|
|
Категория:
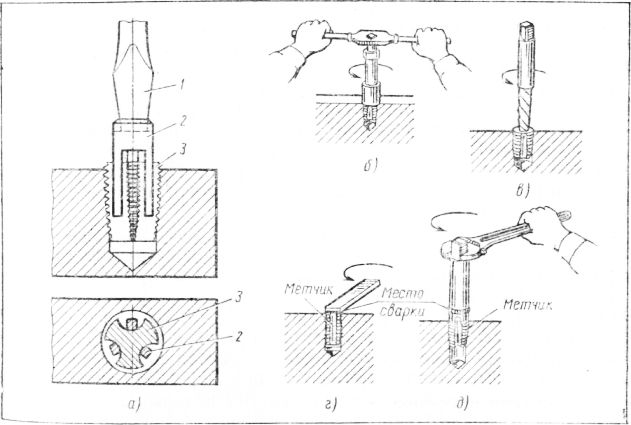
Практика слесарно-сборочных работ В машиностроении широко используют высокопроизводительные методы обработки резьб с помощью резьбонарезных и резьбонакатных универсальных головок. Однако в слесарно-сборочных работах часто приходится нарезать резьбу вручную. Для нарезания резьбы применяют различные метчики и плашки. Нарезание внутренней резьбы. Для нарезания внутренней резьбы используют метчики, которые могут быть трех-, четырех-перовыми и многогранными. Просверленное отверстие, в котором нарезают резьбу метчиком, должно быть обработано зенкером или проточено. При нарезании резьбы материал частично «выдавливается», поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы. Изменение диаметра отверстия при нарезании резьбы в заготовках из твердых хрупких металлов меньше, чем в заготовках из мягких и вязких металлов. Диаметр сверла для обработки отверстия под нарезание метрической и трубной резьб определяют по справочным таблицам.
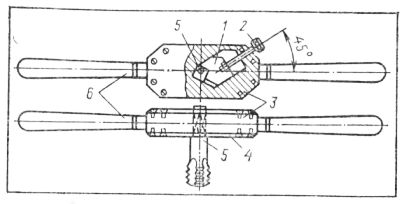
Рис. 1. Метчик При ручном развертывании отверстий или нарезании резьбы обычно используют набор воротков под все стандартные размеры квадратов хвостовиков разверток и метчиков. Размеры воротка для закрепления метчика выбирают в зависимости от диаметра нарезаемой резьбы. Вороток очень прост в изготовлении и позволяет быстро и надежно закрепить развертку или метчик (от 4 до 12 мм). Вороток имеет термически обработанный корпус с рукоятками, ввернутыми в корпус. Окно в корпусе расположено под углом 45° к оси ручек. В окне установлен точно подогнанный подвижной кулачок, который перемещается винтом и обеспечивает закрепление квадратного хвостовика метчика. В корпусе с двух сторон прикреплены винтами две планки, препятствующие выпаданию кулачка из окна корпуса. На рис. 2, а показан прием захвата руками воротка с метчиком и установка его по угольнику, уложенному на деталь. Вороток прижимают правой рукой к метчику, а левой рукой поворачивают его вправо до тех пор, пока метчик не врежется на несколько ниток в деталь и не займет устойчивое положение. Затем вороток берут за рукоятку двумя руками и вращают с перехватом рук через каждые пол-оборота. При этом периодически проверяют перпендикулярность осп метчика плоскости детали по угольнику. Для облегчения работы вороток с метчиком вращают не все время по часовой стрелке, а один—два оборота вправо и пол-оборота влево и т. д. Благодаря такому возвратио-вращательному движению метчика стружка ломается, получается короткой (дробленой), а процесс резания значительно облегчается. При нарезании резьбы применяют смазочно-охлаждающую жидкость.
