|
|
Категория:
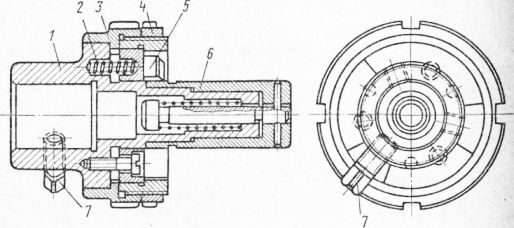
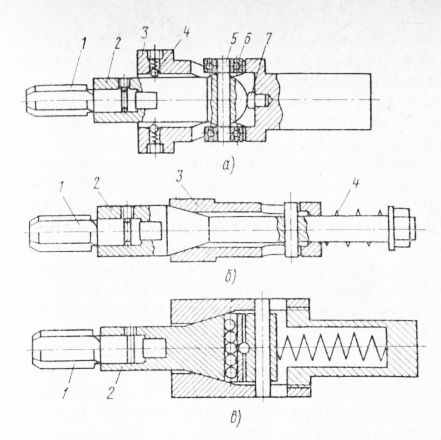
Токарные автоматы и полуавтоматы Машинные метчики. Для нарезания внутренней резьбы на токарных автоматах и полуавтоматах применяют машинные метчики, которыми можно нарезать резьбу за один или несколько рабочих ходов (за один рабочий ход нарезают резьбу с шагом до 3 мм; резьбы с шагом более 3 мм, а также длинные резьбы, т. е. нарезаемые на значительных участках, резьбы в глухих отверстиях и труднообрабатываемых материалах независимо от шага нарезают за 2—3 рабочих хода). Способы нарезания резьбы. Имеется два способа нарезания резьбы машинными метчиками — с принудительной подачей и самозатягиванием инструмента. Нарезание с принудительной подачей требует равенства шага нарезаемой резьбы и продольной подачи на один оборот относительно вращения инструмента и заготовки. Точное совпадение этих величин иногда может быть не достигнуто, что вызовет срезание ниток резьбы, «заедание» и поломки инструмента. В целях предотвращения этого применяют специальные средства закрепления инструмента (например, патрон-метчикодержатель), которые обеспечивают его свободное осевое смещение на некоторой длине. При нарезании с самозатягиванием инструмента коротких резьб инструмент закрепляют в метчикодержателях, обеспечивающих свободное осевое перемещение на длине, превосходящей длину нарезаемой резьбы. Нарезание резьб с крупным шагом требует самозатягивания метчика в начальный момент нарезания, на первых двух-трех нитках. С этой целью на заборном участке первого метчика .специальной подточкой уменьшают притупление резьбы, которое неизбежно при шлифовании заборного конуса. У последующих метчиков передние направляющие заборного участка должны представлять собой короткие (две-три нитки) нарезки с диаметрами, обеспечивающими легкое свинчивание с резьбой, образованной первым метчиком. Заборную часть машинных метчиков для нарезания метрической резьбы в глухих отверстиях рекомендуется применять равной 2Р, т. е. удвоенному шагу резьбы. Затылкование профиля на длине заборной части выполняют под углом а, меняющимися в зависимости от твердости и вязкости обрабатываемого материала. Резьбу в вязких материалах следует нарезать метчиками с вырезанными в шахматном порядке нитками на калибрующей части или на всей длине, включая и заборную часть. Вырезание ниток может производиться в шахматном порядке от пера к перу или от витка к витку. Чередование полных и срёзанных ниток через каждый оборот возможно только на калибрующей части. На заборной части это недопустимо вследствие возникновения значительных нагрузок на остающейся нитке. При четном числе перьев метчика форма ниток-резцов приводит к периодическому повторению подряд двух срезанных или полных витков. Во избежание перегрузки витков заборной части рекомендуется ни на одном из ее перьев нитки не срезать, а на остальных — чередовать срезание в шахматном порядке. Обычно при нарезании резьбы метчики разбивают резьбовые отверстия, т. е. делают их немного больше фактических размеров самих метчиков (величина разбивания среднего диаметра резьбы — 0,075—0,12 мм). При нарезании резьбы в некоторых вязких материалах, например в меди, возникает усадка нарезаемого отверстия. Отверстия под резьбу. Для пластичных материалов, таких, как сталь, латунь, которым свойственно пластическое деформирование под воздействием режущих инструментов, диаметры отверстий под резьбу должны быть больше внутреннего диаметра di гайки настолько, чтобы выдавленный внутрь металл не уменьшил его более, чем допустимо (практически это 6% величины шага метрической резьбы). Допустим, если надо нарезать в латуни резьбу Ml 8X2, то диаметр сверла составит 18—(2—0,12) = 16,12 мм. Для непластичных материалов, таких, как чугун, бронза, диаметры сверл для отверстий можно принимать равными d—Р, где d — номинальный диаметр резьбы. Р — шаг резьбы. Наличие фаски у отверстия — обязательное условие надежного и правильного врезания заборного конуса метчика. Фаски под углом 45° делают на ширине, равной половине шага резьбы, т. е. 0,5 Р. В патронах-метчикодержателях к токарному автомату наличие спиральных торцовых зубьев на зубчатой муфте и хвостовике позволяет держателю удерживать от проворачивания метчик, закрепленный в держателе тремя стопорными