усовершенствования приспособлений с модернизацией станков. На рис. 8 показана компоновка пневматического привода с патроном револьверного станка модели 1336 для обработки деталей из прутков диаметром до 24 мм. На.крышке передней бабки установлен пневматический цилиндр. Его поршень, перемещаясь под давлением сжатого воздуха, поворачивает насаженный на ось двуплечий рычаг и толкает фасонную втулку. Последняя воздействует на кулачки, которые подают влево пустотелую тягу с навинченной на другом ее конце сменной цангой. При движении тяги влево цанга сжимается и быстро закрепляет пруток.
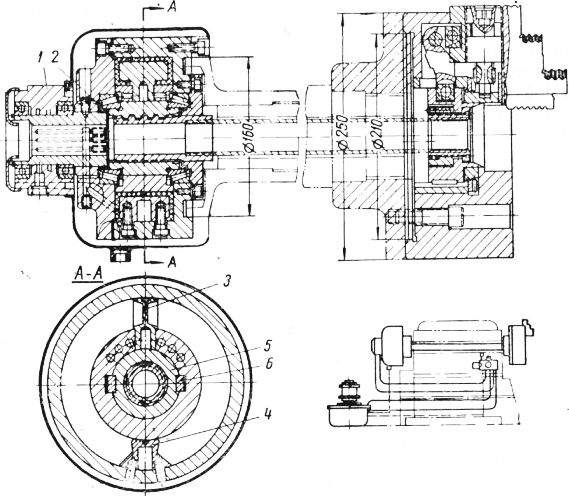
Рис. 2. Гидромеханическое зажимное устройство. При работе на скоростных режимах резания целесообразно применять модернизированные пневматические приводы с невращающимся цилиндром. Пневмоцилиндр с помощью фланца неподвижно укреплен на заднем торце передней бабки токарного станка. Вращение шпинделя поршню не передается, так как внутри последнего установлены роликоподшипники. Под действием сжатого воздуха поршень перемещается вправо или влево и через тягу передает движение зажимным элементам, приспособления. Ход поршня — 30 мм, зажимное усилие на тяге — 950 кг. Пневматические приводы с невращающимся цилиндром предназначены для работы на мелких и средних станках. При работе на крупногабаритных станках, когда для закрепления обрабатываемых деталей требуются большие усилия, рекомендуется заменять пневматические приводы гидравлическими. Схема монтажа приспособления с гидравлическим приводом на токарном станке изображена на рис. 1. Основным механизмом гидравлического привода является вращающийся цилиндр. Он отличается от пневматического компактностью и большим зажимным усилием. Большой надежностью также отличается изображенное на рис. 2 гидромеханическое устройство для закрепления деталей с помощью универсальных патронов. В отличие от других конструкций в силовом цилиндре вместо поршня применена лопасть, поворачивающаяся под действием нагнетаемого масла от одной стенки перегородки до другой. При помощи шпонок лопасть неподвижно соединена с гайкой, которая при своем вращении заставляет линейно перемещаться винт, на внутреннюю резьбу которого ввернута тяга, воздействующая на кулачки зажимного патрона. Наличие самотормозящей резьбы винта позволяет, после осуществления зажима, отключать гидравлический привод. Гидромеханическое приспособление органически дополняет станок, усовершенствует его и повышает технологические возможности- всей системы СИП. Рассмотренные выше примеры модернизации инструментов и приспособлений показывают, что их внедрение в производство неизбежно приводит к необходимости совершенствования наиболее сложного элемента системы СИП—станка.
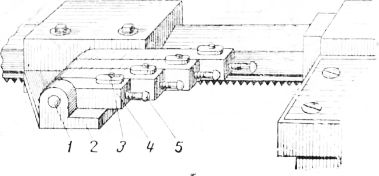
Рис. 3. Четырехпозиционный откидной жесткий упор. Реклама:Читать далее:Технологическая модернизация станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|