|
|
Категория:
Производство клееной фанеры Процесс нанесения клея заключается в покрытии четных листов шпона при нечетном числе слоев в листе фанеры. Так, например, для пятислойной фанеры покрывают клеем второй и четвертый листы с двух сторон. При использовании жидких клеев раствор наносят на средние листы, которые называют серединками. Клей наносят на листы шпона клеенамазывающими вальцами, которые могут быть для дву- и односторонней намазки. Больше распространены вальцы для двусторонней намазки. Они могут быть с верхним и нижним питанием или только с нижним питанием.
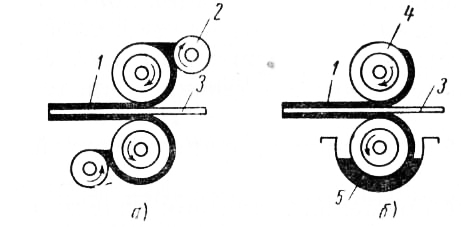
Рис. 1. Схема нанесения клея вальцами: Устройство клеенама-зывающих вальцов с нижним и верхним питанием показано на рис. 53. Клеевой раствор насосом 3 подают по трубопроводам в пространство между дозирующими валиками 4 и барабанами 2. Вращаясь, барабаны и валики забирают клей 1 и переносят его на движущийся между барабанами лист шпона 5. Клеенамазывающие вальцы с нижним питанием имеют станину, на которой укреплены вращающиеся в противоположные стороны чугунные барабаны. Под барабанами находится корыто, наполненное клеевым раствором. Поверхность барабана, погруженного на треть диаметра в корыто, все время покрыта клеем. Для удобства ухода за вальцами (чистка, промывка) корыто может подниматься или опускаться. Процесс нанесения клея с помощью вальцов заключается в следующем. Из находящегося над вальцами бака или из трубопровода, несущего клеевой раствор из клееварки, корыто наполняется клеем. Нижний барабан, вращаясь, забирает из корыта клей и наносит его на верхний барабан. Таким образом, к верхнему барабану на вальцах с нижним питанием клей подается только с нижнего барабана. Поэтому если длина листа шпона больше, чем длина окружности барабана, то часть верхней поверхности шпона может оказаться ненамазанной. Чтобы этого не случилось, необходимо обмакнуть кромку шпона в клей, опуская ее в корыто. При нанесении клея на шпон могут возникнуть следующие дефекты: При нанесении клея на шпон необходимо следить за его правильным расходом. Нормы нанесения различных клеев на 1 м2 поверхности (г) шпона следующие: Расход клея проверяют несколько раз в смену, взвешивая листы до и после намазки. Просвет между барабанами регулируют, поднимая винтовым устройством верхний барабан. Для точности установки просвета маховик винтового устройства имеет диск с делениями, показывающими величину просвета. Поверхность барабанов рифленая (с нарезкой), что позволяет лучше удерживать и наносить клей. Нарезка барабанов может быть винтовой, квадратной, шахматной, прямоугольной, продольной.
