|
|
Категория:
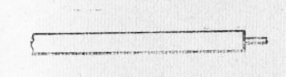
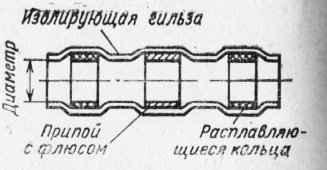
Производство радиоаппаратуры Присоединение проводов к оконечным выводам разъемов представляет собой серьезную проблему в радиоэлектронной промышленности, решение которой должно обеспечить получение недорогих и падежных соединений. В этом параграфе рассматриваются различные способы создания таких соединений. Гильзы с припоем, сжимающиеся в горячем состоянии В электронной аппаратуре требуется, чтобы клеммы проводов характеризовались малым падением напряжения, компактностью и малой массой. Улучшение этих.характеристик по сравнению с характеристиками обычных видов клемм стало возможным при разработке специальных гильз. Для соединения проводов друг с другом или провода с металлом разработаны гильзы с припоем. Это позволяет при изготовлении изолированной паяной клеммы применить всего одну операцию. При этом припой вместе с флюсом предварительно заформован внутри герметизирующей гильзы, которая дает усадку при нагреве. При контролируемом нагреве эта гильза сжимается, герметизирующие кольца на концах гильзы расплавляются, припой растекается и образует закрытое герметизированное соединение провода с клеммой. Этот метод имеет преимущество перед другими способами изготовления клемм. Например, при заземлении экрана обмотанными проводами трудно обеспечить правильное размещение проволочек экрана на кольце: в этих случаях не всегда можно избежать возникновения нежелательных напряжений. Другой метод присоединения экрана заключался в пайке гибкого проводника, по этот способ трудоемок и не дает надежного соединения, так как существует возможность излома нитей экрана или повреждения первичной изоляции. Метод сварки удовлетворителен при соединении двух проводников, по им нельзя пользоваться для заземления экрана. Пайка вручную позволяет изготовить качественное электрическое соединение, обладающее высокой прочностью, малым электрическим сопротивлением, долговечностью при высоких вибрациях и в условиях, вызывающих коррозию. Однако такие недостатки припайки вручную, как использование припоя и флюса и относительный сдвиг деталей в процессе самой пайки, существенно влияют на качество соединений. Изоляция гильз Нейлоновая изоляция обладает хорошими электрическими характеристиками, достаточно прочна, но очень чувствительна к влаге. Такая изоляция сохраняет упругость лишь при определенном содержании влаги в атмосфере. Полихлорвинил с допустимой рабочей температурой 105 °С растекается и расплавляется при кратковременном перегреве, а политетрафлюорэти-лен трудно закрепить на месте. Кроме того, этот материал дорогой и тяжелый. )В качестве изоляции гильз с припоем наиболее целесообразно использовать термостабилизированные облученные полиолефины и поливинилфториды. В других случаях можно использовать и другие материалы с такой же обработкой. Изолированные многожильные или одножильные проводники Изоляция многожильных и одножильных проводников, применяемых для заземления или для соединений внахлестку, должна быть срезана, как показано на рис. 1. Многожильные проводники необходимо немного в качестве заземления, чтобы (рис. 2).
Рис. 1. Изолированный одножильный провод
Рис. 2. Многожильные провода
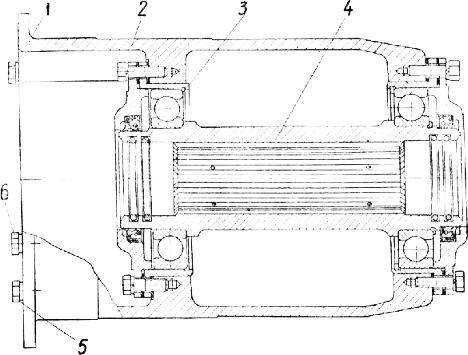
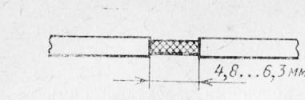
Экранированные кабели расправлять при использовании увеличить смачивание припоем Если заземлить кабель где-нибудь в середине, то представленный па рис. 3 метод обрезки позволяет обеспечить непрерывность экрана и его заземление в нужном месте. Когда необходимо выделить участок первичной изоляции, то экран обрезают, как показано на рис. 4. Если в качестве изоляции используется облученный полиолефин, ПТФЭ или ФЭП, то экран можно не отгибать, хотя отгибание экрана дополнительно защищает кабель от протекания припоя по оплетке Если используется изоляция другого типа, то экран необходимо отогнуть, как показано на рис. 5.
