|
|
Категория:
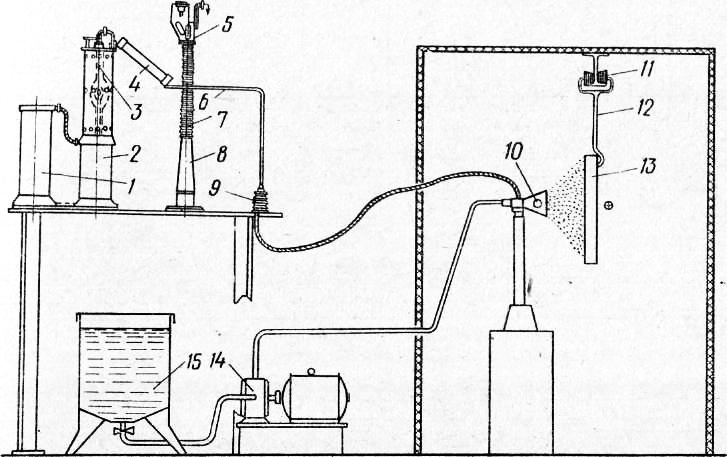
Технология отделки столярных изделий Далее: Прозрачная отделка древесины Сущность метода окраски распылением в электрическом поле токов высокого напряжения состоит в том, что-в системе электродов, одним из которых является подлежащее отделке изделие, а другим — коронирующие электроды, путем подачи отрицательного потенциала на электродные сетки с коронирующими электродами и положительного на изделие создается электрическое поле токов высокого напряжения. В электрическое поле из краскораспылителя подается лакокрасочный материал, частицы которого, получая отрицательный заряд, движутся по силовым линиям электрического поля и притягиваются к изделию, находящемуся под положительным потенциалом. Применение метода нанесения лакокрасочных материалов в электрическом поле позволяет уменьшить расход лакокрасочных материалов в среднем на 50% по сравнению с пневматическим распылением. Наиболее совершенным методом нанесения лакокрасочных материалов в электрическом поле является метод, при котором отрицательный потенциал подведен непосредственно к распылителю лакокрасочного материала, а положительный — к отделываемому изделию, подвешенному на заземленном подвесном конвейере. Распыление производится вращающимися чашечными или дисковыми распылителями, коронирующие кромки которых служат отрицательным электродом. Распыление происходит в результате действия центробежной и электростатической сил одновременно. Качество окраски при распылении в электрическом поле токов высокого напряжения зависит от формы поверхности отделываемых изделий, электропроводности изделия, напряженности электрического поля, диэлектрической проницаемости лакокрасочного материала и его удельного и объемного электрического сопротивления. В зависимости от формы отделываемого изделия создается различное по форме и равномерности электрическое поле. Силовые линии в большом количестве сосредоточиваются на краях изделия, в достаточном количестве на выпуклой поверхности и в меньшей степени — на вогнутой. Поэтому лакокрасочный материал будет осаждаться хорошо на выпуклых поверхностях и плохо в местах углублений. Необходимое условие отделки в электрическом поле — электропроводность изделия. Влажность изделий из древесины должна находиться в пределах 8—12%. Для повышения электропроводности изделия из древесины увлажняют водяным паром или путем нанесения токопроводящего состава — алкамона. Для окраски в электрическом поле токов высокого напряжения могут применяться различные лакокрасочные материалы. Для отделки изделий из древесины этим методом наибольшее распространение получил лак МЧ-52 на основе пластифицированной мочевино-формальдегидной смолы. Принципиальная схема установки для отделки изделий в электрическом поле токов высокого напряжения приведена на рис. 1. От высоковольтного трансформатора через кенотроны, сопротивления и другую электроаппаратуру отрицательный заряд подается к распылителю, в который из заправочного бачка с помощью насоса-дозатора поступает лакокрасочный материал. Лакокрасочный материал, получив отрицательный электрический заряд, при распылении устремляется к положительно заряженному изделию и притягивается к нему, образуя на поверхности изделия покрытие. Изделие через подвеску и конвейер получает положительный электрический заряд.
