|
|
Категория:
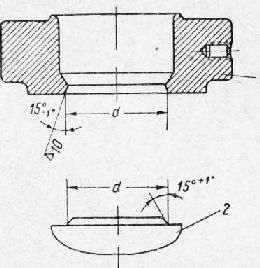
Пресс-формы Далее: Расчет усилия прессования Литьевые прессформы в большинстве случаев проектируются без загрузочной камеры. Их функции выполняют специальные накладные камеры, устанавливаемые на верхней плоскости прессформы. Существует два основных типа накладных загрузочных камер. В первом из них камера имеет коническое дно, а пуансон — соответствующий по конфигурации торец. Такая конструкция обеспечивает плотное прилегание камеры к плоскости прессформы. Второй тип представляет собой цилиндр со сквозным отверстием. Для установки такой камеры литниковая плита пресс-формы должна иметь цилиндрический выступ высотой 3-4 мм, равный по диаметру отверстию в камере, в которое он входит. Этот выступ не дает возможности камере подниматься во время прессования. Конструкции камер обоих типов равноценны. Камера, изображенная на рис. 1, представляет собой сочетание обоих типов. Наличие уклона в 15° на посадочной части обеспечивает хороший съем камеры с выступа на литниковой плите и удобство установки ее на прессформе. Габаритные размеры накладной камеры, помимо определенной прочности, должны обеспечивать условия прогрева загруженного материала: накладная камера не имеет источника обогрева и получает тепло от верхней обогревательной плиты пресса, поэтому при малых ее размерах значительная часть воспринимаемого тепла уйдет в окружающую среду. Практически установлено, что на каждые 10 г. загруженного в камеру материала должно приходиться от 11 до 22 сж2 поверхности накладной камеры. Высота заполнения загрузочных камер литьевых прессформ и накладных тиглей также оказывает значительное влияние на скорость прогрева материала. При прессовании без предварительного подогрева прессматериала высота заполнения камеры должна равняться половине или двум третям ее диаметра. При таких соотношениях прогрев прессматериала осуществляется в минимальное время.
Рис. 1. Загрузочная камера
Применение предварительного подогрева прессматериала позволяет увеличить высоту заполнения камеры тигля до двух ее диаметров. Благодаря этому появляется возможность увеличения количества формующих полостей в прессформах, но при этом необходимо учитывать такой фактор, как скорость хода плунжера. Поскольку пресс-материал, подвергнутый предварительному подогреву, отверждается в несколько раз быстрее (по сравнению с непрошедшим предварительный подогрев), может случиться, что при малой скорости хода плунжера он полностью полимеризуется раньше, чем заполнит формующие полости. Поэтому с увеличением высоты заполнения камеры тигля, а следовательно, и объема прессматериала необходимо обеспечить быстрое его протекание в формующие полости. Это достигается увеличением скорости хода плунжера и сечений литниковых каналов. Реклама:Читать далее:Расчет усилия прессованияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|