|
|
Категория:
Производство конструкций из дерева Для ускорения процессов склеивания древесины, формования среднего слоя панелей, изготовления пластмассовых деталей, по-лимербетонных и пневматических конструкций, формования пластмассовых оболочек используют различные нагревательные устройства, обеспечивающие интенсификацию производственных процессов и повышение производительности оборудования. При склеивании с нагреванием применяют установки, передающие тепло клеевому шву по принципу контактного, конвекционного, лучевого, электрического и диэлектрического нагревания. Контактное нагревание используют при склеивании панелей с алюминиевыми или фанерными обшивками. Наиболее распространено контактное нагревание горячими плитами, находящимися в гидравлических или пневматических прессах. Плиты обычно стальные, с высокой чистотой обработки рабочих поверхностей; толщина плит 40.. .60 мм. Они обогреваются паром, горячей водой, высокотемпературными жидкими теплоносителями, электрическим током. Для нагревания внутри плит имеются каналы диаметром 18…25 мм. Теплоносители в каналы подают через гибкие шарнирные или телескопические трубки, идущие от распределительных колонок. Циркуляция теплоносителя происходит в замкнутой системе под давлением 1,2. ..1,4 МПа. Эффективными теплоносителями, не требующими высокого давления в системе, являются дифенил, дифенилоксид или смесь дифенила с его эфиром в соотношении 1 :3 (дифенильная смесь). Система нагревания жидкими теплоносителями достаточно надежна и хорошо регулируется, но в то же время сложна в обслуживании. Более просто нагревать плиты помещенными внутрь электроспиралями или трубчатыми электронагревателями — ТЭНами (рис. 1). Использование ТЭНов значительно упрощает нагревание плит непосредственно через металл или через жидкий или сыпучий теплоноситель. Недостатком ТЭНов является неравномерное распределение температуры на их поверхности. Для поддержания заданной температуры плит используют манометрические терморегуляторы, реагирующие на изменение давления заключенного в них газа и соответственно замыкающие и размыкающие электрическую цепь нагревателей. Ряд преимуществ перед электронагреванием имеет индукционный нагрев током промышленной частоты. Нагрев происходит вследствие индуцирования вихревых токов на поверхности металла, прилегающей к индуктору. В плитах индукторы укладывают в пазы или гнезда, заливают жидким стеклом или теплостойкими полимерными составами. Соответственно различают продольные (укладываемые в пазы) и кольцевые (укладываемые в гнезда) индукторы. Применение индукторов экономит до 20% электроэнергии, стабилизирует температурный режим прессования, уменьшает затраты на ремонт благодаря длительному сроку службы. Широко применяются листовые электронагреватели, с помощью которых можно склеивать горячим способом как плоские, так и криволинейные изделия. Листовой электронагреватель представляет собой проволочное сопротивление, запрессованное на термостойком связующем (фенольном, эпоксидно-крем-ний-органическом) между изолирующими обкладками из стеклоткани. Материалом сопротивления служит проволока из хромоникелевых сплавов, которую укладывают зигзагообразно, что позволяет, меняя шаг укладки, добиваться необходимого распределения температуры на поверхности нагревателя. В отличие от других нагревательных элементов листовые электронагреватели имеют небольшую массу, а электроизоля.ция элементов служит одновременно рабочей поверхностью нагревателя. За рубежом используют гибкие листовые электронагреватели с изоляцией из резины, усиленной стекловолокном. Конвекционный способ нагревания при склеивании заключается в погружении запрессованных с неотвердевшим клеем изделий в горячие гидрофобные жидкости или выдерживании их в камерах с горячим циркулирующим воздухом, под брезентом и т. п. Погружение в горячие жидкости обычно совмещается с антисептической и антипиренной обработкой деревянных конструкций. Установка для ускоренного склеивания прямолинейных блоков при нагревании в петролатуме (рис. 2) включает теплоизолированную ванну, совмещенную с гидроцилиндрами и боковыми прижимами. В установке имеются перфорированные верхняя и нижняя опорные плиты пресса. Склеиваемый пакет 8 нагревают в петролатуме с добавкой 3% пенхлорфенола, который применяется как защитное средство. Петролатум впускают в ванну через нижний патрубок, излишек выпускают через патрубок. Температура петролатума 140 °С; продолжительность выдерживания в нем запрессованного пакета 90 мин.