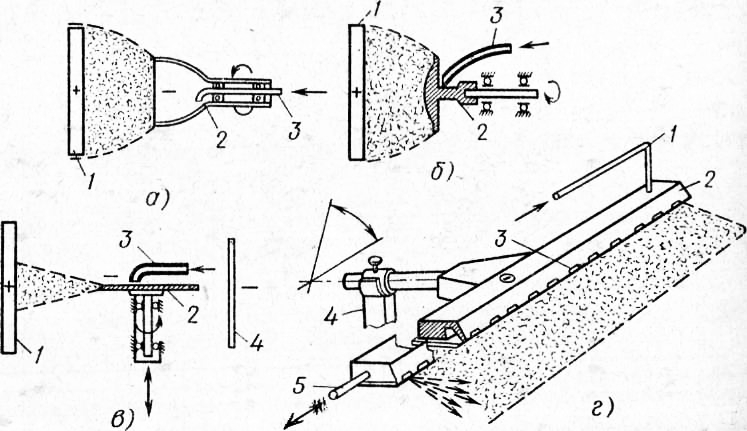
Рис. 1. Принципиальная схема установки для отделки изделий в электрическом поле токов высокого напряжения: Особое значение при отделке в электрическом поле имеет конструкция форсунок для распыления лакокрасочных материалов и устройства для их дозированной подачи. Распылители. Для нанесения лакокрасочных материалов применяют электромеханические и электростатические распылители. Электромеханические распылители, изготовляемые в виде чаш, грибков и дисков,— универсальные. Они предназначены для нанесения лакокрасочных материалов на плоские изделия и изделия решетчатой формы. Распылители устанавливают на подставках .из электроизоляционного материала.
Рис. 2. Распылители: Чаша, грибок или диск имеют вращательное движение от электро- или пневмопривода, обеспечивающего изменение угловой скорости, необходимой для выбора оптимальных режимов распыления лакокрасочных материалов. В середину распылительного устройства по трубке подается лакокрасочный материал. Под действием центробежных сил он измельчается и разбрасывается кромками чаши, грибка или диска. К форсункам подводится высокое напряжение отрицательного знака. В связи с этим распыленные частицы получают отрицательный заряд и двигаются к изделию, имеющему положительный заряд. При применении дисковых распылителей для получения направленной струи устанавливают экран, заряженный одноименно с распылителем. Электростатические распылители имеют меньшее распространение. Принцип их работы основан на следующем. Из емкости лакокрасочный материал с помощью насоса-дозатора подается через трубку в канал, а из него через трубку и электроизоляционный шланг вновь поступает в заправочную емкость. Часть лакокрасочного материала, проходя через канал распылителя, подается через щели на коронирующую кромку, выполненную в виде заостренного ножа. К распылителю подведено напряжение отрицательного знака. В результате этого лакокрасочный материал получает отрицательный заряд. Щелевые распылители могут разворачиваться на оси вокруг шарнира, что необходимо при изменении размеров отделываемого изделия. Лакокрасочный материал в электростатические распылители подается специальными дозирующими устройствами, питающими каждый распылитель в отдельности и обеспечивающими стабильное и регулируемое дозирование краски. Дозирование материала может осуществляться самотеком, при помощи сжатого воздуха, шестеренчатых и плунжерных насосов, золотниковых дозаторов. Производительность дозирующих устройств должна обеспечивать регулировку подачи лакокрасочного материала от 10 до 300 г/мин. Конвейер и подвески. В зависимости от формы и рода отделываемых изделий могут быть различные по конструкции конвейеры: подвесные, напольные, ленточные, цепные. Для отделки изделий из древесины, как правило, применяются подвесные цепные конвейеры. При отделке изделий определенной конфигурации и необходимости их вращения конвейер снабжается устройством для вращения подвесок вокруг оси в зоне электрического поля. Скорость вращения подвесок 6—8 оборотов на протяжении одного метра пути конвейера. Конструкция и шаг подвесок разрабатываются для каждого конкретного случая в зависимости от формы и размеров изделия с учетом исключения возможности экранирования отделываемых поверхностей между изделиями. Подвески изготовляют металлическими жесткого типа во избежание раскачивания изделий и с наименьшей поверхностью для облегчения массы и уменьшения потерь лакокрасочных материалов. Конструкция подвески для стула показана на рис. 3. В состав установки для отделки в электрическом поле входит электроокрасочная камера. Она служит для нанесения лакокрасочного материала на изделия с помощью указанных выше распылителей, ограждения электродной системы, находящейся под высоким напряжением, и для удаления паров растворителей. Камера проходного типа. Она представляет собой металлическую конструкцию со стационарными или раздвижными боковыми стенками. Камера оборудована вытяжной вентиляцией. Поступают изделия в камеру через проем, соответствующий по размерам окрашиваемому изделию. На рис. 4 приведена схема электроокрасочной камеры с,чашечными распылителями. Изделия на подвесном конвейере подаются в камеру. В камере расположены краскораспылители, с помощью которых наносится лакокрасочный материал на изделия. Отсос растворителей из камеры производится вентиляционными устройствами. Кроме этого, в состав установки отделки входит сушильная камера для сушки лакокрасочного покрытия. Сушильные камеры могут быть конвективными или терморадиационными. Управляют установкой с пульта управления. Пульт управления оборудован пусковой и регулирующей аппаратурой для управления высоковольтно-выпрямитель-ной установкой, контрольно-измерительной аппаратурой, световой сигнализацией и др. Установки имеют автоматические разрядники для снятия остаточного заряда с электродных сеток, электростатических распылителей и шинопровода после выключения высокого напряжения путем заземления высоковольтной шины.