Рис. 3. Экранированные кабели
Рис. 4. Обрезка и выделение первичной изоляции кабеля
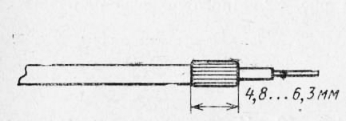
Гильзы с припоем Гильза состоит из отрезка изоляции, содержащего предварительно сформованный припой с флюсом в центре а также колец из термопластика на концах. Существуют гильзы с припоем двух типов. Один из них предназначен для проводов, имеющих изоляцию из винила, винил-нейлона, полиэтилена и т. е. «низкотемпературную» изоляцию. В проводах с «высокотемпературной» изоляцией, такой, как полиолефины, ПТФЭ ФЭП и т. д., используется припой другого типа. Пайка и насадка этих гильз проводится потоком нагретого воздуха. Для этого применяют обычные источники сжатого воздуха и обычный источник нагрева, работающий от сети. Приспособление снабжают соответствующим рефлектором, а давление воздуха регулируют так, чтобы обеспечить необходимую температуру. Если источника сжатого воздуха нет, то можно использовать вентилятор с подогревом.
Рис. 5. Отгибание экрана
Рис. 6. Гильза с припоем
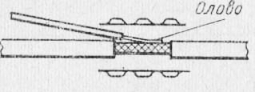
Выбор гильз с припоем (для отдельных выводов). Максимальные и минимальные размеры провода и размеры изоляции, которые могут использоваться в соответствующей гильзе с припоем, определяются по данным изготовителя гильз. Гильзы с припоем можно использовать для одновременного заземления экранов нескольких проводов; при этом нужно принимать следующие меры предосторожности: Максимальные размеры и конфигурации, которые можно получить при соединении проводов внахлестку, зависят от размера гильзы. При этом отказы могут возникать из-за отвода тепла от места соединения по проводникам и повреждения изоляции (в особенности из полихлорвинил? и полиэтилена) под действием тепла. Монтаж. Необходимо проверить, что устройство для нагрева обеспечивает необходимую температуру. Затем зачищенные проводники прикладываются друг к другу и на них надевают гильзу с припоем. Следует убедиться, что проводники лежат вдоль гильзы и что при соединении не будет прокола изоляции. Кроме того, надо быть уверенным в том, что открытые участки проводников находятся внутри герметизирующих колечек. Если необходимо, то временно можно зажать проводники или склеить их лентой, а другие проводники жгута закрыть алюминиевой фольгой. Затем соединяемые проводники устанавливают по центру отражателя по оси нагревателя как можно ближе к выходу горячего воздуха; при этом, однако, нельзя касаться нагретого металла, Нагрев производят до тех пор, пока колечко припоя не расплавится и не растечется до края гильзы. Если размер провода не очень мал, то кольца припоя полностью потеряют первоначальную форму. Затем источник нагрева удаляют, соединение охлаждают, освобождают от фиксирующего зажима или ленты и проверяют соединение, чтобы убедиться, что внешне изоляционная гильза не повреждена проводом, а обнаженные участки проводников находятся в гильзе. Если нагрев был недостаточным, то операцию необходимо повторять до тех пор, пока не произойдет полного смачивания проводов припоем. Если соединение выполнено неправильно, то внешнюю изоляцию необходимо срезать острым ножом, провести повторный нагрев соединения до его распайки и повторить процесс с другой гильзой. Если соединение было недостаточно нагрето, то первоначальная форма кольца припоя и ширина его хорошо различимы, хотя кольцо и начало расплавляться. Такое соединение можно снова нагреть и исправить его. При правильном нагреве колечки припоя теряют свою первоначальную форму и между проводниками образуется хороший слой припоя. При перегреве соединения припой быстро стекает вдоль проводников. Такое соединение неудовлетворительно и его необходимо переделать. При этом необходимо иметь в виду, что различные припои имеют различные углы смачивания с такими покрытиями проводников, как никель или серебро. При использовании разных типов гильз с припоем внешний вид соединений может различаться, может меняться цвет наружной изоляции соединения. Однако этим как правило, можно пренебречь. Соединения экранированных выводов Ниже описан метод соединения экранированных выводов в ограниченном пространстве. При этом используются стандартные гильзы с припоем, а также гильзы, в кольца припоя которых добавлено 3% серебра. Обрезка экранированных выводов показана на рис. 38, где обозначено также место наложения олова. Необходимо убедиться, что оплетка провода хорошо очищена.