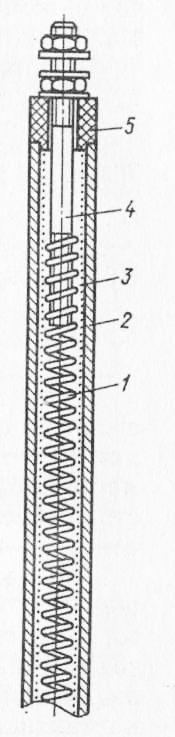
Рис. 1. Схема трубчатого электронагревателя—ТЭНа:
1 — нагревательная ни-хромовая спираль; 2 — латунный или стальной корпус; 3 — теплопроводная электроизоляция (кварцевый песок, магнезия); 4 — стержень; 5 — фарфоровый изолятор
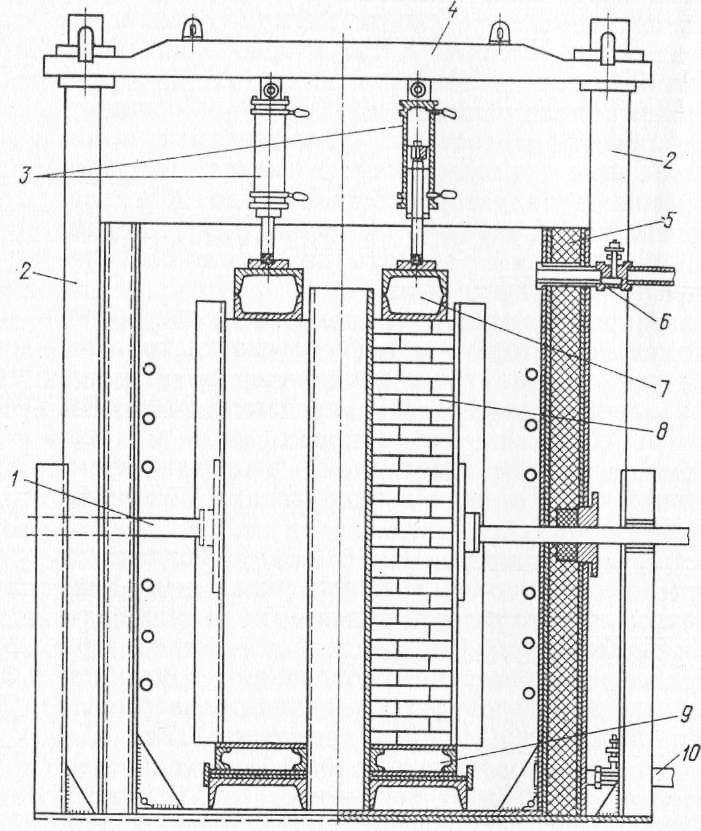
Рис. 2. Схема установки для склеивания балок.с нагреванием в петролатуме:
1 — боковые прижимы; 2 — стойки; 3 — гидроцилиндры; 4— траверса; 5 — ванна; 6— верхний патрубок; 7—верхняя прижимная плита; 8 — пакет склеиваемых досок; 9 — нижняя опорная плита; 10 — нижний патрубок
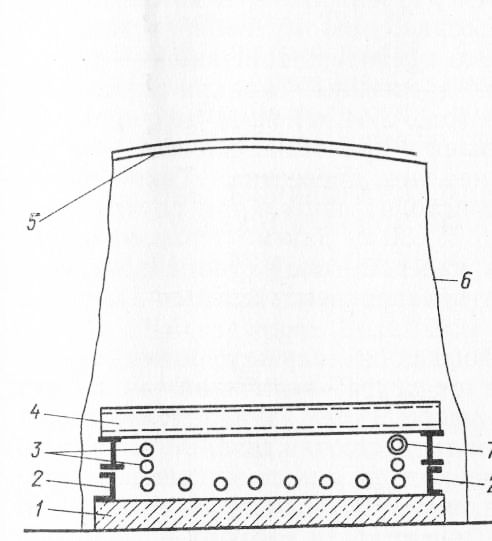
Для нагревания горячим воздухом служат специальные камеры. Они имеют бетонный цоколь, в который вмонтированы стальные балки-швеллеры. На них устанавливаются поперечные балки, служащие основой горизонтального ваймового пресса. Под этими балками проложены трубы, одна из них 3 перфорированная — с отверстиями для увлажняющего пара, другие служат для нагревания воздуха. Вдоль всей установки имеется теплозащитное покрытие 5, к которому подвешены боковые занавеси 6 из прорезиненной ткани. Соединяясь с доколем, они образуют закрытую камеру. Скорость подъема температуры в камере 20 °С/ч. После достижения температуры 40…45 °С впускают увлажняющий пар, чтобы избежать растрескивания досок в склеиваемых конструкциях. Температуру и влажность воздуха регулируют впускными клапанами, устроенными в паропроводах. Влажность воздуха в камере поддерживают на таком уровне, чтобы равновесная влажность древесины (определяется по номограммам) была около 12%. Время выдерживания изделия в камере 3.. .6 ч.