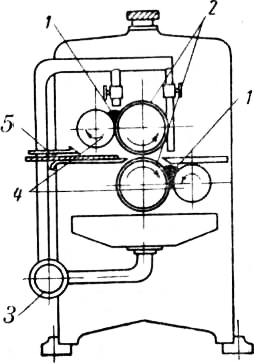
Рис. 2. Устройство вальцов с нижним и верхним питанием: Наиболее распространена винтовая газовая нарезка с шагом 2,31—2,54 мм, глубиной от 0,4 до 0,5 мм и шириной 1,5—1,75 мм. Продольная нарезка выполняется с шагом 2,54—3,16 мм, а квадратная — с площадью 1 см2. Для более равномерного нанесения феноло-формальдегидных и карбамидных клеев рекомендуется использовать обрезиненные барабаны. Диаметр барабанов при использовании фенольных и карбамидных клеев должен быть в пределах 200—300 мм при окружной скорости 0,35—0,55 м/сек, а при использовании клеев животного происхождения — 150—350 мм при окружной скорости 0,31—0,35 м/сек. Окружная скорость зависит от толщины намазываемого шпона. При толщине шпона ,рт 1,5 мм и выше окружная скорость может быть до 30 м/мин, а при толщине 0,8 мм — 1,5 мм до 20 м/мин. Давление верхнего барабана на лист шпона зависит от толщины и состояния шпона, расхода клея и должно быть равно 1—2,5 кг на 1 см ширины шпона. Клеенамазывающие вальцы обычно обслуживает бригада из 3—4 человек: одна подавальщица, одна-две приемщицы и одна накрывалыцица. Подавальщица, находясь впереди вальцов, пускает их, затем подает листы шпона. При этом она следит, чтобы листы шпона были чистыми, без налипших кусков шпона, коры и т. п. При любой задержке с укладкой шпона вальцы необходимо остановить, чтобы избежать вспенивания клея. Подавальщица следит также за исправностью вальцов, периодически заполняет ванну клеем. Приемщицы принимают намазанные листы шпона и укладывают их вперемежку с ненамазанными листами. Для контроля за качеством намазки клея на оборотной стороне шпона лист следует перевернуть и перед укладкой осмотреть. При сборке пакета приемщица по угольнику выравнивает две его кромки. Накрывалыщица укладывает рубашки и ненамазанные серединки (при сборке пакета для многослойной фанеры). При сборке пакета необходимо следить за подбором сортов и толщин шпона в соответствии с сортом и толщиной склеиваемой фанеры, чтобы рубашки и серединки выравнивались под угольник, соблюдать правила расположения листов шпона, чтобы листы шпона укладывались левой стороной внутрь пакета. К работе на клеенамазывающих вальцах допускаются лица, прошедшие соответствующий инструктаж. Запрещается во время работы вальцов очищать и мыть их. Работницы должны иметь спецодежду и резиновые перчатки. Для нанесения клея на шпон, кроме клеенамазывающих вальцов, могут быть использованы клеена л явочные ст анки, работа которых основана на методе налива клея на шпон. В верхней части станка имеется резервуар с прорезью, из которой вытекает раствор, образуя клеевую завесу. Станок имеет ленточные транспортеры для подачи шпона под завесу. Клей наносится на шпон только с одной его стороны. Верхнюю рубашку пакета пропускают одновременно с нижней рубашкой следующего пакета. Таким образом нижняя рубашка прикрывает верхнюю от попадания на нее клея. При использовании в качестве связующего феноло-формальдегидной смолы намазанный (или пропитанный) шпон перед сборкой пакета должен быть подсушен, так как в смоле, кроме влаги, содержатся летучие продукты, которые необходимо удалить. В настоящее время для этих целей применяют к а-мерно-конвейерные сушилки НИИФ-СТ-4 и СТ-Ш с механизированной загрузкой и выгрузкой, которые в комплексе с клеенамазывающими вальцами образуют поточную линию намазки, сушки и охлаждения высушенного шпона. Стопа сухого шпона скатывается на рольганг подъемной платформы. Шпон подают в клеенамазывающие вальцы, затем он поступает на рольганг. Проходящие между роликами рамки конвейера снимают лист шпона и переводят его из горизонтального положения в вертикальное. В таком положении листы транспортируют вдоль камеры. В первой части камеры шпон просушивается в поперечном потоке нагретого воздуха, а во второй ее части охлаждается в потоке холодного воздуха. При переходе рамок в конце камеры с верхней рабочей ветви конвейера на нижнюю холостую ветвь высушенные и охлажденные листы шпона автоматически укладывают в стопу при помощи специально устроенного рольганга.
