|
|
Категория:
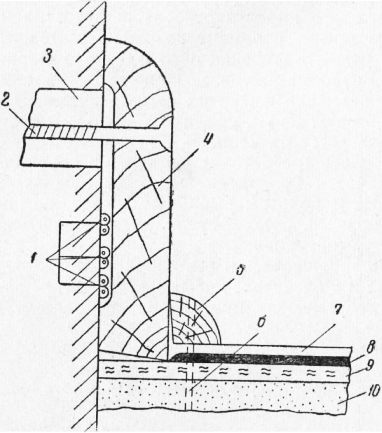
Столярные работы Далее: Ремонт линолеума Линолеум настилают тогда, когда полностью закончен монтаж санитарно-технических систем, электромонтажные и малярные работы. В тресте «Мосотделстрой» применяют двойные плинтуса, состоящие из собственно плинтуса и раскладки. В этом случае плинтус прибивают к стене до начала малярных работ, а раскладку — после наклейки линолеума. Линолеум в силу своей гибкости (эластичности) обладает способностью воспроизводить все неровности основания. Поэтому от качества основания зависит в первую очередь качество настилки полов из линолеума. Подготовка основания под настилку. Основания всех видов должны быть совершенно ровными, чистыми, сухими, прочными, без трещин. Все неровности на поверхности, выполненной из це- ментно-песчаного раствора, устраняют шпаклеванием или зачисткой механическим способом, а на поверхности из дощатого настила — строганием и частичным шпаклеванием. Дощатый настил выполняют из сухих досок шириной не более 10 см. Доски укладывают сердцевинной стороной поочередно вверх и вниз, что уменьшает деформацию, вызываемую усушкой и короблением. Влажность основания из досок должна быть 8— 10%. Ровность основания проверяют двухметровой рейкой, прикладывая ее к основанию во всех направлениях. Просветы между рейкой и основанием допускаются плавные и не более 2 мм. Линолеум можно настилать только по хорошо просушенному основанию, чтобы он не отставал, не вздувался и не трескался при усушке досок. Цементно-песчаные и шлакобетонные основания требуют 4—6-недельной сушки, а ксилолитовые — 3-недельной. На основание из древесно-волокнистых плит линолеум можно укладывать на другой день после его устройства. Влажность основания проверяют при помощи промокательной или папиросной бумаги, которую укладывают на основание и покрывают куском линолеума площадью 2 м2. Через 2—3 дня по количеству скопившейся под линолеумом влаги и по внешнему виду бумаги можно установить степень влажности основания. Если бумага за этот срок не пропиталась водой, то это указывает на то, что основание является достаточно сухим и пригодным для наклейки линолеума.
Рис. 1. Двойной плинтус: Раскрой линолеума. Рулоны линолеума раскатывают не позднее чем за сутки до его укладки при температуре помещения не ниже 5 °С. При раскатке рулонов следует избегать резких перегибов листов. Разрезают линолеум по линейке на полосы нужной длины с учетом напуска смежных листов друг на друга на 10—15 мм. Для разметки и разрезания пользуются ножами — кривым и косым, линейкой стальной или дюралюминиевой длиной 1 м и шнуром. Полосы укладывают на предназначенные места в комнатах перпендикулярно наружной стене (по свету), а в коридорах вдоль стены с нахлесткой 10—15 мм. Линолеум с рисунком раскраивают с таким расчетом, чтобы рисунок в местах примыкания полос совпадал. При настилке линолеума с фризом применяют линолеум разных цветов. Полосы линолеума раскраивают с учетом напуска и начинают с фриза. Раскроенные листы должны быть разложены ровно, в таком положении их оставляют на 2—3 дня, чтобы они распрямились. Наклеивание линолеума. Применяемые для наклейки линолеума холодные битумные мастики, содержащие в качестве растворителя битума обычно сольвент или уайт-спирит, при твердении выделяют летучие вещества, что вызывает в отдельных местах вздутие линолеума. Более высокое качество наклейки линолеума достигается применением холодной мастики, приготовленной на соляровом масле. Она водоустойчива, не оказывает разрушающего воздействия на линолеум и стяжку (основание) и не содержит летучих и вредных для здоровья веществ. Кроме того, мастика на соляровом масле схватывается и затвердевает быстрее. Твердение ее происходит преимущественно за счет впитывания части растворителя в основание. Холодную мастику приготовляют из битума марки БН-7, извести-пушонки влажностью