|
|
Категория:
Крупные электрические машины В крупных машинах насадка на вал выполняется, как правило, с нагреванием насаживаемой детали или узла. Наибольшую трудность представляет насадка высоких сердечников, не имеющих остова. Длительное время считали, что для насадки на вал такие сердечники должны обязательно растачиваться на карусельном станке. Однако с увеличением их высоты растачивание отверстий вызывало все большие трудности, так как с увеличением длины расточки увеличивался вылет ползуна суппорта, что вызывало его отжатие и, как следствие, конусность расточки. Кроме того, при малом диаметре отверстия (350—500 мм) и большой высоте сердечника не удавалось точно выверить его на станке. Это приводило к перекосу и смещению оси расточки относительно геометрической оси сердечника. В результате после насадки наблюдалось большое биение сердечника. Многочисленными измерениями сердечников, собранных в приспособлении на оправке, установлено, что овальность и конусность нерасточенного отверстия находятся в пределах второго-третьего классов точности, а смещение листов («гребенка») не превышает 0,1—0,15 мм. Расчеты показали, что если при обработке сопрягаемой поверхности вала за номинальный размер принять диаметр отверстия в листах сердечника и сохранить допустимые отклонения согласно горячей (Гр) посадке системы допусков и посадок ГОСТ, то в сопряжении сердечника с валом наименьший натяг будет полностью соответствовать горячей посадке, а наибольший и средний натяги окажутся несколько выше. Возможное в связи с увеличением наибольшего натяга повышение нормальных напряжений в листах сердечника, как показали расчеты, в большинстве случаев неопасно. Поэтому от растачивания отверстий в сердечниках под насадку на вал отказались.
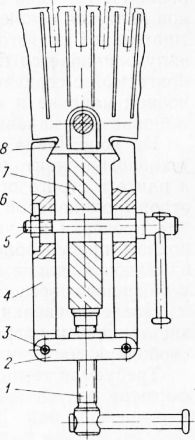
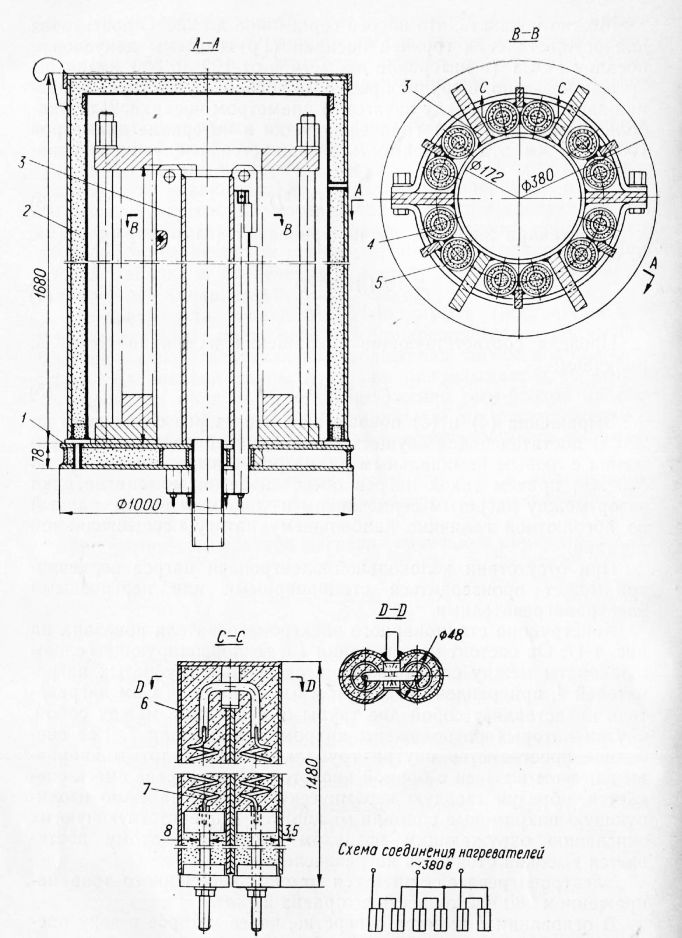
Рис. 1. Приспособление для подтягивания сердечника к ребрам. В настоящее время насаживаются без растачивания сердечники высотой до 2000 мм (при диаметре отверстия 350 мм и больше). Насадка по горячей посадке таких высоких сердечников является исключительно ответственной операцией и требует тщательной подготовки, которая заключается в следующем. На валу опиливается шпоночная канавка и заходный конус на сопрягаемой с сердечником ступени. Шпонка подгоняется по шпоночной канавке в сердечнике и в валу и затем закрепляется в шпоночной канавке вала. На конец вала насаживается полумуфта (постоянная или технологическая), после чего вал прикрепляется за полумуфту к плите в строго вертикальном положении. Затем подбираются стропы одинаковой длины и на них приподымается сердечник для проверки правильности расположения рым-болтов на сборочном приспособлении. При правильном их расположении и одинаковой длине стропов ось сердечника должна занимать устойчивое отвесное положение. После проверки сердечник устанавливают в колокольную электропечь и нагревают до температуры, обеспечивающей его свободную насадку. Температура нагрева сердечников не должна превышать 220—250 °С, так как в противном случае возможно разрушение лакового покрытия. Можно показать, что нагрев сердечника до 220 °С достаточен для осуществления горячей посадки (Гр) системы допусков и посадок ГОСТ (в интервале диаметров от 100 до 500 мм). Выражения (4) и (5) показывают, что нагрев сердечника до 220 °С достаточен для осуществления горячей посадки в сопряжении с любым номинальным диаметром в интервале от 100 до 500 мм причем такой нагрев обеспечивает в момент насадки зазор между нагретым сердечником и холодным валом, равный по абсолютной величине наибольшему натягу осуществляемой посадки. При отсутствии колокольной электропечи нагрев сердечников может производиться стационарными или переносными электронагревателями. Конструкция стационарного электронагревателя показана на рис. 2. Он состоит из основания с теплоизолирующим слоем шлаковаты между его стенками и сдвоенных трубчатых нагревателей, прикрепленных хомутом к колонне. Сам нагреватель представляет собой две трубы, сваренные между собой, внутри которых расположены нихромовые спирали. Все свободное пространство внутри труб заполнено молотым кварцевым песком в смеси с борной кислотой. При нагреве смесь спекается, образуя твердую керамическую массу, надежно изолирующую нихромовые спирали от корпуса и препятствующую их окислению окружающим воздухом. Благодаря этому достигается высокая стойкость нагревателей. Электронагреватель питается от сети переменного тока напряжением 380 в. Мощность его равна 22 кет. В основании имеется отверстие, через которое в зону расположения нагревателей введена термопара (на рисунке не показана), соединенная с устройством автоматического регулирования температуры.