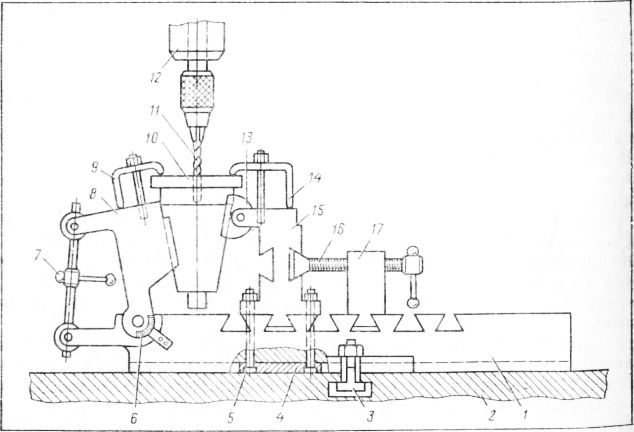
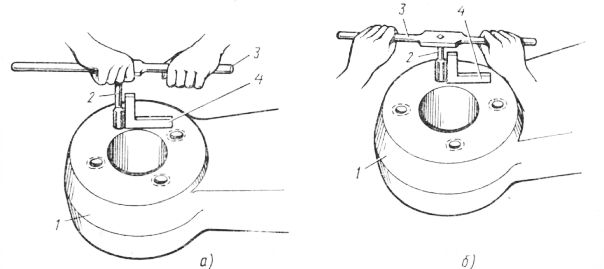
Рис. 2. Нарезание резьбы с помощью воротка Нарезание резьбы в отверстиях на сверлильных станках резьбо-нарезными головками является более производительным способом. Прежде чем приступить нарезанию резьбы, необходимо наладить сверлильный станок, установить скорость резания 5—8 м/мин и закрепить хвостовик головки в шпинделе. Затем положить левой рукой деталь на стол станка и установить ее в такое положение, чтобы ось отверстия совпала с осью метчика. Правой рукой захватывают рукоятку шпинделя и, опуская ее вниз, вводят метчик в отверстие детали. Как только метчик достигнет заданной глубины, шпиндель автоматически переключается на обратное вращение; в это время правой рукой поднимают рукоятку вверх и выводят метчик из обработанного отверстия детали.
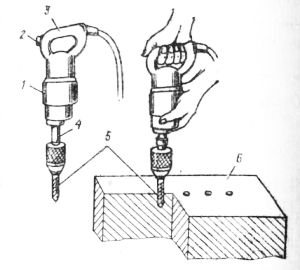
Рис. 3. Нарезание резьбы с помощью автоматической резьбонарезной головни Резьбонарезатель с пневматическим приводо предназначен для нарезания мелких резьб. Четырехклапанный ротационный пневмодвигатель приводит во вращение через редуктор свободно сидящие зубчатые колеса. При нажатии на корпус муфты сцепляются с зубчатым колесом, обеспечивая рабочий ход (нарезание резьбы). Когда корпус за рукоятку оттягивают на себя, шпиндель смещается под действием пружины вниз, муфта сцепляется с зубчатым колесом, и происходит ускоренное вывинчивание метчика из отверстия. Инструмент включают нажатием на курок. Редуктор и реверсивный механизм смазывают густой смазкой через имеющееся в корпусе отверстие. Метчик смазывают маслом. Нельзя допускать перекоса метчика относительно оси отверстия детали. При нарезании резьбы следует слегка нажимать на корпус, а следовательно, и на метчик. При прекращении нажатия на метчик пневмоиарезатель изменит направление вращения, а метчик вывернется из отверстия. После нарезания резьбу промывают, продувают воздухом и проверяют. Поломка метчиков является одной из причин брака деталей; она происходит в основном в результате ошибок в приемах работы и некачественного подбора метчиков. На рис. 5, а доказана тpex-штырьковая вилка, предназначенная для удаления сломанных метчиков из нарезаемого отверстия.. Прежде чем начать выворачивать сломанный метчик из детали, нужно в отверстие залить керосин, чтобы облегчить удаление осколка метчика. Затем отвертку вставляют в шлиц вилки и, осторожно раскачивая, выворачивают осколок сломанного метчика. Если из отверстия торчит обломок метчика, выступающую часть захватывают плоскогубцами или ручными тисочками и удаляют из отверстия. При отсутствии выступающей части сломанного метчика в его канавку вставляют вилку и, слегка вращая вороток влево, осторожно выворачивают метчик из отверстия детали. Иногда приходится для извлечения сломанного метчика, изготовленного из быстрорежущей стали, нагревать в муфельной печи деталь вместе с метчиком и охлаждать ее вместе с печью. Отожженный этим способом метчик высверливают.
Рис. 4. Если сломан метчик из углеродистой стали, деталь вместе с застрявшим обломком нагревают докрасна, медленно охлаждают, высверливают застрявшую часть метчика и выворачивают специальным конусообразным метчиком со спиральной левой резьбой. Если деталь имеет большие размеры и ее нагрев затруднен, применяют следующие способы: Иногда для извлечения осколков метчиков их травят раствором азотной кислоты, который хорошо растворяя материал метчика незначительно действует на материал детали (алюминиевый сплав). В качестве катализатора применяют кусочки железной проволоки, которые опускают в раствор кислоты, залитой в отверстие. Через каждые 5—10 мин кислоту удаляют из отверстия пипеткой и отверстие вновь наполняют кислотой. Процесс продолжают несколько часов, до тех пор, пока металл метчика не будет окончательно разрушен. После этого отверстие промывают. Запрещается разламывать (разбивать) метчик на мелкие кусочки закаленным пробойником, напоминающим кернер, из-за возможной травмы глаз, кроме того, при этом повреждается резьба в детали. Можно извлекать метчик электроискровым способом, если габаритные размеры детали позволяют применить этот метод.