винтами. После прекращения подачи и незначительного самозатягивания зубья расцепляются, и патрон начинает вращаться вхолостую. Как только происходит реверсирование вращения, зубья под действием пружины вновь сцепляются, и сразу начинается вывинчивание метчика и обратный ход. Для нарезания резьбы преимущественно в глухих отверстиях на токарных многошпиндельных автоматах могут применяться патроны, показанные на рис. 2. Крепление метчиков диаметром до 10—12 мм осуществляется в патроне, изображенном на рис. 2, а. Оправку с закрепленным в ней метчиком устанавливают в стакан. Зазор между оправкой и стаканом, образуемый с помощью концентричных подпружиненных шариков, компенсирует возможное отклонение от соосности инструмента и отверстия в заготовке. На сферическом конце оправки запрессована ось с насаженными на нее шарикоподшипниками, наружные кольца которых находятся в пазах стакана. Они воспринимают крутящий момент и позволяют оправке перемещаться в осевом направлении под действием незначительного усилия. Если в начале цикла нарезания оправка занимает среднее или крайнее левое положение, то при встрече метчика с заготовкой она останавливается. Процесс нарезания начинается, как только упор 7 прекратит относительное осевое смещение оправки, вследствие чего заборный конус метчика начнет врезаться в заготовку.
Рис. 1. Патрон-метчикодержатель к токарным автоматам:
Рис. 2. Патроны-метчикодержатели к многошпиндельным токарным автоматам для крепления метчиков диаметрами до 10—12 мм (а), более 12 мм (б) и предназначенных для нарезания длинных резьб, в 2—3 раза превышающих диаметр (в): В многошпиндельных горизонтальных автоматах патрон с метчиком устанавливают в стойке с независимой подачей и шпинделем независимого вращения (работа с обгоном). Кулачок подачи суппорта на рабочем участке выполняют с подъемом, обеспечивающим скорость движения суппорта, на 5—10% меньшую скорости подачи метчика, вследствие чего нарезание резьбы происходит методом самозатягивания метчика. Надежность и стабильность процесса требуют такого регулирования пружин, чтобы их упругие усилия были равны необходимым для удерживания оправки в горизонтальном положении, а если применяют патрон с независимым вращением, то чтобы и инерционные силы не преодолевали усилия пружин, выводя оправку из горизонтального положения. При нарезании резьб метчиком диаметром более 12 мм применяют патрон, показанный на рис. 2, б. Оправки и стакан имеют сопрягаемые конические участки, хорошо направляющие метчик в процессе его врезания. Предварительное сжатие пружины обеспечивает прилегание конусов и необходимое осевое перемещение оправки. Патрон, показанный на рис. 2, в, предназначен для нарезания длинных резьб, в 2—3 раза превышающих диаметр. Затупление метчиков и дефекты, возникающие при нарезании резьбы. В процессе резьбонарезания происходит затупление метчиков, у которых постепенно истираются нитки заборной части. По мере увеличения этого истирания повышаются усилия резания, а поверхность нарезания становится шероховатой, с различными дефектами. Чрезмерное затупление приводит к поломке инструмента или вырыву заготовки из патрона. Предельно допустимая величина затупления р, мм, тем больше, чем больше шаг резьбы. Так, для метчиков с шагом резьбы 0,5—2,5 мм величина допустимого затупления р,= 0,04…0,7 мм. Разбивание резьбы возникает вследствие неточного центрирования метчика с нарезаемым отверстием, его радиального биения при нарезании резьбы в отверстии слишком большого диаметра, а также неправильной регулировки или некачественного состояния патрона.
Рис. 3. Схема затупления заборной части метчика Конусность резьбы является следствием неправильного вращения метчика, разбивающего начало отверстия, и отсутствия у метчика обратного конуса, так как нитки калибрующей части производят небольшое дополнительное резание. Поломка метчика происходит по следующим причинам: метчик упирается в дно отверстия; стружечные канавки малы и не могут вместить всю срезаемую стружку; стружка защемляется при вывертывании метчика; условия отвода стружки не соответствуют необходимым; слишком мал диаметр отверстия под резьбу; работа ведется затупленным метчиком. Реклама:Читать далее:Нарезание резьбы плашками на токарных автоматахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|