Рис. 2. Стационарный электронагреватель. Для нагрева сердечник устанавливается на основании нагревателя. При этом колонна с трубчатыми нагревателями располагается в центральном отверстии сердечника. Для уменьшения потерь тепла вся установка закрывается кожухом. Насадка сердечников на вал осуществляется следующим образом. Нагретый и висящий на стропах сердечник разворачивают до тех пор, пока шпоночная канавка в отверстии не совместится с шпонкой на валу. Затем сердечник опускают, сначала медленно, а потом, когда он будет достаточно надежно направляться валом, быстро (почти со скоростью свободного падения). При этом сердечник под действием собственного веса доходит до упорного бурта.
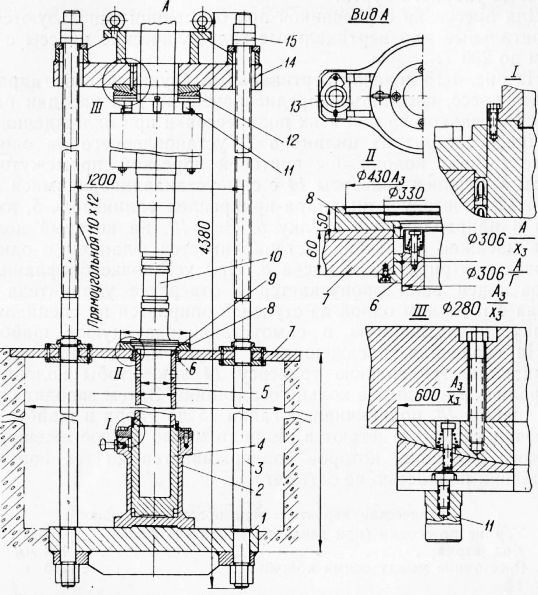
Рис. 3. Гидравлический пресс для насадки и подпрессовки сердечников. Охлаждение сердечника на валу необходимо производить с приложением осевого усилия к сердечнику, которое должно действовать в направлении к упорному бурту. Это вызвано тем, что нагретый сердечник длинее холодного. Если сердечник остывает неравномерно и раньше произойдет схватывание металла вала и сердечника в его верхней части, то при дальнейшем остывании нижний торец сердечника будет отходить от упорного бурта. При охлаждении под нагрузкой по мере остывания и уменьшения длины сердечника происходит его подпрес-совка до упорного бурта. Для прессовки сердечников при остывании используются горизонтальные или вертикальные гидравлические прессы с усилием до 200 Т. На рис. 3 показан вертикальный двухколонный гидравлический пресс, специально предназначенный для насадки нагретых сердечников на вал и их подпрессовки при охлаждении. Пресс состоит из цилиндра, установленного на опорной плите, двух колонн с винтовой нарезкой, промежуточной плиты, верхней траверсы с самоустанавливающимися шайбами. К штоку цилиндра прикреплен удлинитель, входящий в направляющую втулку. Вал, на который должен быть насажен сердечник, устанавливается фланцем в одну из заточек центрирующего диска. При установке бесфланцевых валов конец вала пропускается в отверстие удлинителя и штока и торцом одной из ступеней опирается на специальную втулку, вкладываемую в самоустанавливающуюся шайбу. На сердечник, насаженный в нагретом состоянии на вал, устанавливают верхнюю траверсу так, чтобы колонки упирались в нажимное кольцо сердечника. Затем заводят откидные шайбы, подвинчивают гайки до упора в шайбы и, включив насос, нагнетают в цилиндр масло до достижения требуемого давления, которое поддерживается до тех пор, пока сердечник полностью не остынет. Сердечники, собранные на остове, нагреваются перед насадкой на вал в колокольной электропечи до 200—220 °С. Насадка осуществляется в вертикальном положении. При малом весе вала предпочитают насаживать сердечник на вал. Если же вал тяжелый, его опускают в расточку остова сердечника, установленного над ямой. Производить нагрев сердечников диаметром свыше 3 000 мм в электрических печах нецелесообразно, так как для этого потребуются крупногабаритные печи, которые будут занимать большую производственную площадь при малой загрузке. Поэтому сердечники больших размеров нагревают намагничивающей обмоткой аналогично описанному выше. Харьковский электромеханический завод производит нагрев сердечников для насадки посредством переносных электронагревателей. Сердечник устанавливается над ямой; в расточку остова опускается нагреватель и подключается через трансформатор к сети. Для уменьшения теплоотдачи сердечник закрывается асбестовым полотном. При достижении заданной температуры нагреватель отключается от сети и вынимается из остова, а вместо него опускают в расточку нагретого остова вал. Реклама:Читать далее:Конструктивные и технологические особенности коллекторовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|