Рис. 7. Обрезка экранированных выводов
Рис. 8. Соединение экранированных проводников
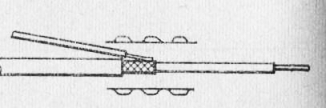
Провод для подсоединения гильзы с припоем подготавливают, как показано на рис. 8. Место присоединения подставляют под источник горячего воздуха с температурой 380±10 °С. Время нагрева (примерно 8 с) должно быть достаточным для полного расплавления припоя. Если припой правильно расплавлен, то кольца припоя не должны быть видны под гильзой. Нагревать дольше, чем необходимо, не следует, иначе припой может протечь вдоль проводов и ослабить прочность соединения. Монтаж проводов для заземления с гильзами и ПТФЭ показан на рис. 40. Источник горячего воздуха с температурой 380±10 °С устанавливают над гильзой с припоем и гильзу нагревают до полного расплавления припоя в течение примерно 8 с. Нагревать следует осторожно, чтобы не перегреть первоесоединение. Другой вид соединения проводов для заземления также показан на рис. 9, здесь тоже используется нагрев потоком воздуха до температуры 380±Ю°С в течение 8 с. После этого источник нагрева немедленно отключают. Небольшое изменение цвета изоляции не повлияет па ее физические свойства. Такой метод изготовления оконечных выводов применяют для схем, работающих на частотах не выше 10 МГц.
Рис. 9. Разные виды заземлений
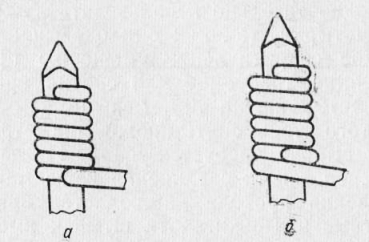
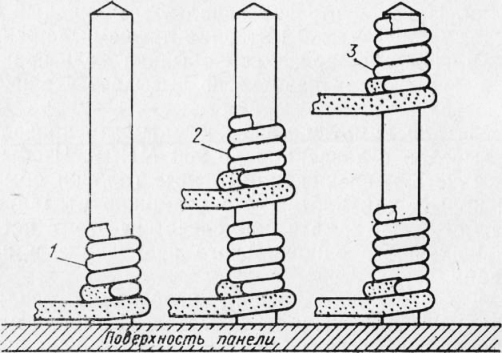
Обжимные соединения Одним из видов соединений, позволяющих достичь очень хорошей надежности, является непаяное соединение обжимного типа. Теоретически не существует причин того, чтобы каждое соединение такого типа не было эффективным на 100%, и этот показатель практически достижим. Однако в применении таких соединений существуют еще некоторые типичные ошибки. 1. Неправильный размер вывода. Втулка клеммы слишком мала или велика для данного провода. В первом случае некоторые жилы провода изгибаются и отводятся от трубки. Во втором — трубка не может плотно обжать провод. ‘2. Отсоединение клеммы из-за отсутствия захвата. Конфигурация язычка клеммы такова, что если удерживающий винт или гайка ослабнут, клемма отсоединится. Это характерно для плоского прямого язычка в форме вилки. Кольцевой язычок, круглый или квадратный, представляет собой полностью захватное соединение, поскольку удерживающий винт или гайку следует целиком отвинтить, прежде чем соединение будет отсоединено. Клеммы, имеющие боковую прорезь в виде крючка, считаются полузахватными, так как такой вывод можно сдвинуть в сторону или разорвать соединение. В этом случае возможно случайное рассоединение, но оно не очень вероятно. 3. Дефектное присоединение, образующееся в результате использования неправильного инструмента или метода монтажа. Примерами этого служит перерезанный при обжиме жесткой клеммы провод или случай, когда зажим попадает на изоляцию вместо обнаженного проводника. Если при обжиме приложено неправильное усилие, могут возникнуть скрытые дефекты. Слишком сильный обжим ослабляет проводник, тогда как слабый обжим ослабляет соединение клеммы к проводнику. 4. Излом в точке изгиба. Участки провода, прилегающие к клемме, например к шейке обжимной клеммы, могут претер-пать изгиб в этой точке при тряске или вибрации. Это наблюдается, когда изоляция провода не состыкована с шейкой клеммы или ширина и толщина клеммы слишком малы. В этих случаях может произойти отказ из-за усталости металла. 5. Неизолированные выводы. Неизолированные клеммы могут вызвать короткое замыкание с соседними структурами или проводами или могут быть пробиты от близлежащего источника высокого напряжения. Кроме того, клеммы, через которые подается в схему полезный сигнал, могут воспринимать паразитные сигналы, помехи от соседних соединений, если они не изолированы или неправильно размещены. 6. Неправильный выбор материала клеммы. Если такие критические факторы, как температурный диапазон, коррозионная атмосфера, излучения или влажность были учтены недостаточно, результатом этого может быть преждевременный механический или электрический отказ. 7. Плохая конструкция выводов. Близко расположенные оконечные клеммы не разделены прокладками, расстояние между выводами не принято во внимание при выборе конструкции язычков, поэтому выводы могут случайно замкнуться друг с другом. 