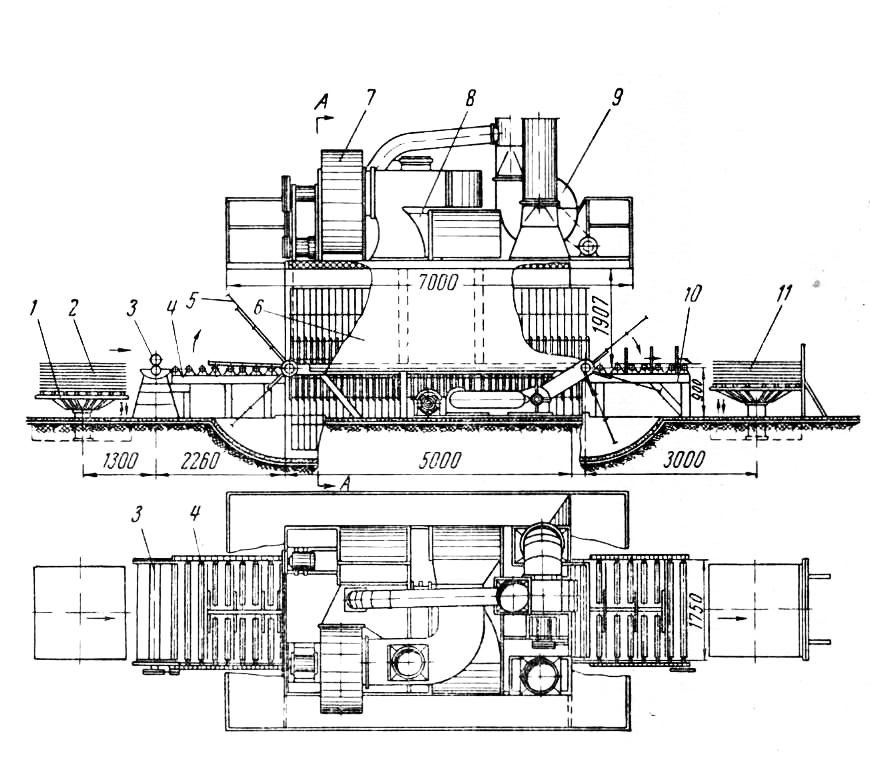
Рис. 3. Линия намазки и сушки шпона в камерной конвейерной сушилке: 1 — подъемная платформа, 2 — стопа сухого шпона, 3 — клеена-мазывающие вальцы, 4 — подающий рольганг, 5 — рамка конвейера, 6 — сушильная камера, 7 — вентилятор для отсоса воздуха, 8 — пластинчатый калорифер, 9 — вентилятор для засоса воздуха, 10 — разгружающий рольганг, 11 — стопа высушенного шпона Нагретый пластинчатыми калориферами воздух циркулирует в сушилке под действием центробежного вентилятора, проходя через две параллельно действующие системы воздуховодов. Первая система воздуховодов прогоняет воздух через камеру слева направо, а вторая система—-справа налево. Для циркуляции воздуха в зоне охлаждения установлен центробежный вентилятор. Конвейерные сушилки для пропитанного смолой шпона отличаются от сушилок для намазанного смолой шпона большей длиной и устройством рамок. Основными технологическими требованиями, предъявляемыми к процессу сушки намазанного шпона, являются равномерная сушка шпона по площади листа (влажность в пределах 10±2%), сохранение смолы на поверхности листа в виде глянцевой пленки и минимальное отвердение (превращение в нерастворимое негодное для клейки состояние) смолы во время сушки. Если процесс сушки намазанного шпона протекает неинтенсивно, влага с клеевой пленки будет удаляться медленно и часть ее впитается древесиной, удалению которой будет препятствовать клеевая пленка. Недостатком замедленной сушки является то, что в процессе впитывания древесиной влаги из клеевой пленки в глубь шпона проникает и часть смолы; в результате поверхность его становится матовой, что снижает прочность склеивания фанеры. Сушка намазанного смолой шпона выполнена качественно, если смола сохранена на шпоне в стадии А и находится на его поверхности в виде глянцевой пленки, в которой отсутствуют пузыри. Чтобы были соблюдены эти условия, температура воздуха в сушилке поддерживается в пределах 80—90 °С при относительной влажности воздуха 5—15% и скорости перемещения воздуха 2 м/сек. Продолжительность сушки намазанного смолой шпона в камерно-конвейерных сушилках составляет 10—12 мин. Производительность сушилок 300—350 листов шпона в час. Реклама:Читать далее:Оборудование для склеивания фанерыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|