|
|
Категория:
Технология отделки столярных изделий Метод окунания применяют для отделки деталей обтекаемой формы — деталей стульев, ножек обеденных столов, шкафов, буфетов, табуретов, ручек, вешалок, спининговых удилищ и др. В последнее время этот метод находит применение и при отделке узлов и изделий, коробок, оконных и дверных блоков, створок форточек и фрамуг окон. Метод заключается в том, что детали или изделия погружают в ванну с лакокрасочным материалом, затем извлекают из нее, выдерживают до момента стекания излишков лака (краски) и сушат. Излишки лака, стекающие с деталей, после соответствующей очистки и разведения растворителем до рабочей вязкости возвращают в ванну. Качество лакокрасочного покрытия при отделке окунанием зависит от ряда факторов: скорости погружения и извлечения деталей из ванны, вязкости и температуры лакокрасочного материала, содержания пленкообразующих веществ в лаке, температуры деталей. В процессе окунания необходимо избегать образования пузырьков воздуха в ванне и на покрытиях, поэтому при разжижении отделочного состава растворитель нужно вводить небольшими порциями, тщательно перемешивая состав, а погружать и извлекать детали с небольшой скоростью. Оптимальные скорости погружения в лакокрасочный материал вязкостью 300—400 с (по вискозиметру ВЗ-4) и содержанием сухого остатка до 42% 0,2 м/мин и извлечения из него деталей 0,1 м/мин. При этих скоростях достигается равномерное смачивание всей детали составом, отсутствие пузырей на поверхности, равномерное покрытие по толщине, спокойное отекание излишков лака и необходимая толщина покрытия. Скорость погружения зависит от вязкости материала: чем меньше вязкость материала, тем большую скорость погружения можно придавать отделываемой детали.
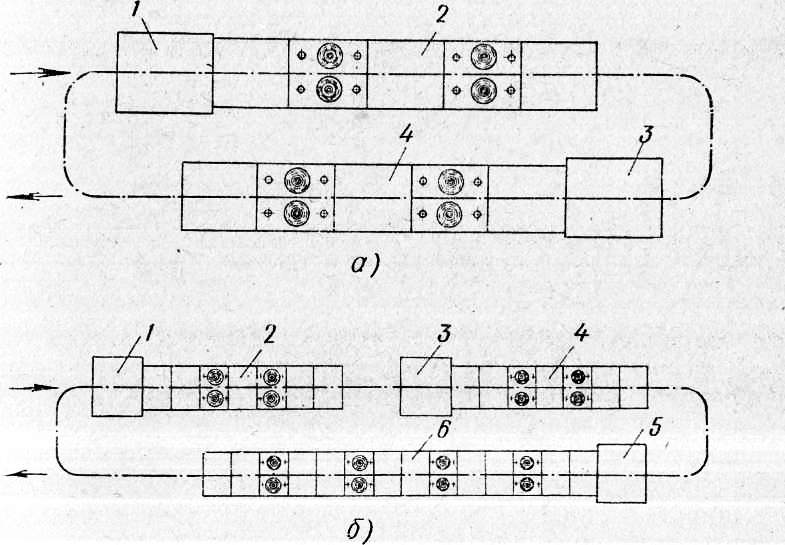
Рис. 1. Ручные полировальные машинки с электрическим приводом Скорость погружения не оказывает существенного влияния на толщину получаемого покрытия, в то время как с увеличением скорости извлечения толщина покрытия увеличивается, а с уменьшением — соответственно уменьшается, так как с детали успевает стечь больше отделочного состава. Время сушки покрытий, полученных методом окунания, зависит также от температуры деталей. Предварительный подогрев деталей до 60 °С дает возможность применять лакокрасочные составы повышенной концентрации с содержанием сухого остатка до 42%, уменьшить толщину покрытия, получить его более равномерным, предотвратить возникновение пузырей и сократить время сушки пленки. Попытки нагреть лакокрасочный материал не дали положительных результатов, так как практически трудно поддерживать постоянную температуру лака в ванне при необходимости восполнения потерь, вызываемых испарением растворителей. Количество наносимых слоев лакокрасочного материала зависит от его состава, применяемой техники и технологии, требуемого класса отделки. Форма ванны для окунания должна обеспечивать свободное опускание и извлечение деталей, должна быть ненамного шире площади, занимаемой кассетой с деталями или изделием, с тем чтобы избежать излишнего испарения растворителей из нее. После окунания лак должен равномерно растечься по поверхности, его излишки должны стечь с нижней части детали. Если сразу после окунания деталь поместить в сушильную камеру с высокой температурой, на поверхности образуются подтеки, пузыри, а снизу засыхают капли лака. Для лучшего растекания лака по поверхности после окунания детали можно поместить в камеру, заполненную парами