8. Неправильная экранировка, т. е. экранированные проводники и коаксиальные кабели не заземлены или заземляющий провод неправильно установлен под шейкой клеммы. Контроль Клемма соединения в обжим является такой же критичной в смысле возможного отказа, как и любая другая часть схемы. Однако тщательные технические исследования, которые проводят при выборе, согласовании, установке и контроле других компонентов схемы, например резисторов и конденсаторов, почему-то обычно не проводят при выборе конструкции разъемов и соединителей. Отказ разъема по своему влиянию равнозначен отказу любого компонента, а происходит он значительно чаще и его труднее обнаружить. Как правило, проследить цепочку возможных причин отказов вплоть до оконечного соединения достаточно трудно. Легко установить полный отказ соединения. Если отказ соединения — перемещающийся, установить его причину иногда невозможно, поскольку комбинация окружающих и рабочих условий, вызывающих отказ «нормально приемлемого» соединения, наблюдается достаточно редко. Единственной мерой предупреждения отказов является тщательная проверка абсолютно каждого оконечного вывода изолированной поврежденной части схемы на механическую и электрическую прочность, но даже и в этом случае перемещающийся отказ может быть неуловим. Легко обнаружить ошибки, когда твердо известно, что искать. В основном, в этом случае необходимо проверить: Окружающие условия, особенно температурный диапазон, оказывают наибольшее влияние на выбор материала клемм. В большинстве случаев электронную аппаратуру используют при рабочих температурах до 200 °С. Поэтому можно применять выводы из луженой меди с металлическим ободочком для захвата изоляции вокруг присоединенного проводника (это обеспечивает снятие механических напряжений провода в точке зажима). При более высоких температурах (до 260 °С) лучше использовать никелированные клеммы и изоляцию из ПТФЭ. При еще более высоких температурах (до 530 °С) можно применять клеммы из чистого никеля и стеклянную или асбестовую изоляцию. При работе в атмосфере, вызывающей коррозию, выводы необходимо золотить независимо от рабочей температуры. Если разъем в аппаратуре будет подвергаться действию любого типа ядерного излучения, необходимо убедиться, что в процессе металлизации клемм разъемов не использовалась ртуть. Даже самых слабых следов ртути достаточно, чтобы вызвать избыточную радиационную коррозию в очень короткий промежуток времени. Важным фактором является также вибрация. Иногда независимо от толщины и ширины шейки вывода разъема он отказывает при вибрационной нагрузке. В таких случаях, когда рабочая вибрация является большой, необходимо перейти на совершенно другую конструкцию оконечного вывода или клеммы. Присоединение оконечных выводов Наиболее надежным способом присоединения оконечных выводов служит применение специально предназначенных для этого инструментов и .приемов, которые, в свою очередь, определяются типом используемых клемм. Когда инструмент уже выбран и изготовлена оснастка, следует убедиться, что форма обжима соответствует рамке инструмента. Когда обжимные соединения изготавливают вручную и используют большой набор форм, необходимо, чтобы каждый набор имел соответствующую маркировку, указывающую, для какого типа клемм он предназначен. Обычно для такой идентификации пользуются размером проводов или их цветом (в случае изолированных проводов). В процессе работы штампы изнашиваются и поэтому важно регулярно контролировать пуансон. В технических условиях, как правило, не оговаривается, как часто нужно проводить эту проверку, и поэтому промежуток времени между последующими проверками может существенно различаться. В зависимости от необходимой степени надежности, проводят контроль после каждых 8 ч работы инструмента. >В других случаях этот контроль проводится непериодически. Важным фактором при этом является контроль степени износа штампа и определение величины износа, которую можно допустить без существенного ущерба для производства соединения хорошего качества. Для обеспечения точности и надежности необходимо использовать