не более 3%, асбеста шестого и седьмого сорта влажностью не более 7% и солярового масла в пропорциях по весу 6: 1,5 : 1 :4. Нагревают и обезвоживают битум в котле при температуре не более 200°С. Одновременно в другом котле известь и асбест тщательно перемешивают с соляровым маслом. Затем в расплавленный и обезвоженный битум вводят небольшими порциями при непрерывном помешивании смесь из второго котла. Вначале битум будет вспениваться. После полного прекращения вспенивания и получения однородной массы готовую мастику разливают в соответствующую тару. Подают мастику к месту работы в охлажденном виде. Прежде чем производить наклейку линолеума на холодной мастике, необходимо проверить качество основания. Основание должно быть ровным и гладким. Обнаруженные отдельные впадины выравнивают шпаклевкой или затиркой, а дощатое основание тщательно прострагивают. Проверенное основание тщательно очищают от мусора и пыли, Рулоны линолеума, как было сказано выше, заранее разрезают на полотнища необходимых размеров и в раскатанном виде выдерживают 1—2 суток при температуре не ниже 5° С. Затем на основание наносят слой холодной мастики толщиной 1 мм и укладывают на него полотнища линолеума. Наклейка производится внахлестку с напуском в 12—15 мм на ранее уложенное полотнище. Кромки стыкуемых полотнищ на ширину 80—100 мм оставляют до прирезки неприклеенными. После этого тщательно разглаживают полотнища и в местах напуска одновременно прирезают по стыкам. Наконец, края их подклеивают и по линии стыка тщательно приглаживают молотком.
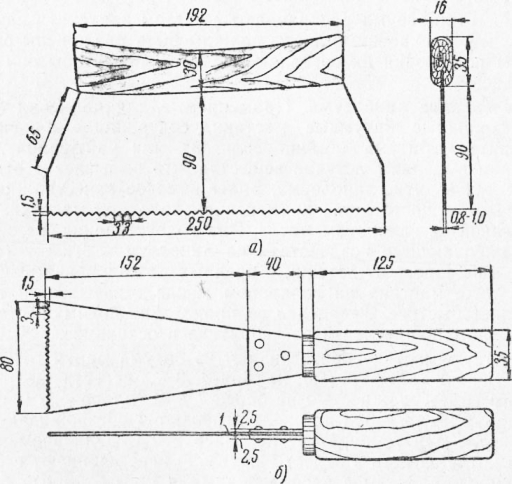
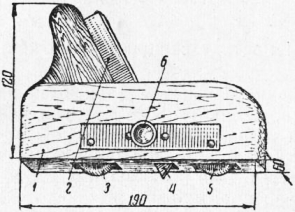
Рис. 2. Зубчатые шпатели для нанесения и разравнивания клеящих мастик на основание: Кроме того, для наклеивания линолеума можно применять резино-битумную мастику, которая обеспечивает высокую прочность проклеивания линолеума, водостойкость его, водонепроницаемость и эластичность. В состав мастики входит (в % по весу): битум марки 1У-61, бензин Б-70-26, резиновая смесь— 1, каолин— 12. Приступая к наклеиванию на резино-битумной мастике, осторожно отгибают выпрямившиеся полосы линолеума до середины длины и наносят от середины на основание мастику при помощи зубчатого шпателя. Шпатель держат с уклоном к себе и нажимают им на основание. Зубцы шпателя на слое мастики образуют гребни, способствующие более быстрому улетучиванию бензина и твердению мастики. Загустевшую мастику разбавляют бензином так, чтобы выходящие из-под зубцов шпателя гребни не расплывались и сохраняли свою форму до укладки линолеума. Уложенные на слой мастики полосы линолеума с силой разглаживают вручную при помощи мешковины или прокатывают ручным катком. Прокатку ведут от середины листа к краям до полного удаления воздушных пузырьков из-под линолеума. Попавшую на линолеум мастику счищают тряпочкой, смоченной в бензине. Вибрационный каток С-661 предназначен для прокатывания рулонных материалов (линолеума, релина) после наклеивания их на основание пола. Он состоит из рамы, рабочих катков, маятникового электровибратора и рукоятки. Рабочие катки обтянуты мягкой резиной толщиной 5—6 мм. Для перемещения виброкатка служит рукоятка, на которой смонтирован выключатель. На раме закреплен маятниковый вибратор, являющийся возбудителем колебаний. Во время работы вибратора вертикальные колебания передаются на ролики катка. Вибратор легко снимается с рамы, что облегчает его транспортировку. Производительность катка 100—150 м2/час, ширина обрабатываемой полосы 450 мм, вес без кабеля 96 кг. Прирезка и приклейка стыков. По истечении 2—3 дней после наклеивания полос линолеума, когда мастика частично подсохнет, приступают к прирезке и приклейке кромок соседних полос. В местах напуска листов, перекрытых внахлестку, кромки режут по линейке, прорезая одним глубоким резом обе кромки, чем достигается точное совпадение стыкуемых листов и незаметность шва.