Рис. 5. Приемы удаления поломанных метчиков из отверстия заготовки
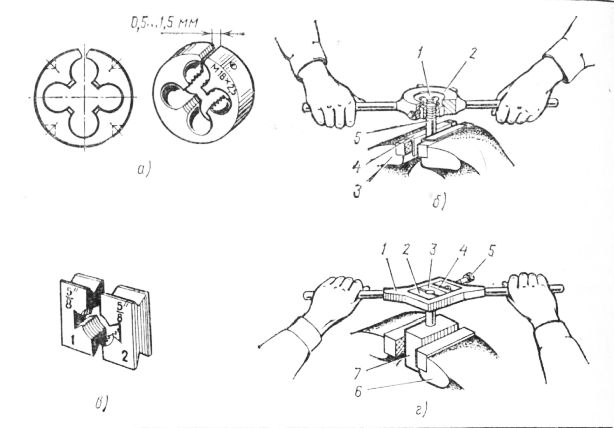
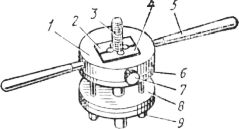
Рис. 6. Нарезание резьбы плашкой При нарезании резьбы метчиком на станке следует руководствоваться правилами техники безопасности при работе на сверлильных станках. При нарезании резьбы метчиками и плашками вручную в деталях с сильно выступающими острыми частями следят за тем, чтобы при повороте воротка не поранить руки. При использовании электро- и пневмоинструментов соблюдают соответствующие правила техники безопасности. Нарезание наружной резьбы. Наружную резьбу нарезают плашками вручную и на станках. В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические). Круглые плашки изготавливают цельными и разрезными. Цельные плашки представляют собой стальную закаленную гайку, в которой прорезаны сквозные продольные отверстия для выхода стружки. С обеих сторон плашки имеются заборные части — 1,5—2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход. Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль. На рис. 7, б показан способ установки круглой плашки в обойму воротка и приемы нарезания резьбы на шпильке, установленной между алюминиевыми прокладками в губках тисков. При нарезании резьбы нужно следить за тем, чтобы вороток не создавал перекоса резьбы. Раздвижные (призматические) плашки состоят из двух квадратных половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифры на квадратных поверхностях, а на боковых сторонах имеются угловые пазы, которыми их крепят в угловых выступах воротка. Для обеспечения врезания в нижней части плашек имеются фаски, а для равномерного распределения давления винта на полуплашки (во избежание перекоса полуплашек) в квадратном окне корпуса воротка установлен направляющий сухарь. Сухарь винтом перемещается совместно с полуплашкой по направляющим угловых выступов окна корпуса воротка и создает равномерное давление на нарезаемую деталь, закрепленную в тисках. При этом нужно следить за тем, чтобы обрабатываемая деталь была смазана, а полуплашки врезались в нее примерно на 1—2 витка. Вороток вращают двумя руками на один-два оборота вправо и на пол-оборота влево. Для предупреждения брака и поломки зубьев в полуплашках необходимо следить за перпендикулярным положением оси плашки по отношению к оси нарезаемой детали; полуплашки должны врезаться в деталь без перекоса. Чтобы нарезать резьбу без перекоса, применяют специальный вороток с направляющим кольцом. Вороток состоит из круглой обоймы с двумя ручками. Во внутренней части обоймы имеется обработанное квадратное окно со вставленными призматическими полуплашками. На боковой стороне установлен винт, прижимающий полуплашки друг к другу. Для того чтобы на детали резьба была нарезана без перекоса, в нижней части обоймы закреплена винтами шайба и два направляющих болта, по которым перемещается кольцо. Кольца изготавливают сменные в зависимости от диаметра нарезаемой цилиндрической детали. Проверка нарезаемой внутренней резьбы производится резьбовыми калибрами-пробками, а наружной — резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами 3-го класса точности.
Рис. 7. Специальный вороток с разрезными плашками и направляющим кольцом
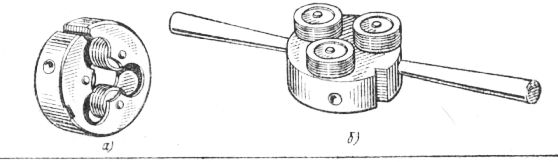
Рис. 8. Резьбонакатнаи плашка (а) и вороток с рсзьбонакцтными роликами Резьбонакатными плашками накатывают резьбы диаметром от 4 до 42 мм и шагом от 0,7 до 2 мм. Накатку выполняют на станках и вручную. Резьба получается более прочной, поскольку волокна металла в витках не перерезаются, а сминаются. Кроме того, при пластической деформации металла его волокна упрочняются и резьбовая поверхность получается более чистой. При слесарно-сборочных работах широко применяют плашки для накатывания и нарезания резьбы на трубных соединениях. Реклама:Читать далее:Развертывание и торцевание отверстийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|