инструмент типа пинцета, так, чтобы присоединение вывода было полностью закончено до того, как оператор освободит ручки инструмента или штампа. Таким образом, выводы хорошо обжимают предварительно заданным усилием до того, как раскроются губки инструмента. С провода необходимо снять изоляцию на определенном участке, чтобы обжимная металлическая втулка вывода захватила все жилы провода, а не изоляцию па нем. В идеале изоляция должна подходить вплотную к втулке. На другом конце обнаженный провод должен несколько выступать за конец втулки, чтобы его можно было контролировать. Необходимо принимать меры предосторожности при удалении изоляции, чтобы избежать порезов или частичной обрезки жил провода, что может вызвать преждевременный отказ при изгибе и под действием вибрации. Крепление оконечных выводов (клемм) Очень важно механически и электрически прочно укрепить вывод в точке соединения его со схемой. Прокладывать стальную плоскую шайбу или пружинную опорную шайбу между точкой вывода и точкой соединения недопустимо, так как это приводит к неправильной установке вывода. Язычок вывода должен располагаться непосредственно на поддерживающей поверхности, тогда при затяжке винта или гайки обеспечивается минимальное сопротивление контакта. Для правильной фиксации клеммы требуется соответствующее поворотное усилие. Слишком большое усилие способно выдавить язычок вывода и расплющить его. При этом механическая прочность язычка понижается. При слишком малых усилиях язычок клеммы оказывается не зажатым и может изгибаться и вибрировать, что ведет к снижению проводимости между клеммой и точкой присоединения схемы Эти дефекты устраняют, применяя отвертку с ограниченным крутящим моментом. Независимо от числа оконечных выводов присоединять клемму к одной точке необходимо очень тщательно. Нужно следить, чтобы язычки клемм лежали плоско относительно друг друга. Чтобы это обеспечить, надо первый язычок положить сверху вниз, второй — правой стороной вверх, а третий — под углом, а затем приложить фиксирующее поворотное усилие. Соединения накруткой Стандартным соединением внакрутку является соединение без припоя, в котором вокруг вывода обмотаны провода без изоляции. Модифицированное соединение внакрутку — это неполное соединение, в котором кроме обнаженного провода вокруг столбика вывода наматывают 1…3 витка провода в изоляции (рис. 9). В модифицированных соединениях внамот-ку используют проводники диаметром 0,56 мм или меньше. В телефонной промышленности из-за низких требований к сопротивлению вибрации вследствие работы оборудования в контролируемых условиях используются исключительно стандартные соединения внамотку.
Рис. 9. Непаяное соединение:
а — стандартная и б — модифицированная навивка
Одножильный провод в модифицированном соединении внамотку может обеспечить такое же сопротивление вибрации, как многожильный провод, припаянный к клемме. Поперечное сечение штырька (на который производится иамотка) должно быть по крайней мере на 5% больше, чем площадь сечения проволочного проводника. Ширина штырьков не должна превЫШать трехкратный диаметр провода. Штырьки выводов могут быть изготовлены из любого материала, совместимого с материалом наматываемого проводника. Этот материал должен быть достаточно жестким, чтобы противостоять изгибу, и обладать хорошим сопротивлением к зазубриванию при намотке провода. Обычно используют фосфористую бронзу, берил-лиевую медь и сплавы никеля. При соединении внавивку не обязательно наносить металлические покрытия на штырьки выводов. Но если выводы металлизируются по каким-то другим причинам, то предпочтительно использовать луженые, а не золоченые штырки, так как они оказывают большее механическое сопротивление смещению провода на выводе. Усилие, требуемое для снятия провода для золоченого штырька, на 40% меньше, чем для луженого. Для того чтобы снять провод диаметром 0,56 мм с луженого вывода, требуется усилие 11,3 кг. Ослабление такого соединения из-за механического повреждения провода наблюдается при намотке на квадратные штырьки. Хотя штырек имеет острые углы, из-за симметрии конфигурация намотки близка к круговой. Это вызывает некоторую слабость концов