|
|
Категория:
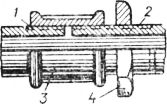
Ремонт оборудования предприятий молочной промышленности Трубопроводы общего назначения предназначены для транспортировки сжатого воздуха, водяного пара, воды, аммиака, рассола. За исключением канализационных и водопроводных, большинство трубопроводов общего назначения изготовляют из углеродистой стали. В зависимости от свойств и параметров (агрессивность, температура, давление) транспортируемой среды применяют различные виды трубопроводов. Для аммиака, фреона, пара высокого давления используют наиболее прочные бесшовные трубы (горячекатаные, холоднокатаные и холоднотянутые), изготовленные из сплошных заготовок стали марок 10 и 20. Горячекатаные трубы выпускают длиной 4—12,5 м с наружным диаметром 25—530 мм и толщиной стенки 2,5—25 мм. Холоднокатаные и холоднотянутые — длиной 1,5—9 м с наружным диаметром 4—200 мм и толщиной стенки 0,1 — 12 мм. Воду, конденсат, рассол, пар низкого давления и сжатый воздух перемещают по электросварным трубам, изготовленным из полосовой стали марок Ст. 3, Ст. 4, 10 и 20 методом сопротивления. Для воды, пара, конденсата и рассола применяют также водогазопроводные (газовые) трубы, изготовленные из полосовой стали марок Ст. 3 или Ст. 4 методом печной сварки. Выпускают их длиной 4—7 м без резьбы или с нарезанной на концах трубной дюймовой резьбой и одной муфтой на каждую трубу. Наружный диаметр труб 13,5—114 мм, толщина стенки 2,25—4 мм. Условный диаметр газовых труб измеряется в миллиметрах и дюймах (Г’=25,4 мм). Водогазопроводные трубы могут быть неоцинкованные (черные) и оцинкованные с облегченными, обыкновенными и усиленными стенками. Оцинкованные трубы рекомендуются для питьевой воды. Соединение. стальных трубопроводов общего назначения может быть разъемным (разборным)—резьбовым (с помощью фитингов) и фланцевым — и неразъемным — сварным. Фланцевые соединения должны отвечать следующим требованиям: оси соединяемых труб строго совпадать; фланцы располагаться перпендикулярно осям труб, поверхность фланцев — хорошо обработана; уплотнитель-ные прокладки соответствовать требованиям; болты следует затягивать равномерно, обеспечивая прочность и плотность соединения. Фланцевые соединения рассчитаны на большой диапазон условных давлений (2,5— 10 МПа) и транспортируемых сред. Резьбовые соединения применяют преимущественно при монтаже водогазопроводных трубопроводов. На одном конце соединяемой трубы нарезают короткую резьбу, а на другом — длинную (сгон). Соединение производят с помощью муфты и контргайки. Пользуются конической или цилиндрической резьбой со сбегом (неполной нарезкой) последних двух ниток у торца трубы. Коническую резьбу уплотняют олифой, а цилиндрическую со сбегом — льняной прядью (паклей), смазанной свинцовым суриком (разведенным на олифе в соотношении 2:1).
Рис. 1. Соединения трубопроводов общего назначения с помощью муфт и сгонов:
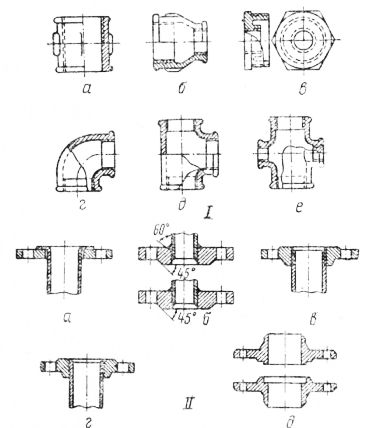
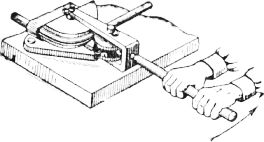
Рис. 2. Элементы соединений трубопроводов общего назначения: Бесшовные трубы соединяют на фланцах накидными гайками или сваривают; электросварные трубы — на фланцах или сваривают. При выборе трубопроводов необходимо учитывать, что наиболее дорогие — это бесшовные, затем электросварные, самые дешевые — водогазопроводные трубы. Для уплотнения фланцевых соединений применяют прокладки из паронита (для горячей воды, пара, конденсата, аммиака), .резины мягкой, средней жесткости и жесткой (для воды, рассола), резины пищевой (для молочных продуктов), фибры (для смазочных материалов). Сальники запорной арматуры уплотняют набивочными материалами хлопчатобумажными, пеньковыми, асбестовыми шнурами, резиной и др. Фланцы и крепежные детали обычно изготовляются на месте монтажа силами заказчика или подрядчика. Крепежные .