растворителей. Это способствует образованию равномерного покрытия по всей поверхности. Преимущества метода окунания: К недостаткам этого метода относится невозможность получения равномерного по толщине покрытия по всей высоте детали, так как с верхней части детали стекает большее количество лака, чем с нижней. Методом окунания наносят лаки, эмали, красители, грунтовки. Неконцентрированные лаки требуют многократного нанесения на детали для получения высококачественного покрытия, а концентрированные, содержащие до 42% пленкообразующих, достаточно нанести два раза для получения такого же покрытия. Существуют различные способы отделки изделий окунанием: ручной, механизированный и автоматизированный. При ручной отделке изделия, закрепленные в кассете, вручную погружают в ванну с лакокрасочным материалом и вытягивают из нее, а затем подвешивают или устанавливают на специально оборудованное место или в сушилку для стекания излишков лака, выдержки и сушки покрытия. Ручное окунание малопроизводительно и не экономично по расходу отделочных материалов, снижает санитарные условия в цехе. Наиболее прогрессивны механизированные и автоматизированные способы отделки окунанием на конвейерных, механизированных и автоматических линиях. При этом существуют два основных принципа окунания: Механизированные установки или линии, работающие по двум указанным принципам, могут быть периодического или непрерывного действия. Такие линии состоят из участка загрузки (подвески) изделий на конвейер, подвесного конвейера, одной или нескольких ванн для лакокрасочных материалов, участка стенания излишков лакокрасочного материала, сушильной камеры, участка разгрузки (съема) изделий. Схемы линий окунания с двумя и тремя ваннами показаны на рис. 2.
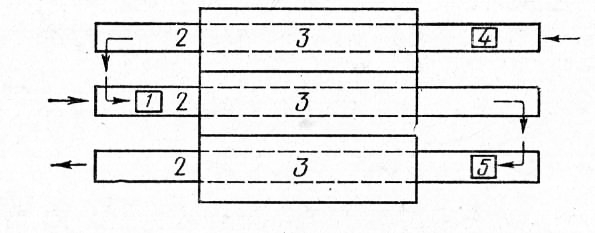
Рис. 2. Схемы линий окунания: На рис. 3 показана схема линии периодического действия по отделке ножек обеденного стола нитролаками. Ножки обеденного стола, закрепленные в кассете емкостью по 8 шт., поступают по конвейеру к ванне для грунтовки. Кассета останавливается над ванной. Ванна с грунтовкой поднимается, и производится нанесение грунтовки окунанием, затем ванна опускается, стекают излишки грунтовки, после чего ножки подаются в конвективную сушильную камеру. Одновременно окунается 80 ножек. После того как грунтовка высохнет, ножки шлифуют и подают на второй конвейер для окунания в ванне с нитролаком и сушки покрытия. После первого нанесения лака ножки шлифуют, подают на третий конвейер для окунания в ванне и сушки покрытия в сушильной камере. Лакокрасочное покрытие, образованное в результате окунания и сушки, облагораживают разравнивающей жидкостью.
Рис. 3. Схема линии отделки ножек обеденного стола методом окунания: Известен также метод отделки окунанием мелких деталей в барабане. В неподвижный горизонтальный барабан с проходящими через центр каждого торца шпинделями, вращающимися попеременно в разные стороны, помещают ванну с отделочным материалом. На шпинделе крепят цилиндрическую кассету с деталями в ней. Ванну с отделочным материалом поднимают так, чтобы кассета погружалась в него. Затем ванну опускают на дно барабана и шпиндели приводят во вращение. В результате действия центробежной силы избыток краски или лака отбрасывается на стенки барабана и стекает в ванну. После этого детали поступают в сушильную камеру. Реклама:Читать далее:Нанесение лакокрасочных материалов пневматическим распылениемСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|