Рис. 3. Подвеска для стула Чтобы предупредить образование искры между окрашиваемым изделием и коронирующими электродами, применяют” предохранитель от искрообразования. Для предупреждения обслуживающего персонала о включении высокого напряжения имеется светофор, выполненный в виде светящегося транспаранта с надписью «Высокое напряжение включено. Не входить».
Рис. 4. Электроокрасочная камера с чашечными распылителями: Производительность головок (чаш): Диаметром 50 мм 8—30 г/мин Диаметром 100 мм 12—60 г/мин Диаметром 150 мм 15—100 г/мин Расстояние между головками (чашами) при комплектном их применении в зависимости от диаметра головок (чаш) должно быть не менее 200 мм. В зависимости от отделываемых изделий и требуемой производительности существуют различные компоновки установок для отделки в электрическом поле. Установки могут быть укомплектованы только чашечными, только дисковыми распылителями или теми и другими. Принципиальные схемы компоновки установок отделки в электрическом поле с дисковыми и чашечными распылителями приведены на рис. 5 и 6.
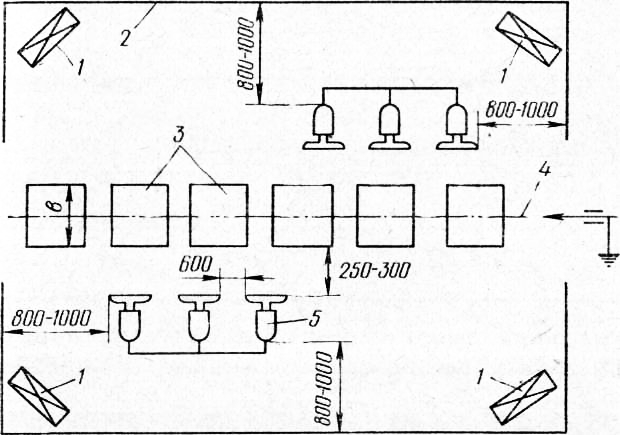
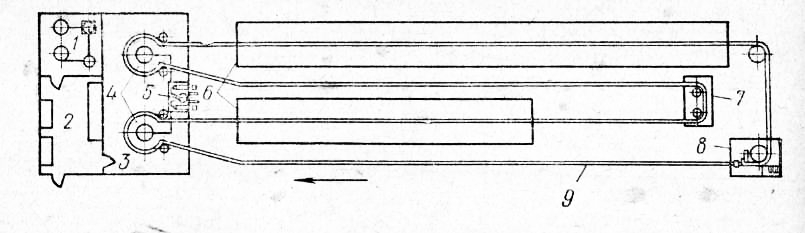
Рис. 5. Принципиальная схема компоновки установки отделки в электрическом поле с дисковыми распылителями: Установки эксплуатируются в соответствии с действующими правилами и нормами эксплуатации высоковольтных электротехнических установок и правилами техники безопасности, охраны труда и пожарной безопасности.
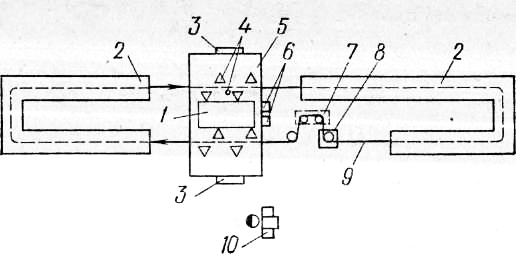
Рис. 6. Принципиальная схема компоновки установки отделки в электрическом поле с чашечными распылителями: Заземленные части установки и очаги заземления следует периодически осматривать и проверять в соответствии с правилами и нормами эксплуатации высоковольтных электротехнических установок. Электроокрасочная установка должна быть укомплектована противопожарными средствами. На каждой установке должно быть не менее двух углекислотных огнетушителей. Установка должна быть снабжена предупреждающими плакатами по технике безопасности, охране труда и пожарной безопасности. Обслуживающий персонал установки допускается к работе только после прохождения инструктажа по технике безопасности, охране труда и пожарной безопасности. Двери и проемы камеры распыления должны иметь автоблокировку, снимающую высокое напряжение при входе человека в камеру. Такую же блокировку должна иметь и камера высоковольтно-выпрямительного устройства. Все металлические части установки, не находящиеся под напряжением, должны быть заземлены. Вытяжная вентиляция должна быть сблокирована с высоковольтным выпрямителем так, чтобы без ее включения невозможно было подать высокое напряжение на распылители. Включению конвейера и подаче высокого напряжения должны предшествовать звуковой и световой сигналы. Реклама:Читать далее:Прозрачная отделка древесиныСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|