детали (болты, шпильки, гайки) для фланцевых соединений трубопроводов, работающих при давлении до 1,6 МПа изготовляют: болты из стали Ст. 3, Ст. 4, Ст. 5; гайки из фосфористой стали. Высота головки болта и высота гайки должны быть равны 0,8 диаметра болта. При давлении в трубопроводе до 2,5 МПа применяют болты получистые из стали марок 25 или 35, гайки — из стали 20 или 30. Высота головки болта и высота гайки должны быть равными диаметру болта. Монтаж трубопроводов общего назначения начинают с разметки мест размещения опор в соответствии со схемой. Для этого используют гидростатические уровни, отвесы, рулетки, струны. Затем на строительные конструкции наносят оси трубопроводов и приступают к креплению опор, на которые укладывают, закрепляют трубопроводы и соединяют их элементы. При монтаже трубопроводов общего назначения большой удельный вес занимает централизованное изготовление узлов и деталей, номенклатура которых определяется проектом производства работ и приводится в спецификации на чертежах. На монтажных стыках оставляют припуски до 100 мм, которые подрезают по месту. Режут трубы на труборезных станках, механическими и ручными ножовками, труборезами и кислородными резаками. Концы свариваемых труб при толщине стенки более 5 мм обрабатывают со снятием фаски для получения V-образного шва. Перпендикулярность торца трубы к ее оси проверяют угольником (допуск ±1 мм). Затем концы труб (15—20 мм) с наружной и внутренней стороны зачищают до блеска напильниками или металлическими щетками. Трубы с условным диаметром до 50 мм и толщиной стенки не более 3,5 мм сваривают газовой сваркой. При толщине стенки 2 мм для труб любого диаметра применяют электродуговую (наиболее дешевую) сварку постоянным и переменным током. Тонкостенные трубы сваривают и полуавтоматической сваркой в среде углекислого газа. Чтобы оси трубопроводов совпадали, трубы фиксируют угольниками и струбцинами. Узлы трубопроводов изготовляют из гнутых и сварных отводов, сварных тройников и переходов на месте монтажа в механических мастерских. Гнут трубы на трубогибных станках с ручным, механическим или гидравлическим приводов. Радиус изгиба должен быть не менее 4 диаметров трубы. Применяют холодный и горячий способы гнутья.
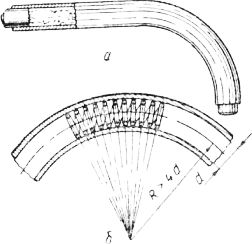
Рис. 3. Приспособление для ручного гнутья труб. При горячем способе в один конец трубы забивают сухую деревянную пробку, в трубу засыпают сухой просеянный и прокаленный речной песок. В другой конец трубы забивают вторую пробку. Трубу нагревают на кузнечном горне или на костре и изгибают под требуемым углом, для чего из проволоки изготовляют шаблон по форме оси готового отвода. Целесообразно из одной трубы выгнуть несколько отводов. После охлаждения трубы песок высыпают и собирают для повторного использования, а трубу разрезают на отдельные отводы. При холодном гнутье для предотвращения смятия в трубу можно вставить пружину. Медные трубы следует отжигать после гибки, так как в противном случае они будут хрупкими. Фланцы изготовляют из листовой стали. Для этого кислородным резаком вырезают заготовку, обтачивают ее на токарном станке, на сверлильном станке с помощью специального кондуктора без предварительной разметки сверлят отверстия для болтов. К фланцу приваривают патрубок, длина которого зависит от диаметра фланца. При изготовлении прокладок вначале производят разметку, учитывая, что при затяжке болтов фланцевого соединения прокладка частично деформируется. Внутренний диаметр прокладки должен быть несколько больше внутреннего диаметра трубопровода. Затем осуществляют высечку. Кроме высечки производят вырезку прокладок на сверлильном станке с помощью специального приспособления. Трубопроводную арматуру (муфтовые и фланцевые вентили, чугунные параллельные задвижки) в случае хранения свыше 18 месяцев (гарантийный срок) подвергают ревизии (разборка, чистка, смазка, сборка) и испытанию.
Рис. 4. Подготовка труб для гнутья: Реклама:Читать далее:Особенности монтажа канализационных трубопроводовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|