Рис. 3. Схема воздушно-паровой камеры для ускоренного склеивания дощатых конструкций:
1 — бетонный доколь; 2 — балки-швеллеры; 3 — нагревательные трубы; 4 — поперечные балки; 5 — теплозащитное покрытие; 6 — боковые занавеси; 7 — перфорированная труба для увлажняющего пара
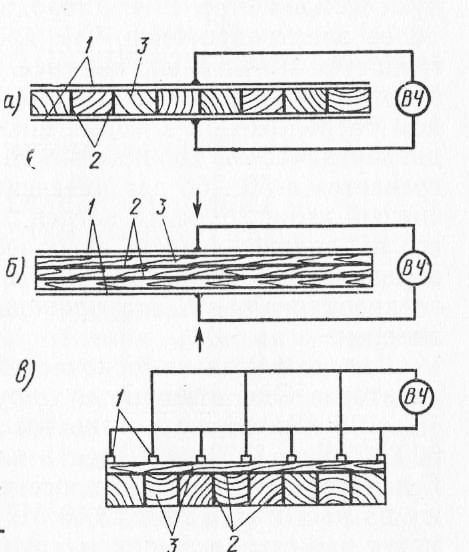
Рис. 4. Схемы нагревания склеиваемой древесины в высокочастотном электрическом поле при расположении клеевых швов:
а — параллельном; б — перпендикулярном; а —смешанном; ; —электроды; 2 — клеевые швы; 5 — склеиваемые заготовки
Ускорить склеивание пакета можно также в прес-камере простейшего типа. Это устройство, в котором теплоизоляционные стенки совмещены с конструкциями вайм. Стенки прес-камер делаются откидными. Внутри камеры укладывают паровые трубы для нагревания и увлажнения воздуха. Для лучевого нагревания используют лампы инфракрасного излучения. Они удобны в конвейерных линиях по склеиванию малогабаритных изделий, причем для экономии тепла участки нагревания заключают в теплозащитные кожухи. Установки состоят обычно из наборного стола, транспортера, инфракрасных излучателей и прижимных валиков. Лампы располагаются горизонтально, оборудованы параболическими рефлекторами, имеют общую мощность до 7.. .8 кВт. На таких установках изготовляют плиты с сотовой бумажной серединной шириной до 660 мм и фанерными обшивками. Производительность установки 250 м2 плит в час. Для ускоренного склеивания древесины, а также для вспенивания пенопласта в панелях применяют нагревание в поле токов высокой частоты. Деревянные изделия могут склеиваться по нескольким схемам (рис. 4). Клеевые швы, помещенные между электродами, весьма быстро нагреваются за счет диэлектрических потерь. Бруски с клеем, помещенные между электродами, образуют конденсатор с неоднородным диэлектриком, в котором клей более электропроводен, чем древесина, поэтому избирательно нагревается значительно быстрее. Это предотвращает лишний расход энергии на нагревание всей массы древесины. Так, при параллельном расположении клеевых швов (рис. 4, а) из-за неодинаковой диэлектрической проницаемости клея и древесины клеевой шов нагревается в 50…60 раз интенсивнее, чем древесина. Такой интенсивный избирательный нагрев происходит лишь в том случае, если его продолжительность не более 15. ..30 с. Затем тепло начинает передаваться древесине, так как клеевой слой становится менее электропроводным. Это приводит к непроизводительным потерям энергии. Для создания высокочастотного поля служат ламповые генераторы. Они отличаются друг от друга величиной мощности (5…105 кВт), конструктивным оформлением и габаритами (от 600X730 до 1870X1710 мм в плане). Высота их 1400…2250 мм. Генераторы, предназначенные специально для древесины, работают на частотах 5,28 и 13,56 МГц, имеют выводы для электродов, могут работать в широком диапазоне емкости рабочих конденсаторов, что дает возможность использовать их для склеивания самых различных изделий. Запрессовочные устройства при высокочастотном нагревании должны быть быстродействующими, иметь надежную изоляцию электродов высокого напряжения и заземленный экран, предотвращающий распространение электромагнитного поля вне зоны склеивания, радиопомехи и вредное воздействие электромагнитных колебаний на организм работающих. Перспективным способом интенсификации технологических процессов является нагревание материалов в электромагнитном поле сверхвысоких частот (СВЧ). Поле СВЧ способно проникать в материал на значительную глубину при отсутствии контакта с ним, рассеивать или концентрировать энергию внутри материала. Время нагрева мало зависит от формы и объема изделия; практически вся энергия преобразуется в тепло, выделяемое в нагреваемом объекте. Выпускаемые промышленностью СВЧ-генераторы имеют КПД более 80%, действуют в диапазоне волн от 1 м до 1 мм, обладают мощностью до 800 кВт, надежны в работе и недороги. Весьма эффективно использование выпускаемых отечественной промышленностью СВЧ-генераторов мощностью 25…100 кВт, работающих с частотой до 2,4 ГГц. СВЧ-нагрев резко сокращает продолжительность склеивания древесины, способствует удалению влаги, вносимой клеем, улучшает качество клееных конструкций, позволяет автоматизировать производство. Основными преимуществами СВЧ-нагрева при склеивании по сравнению с высокочастотным являются значительно большая допустимая напряженность поля и возможность его концентрации. Так же как и высокочастотное, поле СВЧ обладает избирательностью нагревания клеевого слоя, притом более интенсивного. При средней удельной мощности 17 Вт/см2 оптимальное время действия СВЧ-поля составляет 30…40 с, если расход клея 200 г/м2 и удельное давление запрессовки 0,8…1,0 МПа. СВЧ-нагревание выгодно применять для склеивания пиломатериалов по длине и ширине. При этом можно использовать волноводные и лучевые системы с генераторами, работающими в диапазоне частот 0,3…10 ГГц. Реклама:Читать далее:Оборудование для сварки пластмасс и механической обработки конструкцийСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|