намотки, и свободный ход конечных витков передается на соседние витки. При использовании прямоугольных штырьков форма намотки скорее эллиптическая. В этом случае из-за упругости провод стремится прижаться к штырьку, что предотвращает передачу нарушений намотки от витка к витку. Таким образом, ослабление намотки ограничивается непосредственно самим ослабленным витком. Имеются и другие факторы, влияющие на выбор конфигурации штырька, на который производится намотка, например, расстояние между контактами или имеющаяся оснастка. Однако единственным верным критерием должно быть получение оптимальных характеристик соединения. На практике наиболее часто используют квадратные и прямоугольные штырьки. Испытания показали, что когда необходимо учитывать возможность механического нарушения соединения внавивку, целесообразнее применять прямоугольные, а не квадратные штырьки. В качестве проводника для соединений внавивку можно использовать любой относительно мягкий и пластичный материал, позволяющий сохранить форму намотки. Предпочтительно использовать медный провод типа OFHC. Такой материал лучше выдерживает неправильное обращение, чем обычная медь проволоки, а сдвиг его при навивке не вызывает увеличения жесткости. Ключ для намотки может наматывать провод вокруг выводов с давлением до 900 МН/м2. Чтобы достичь такого давления, намоточные головки обматывают провод так плотно, что возможно отслаивание олова между витками и, как следствие этого, истирание обнаженного одножильного проводника и износ изоляции. Для соединения внавивку необходима изоляция провода соответствующего диаметра. Изоляция и проводник должны быть концентричны во избежание обрезки проводника при съеме изоляции. Колебания толщины изоляции не должны быть больше 15%.Чтобы облегчить возможность ремонта и исправления такого соединения, два конца провода должны всегда наматываться на одном уровне. Если следовать этому правилу, то для ремонта проводника первого уровня нужно удалить максимум три провода. Третий, или верхний, уровень намотки, как правило, используется редко; этот уровень резервируется для ремонта и проведения изменений в схеме. Кроме того, нецелесообразно производить размотку проводов в уровне для ремонта. При этом иногда легче обрезать провод на уровне 1 рядом с соединением и перенести этот провод на уровень. При использовании соединений внакрутку в блоках с плотным монтажом, как правило, наблюдается 3— 4% дефектов. Даже при очень надежных ручных инструментах для накрутки эти дефекты обычно не связаны с самим соединением. Они являются результатом ошибок оператора в присоединении проводников к несоответствующим штырькам, появлением коротких замыканий из-за низкой квалификации оператора или сильным натяжением провода на штырьке.
Рис. 10. Уровни намотки проводников на выходных штырьках
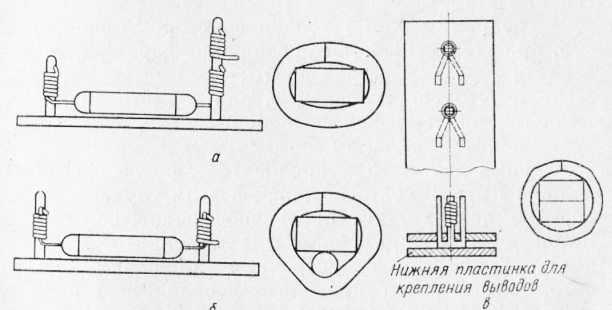
Соединение внавивку определяется как электрическое соединение между проволочным проводником и выводом с острыми краями, причем провод наматывают с контролируемым усилием непосредственно вокруг вывода. Имеется в виду, что намотка состоит из нескольких витков проволоки, которая входит в зазубрины на штырьке и закрепляется на углах штырька. Связанное соединение — это электрическое соединение между проволочным проводником и штырьком с острыми краями, при котором параллельно длине штырька на его более широкую грань помещают кусочек проволоки; затем эту проволочку прикрепляют к штырьку несколькими витками провода, наматываемого с контролируемым натяжением вокруг проводника и штырька вывода. Каждый виток намотанного провода контактирует со связанным проводом, вызывает его деформацию и запирается по крайней мере на двух витках штырька вывода.
Рис. 11. Соединения внакрутку:
а — стандартное; б — с дополнительным проводником; в — с двумя дополнительными проводниками
Двойные связанные соединения такого типа, показанные на рис. 11,в, представляют собой гибридный тип соединения. В этом случае два прямоугольных штырька с острыми краями соединяют широкими гранями и обматывают проводом. Реклама:Читать далее:Защитные покрытия для печатных плат и субблоковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|