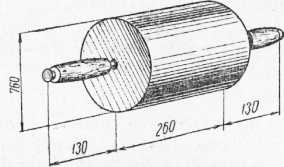
Рис. 3. Ручной каток конструкции Кулшшва для прокатывания наклеиваемого линолеума Приспособление для прирезки кромок листов линолеума состоит из деревянной колодки с ручкой, ножа с предохранительным чехлом, двух роликов, зажимного винта, стальных накладок и планки. В колодке нож закрепляют с помощью зажимного винта таким образом, чтобы лезвие ножа выступало на величину, равную толщине двух листов линолеума.
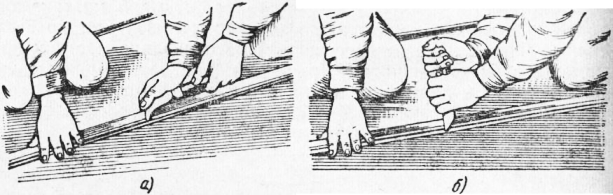
Рис. 4. Приемы прорезки кромок:
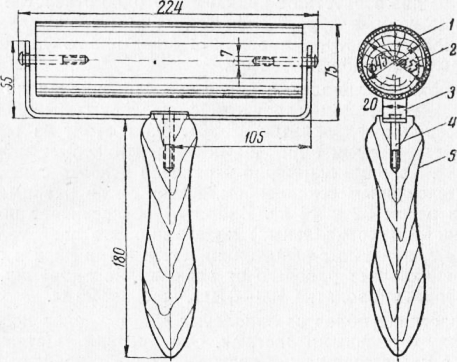
Рис. 5. Приспособление для прирезки кромок листов линолеума: Прирезку с помощью приспособления выполняют таким образом. На верхнее полотно на расстоянии 25—30 мм от кромки накладывают деревянную рейку. Затем вплотную к ней устанавливают инструмент и, прижимая рейку левой рукой, правой прокатывают его вдоль рейки. Затем края листов приподнимают, наносят мастику и приклеивают кромки листов к основанию, прокатывая их валиком (рис. 425). Для улучшения прочности приклейки кромок к основанию целесообразно под места стыков листов линолеума приклеивать полоски тонкой ткани (серпянки) шириной 8—10 см. Ткань препятствует образованию щелей в местах стыков. Чтобы кромки линолеума плотно прилегали к основанию, вдоль стыка кладут рейки и прижимают их кирпичом. Последней операцией при настилке линолеума является прибивка раскладок к плинтусу. При устройстве полов для лучшего приклеивания кромок к основанию и уплотнения линолеума в стыках применяют ножные катки. Катки состоят из деревянного подножника с прикрепленными к нему двумя вращающимися валиками. Валики сделаны из обрезков стальных труб диаметром 1”, покрытых резиной (может быть использован резиновый шланг). Внутри, с обеих сторон каждого валика, в специально расточенные в трубе гнезда запрессованы шарикоподшипники, которые плотно насажены на ось. Оси валиков своими концами входят в специальные гнезда кронштейнов, приваренных к рамке, прикрепленной шурупами к деревянной колодке катка. Колодка покрыта резиновым ковриком. Размер катка 32X10X7,5 см. Катки с помощью ремня надевают на ступни ног и движениями, как при натирке полов, прокатываются по швам.
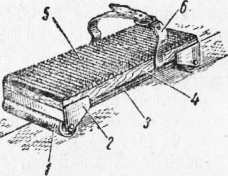
Рис. 6. Валик для прокатывания стыков линолеума: Полихлорвиниловый линолеум при наклейке плохо поддается прокатке.
Рис. 7. Каток для прикатывания стыков наклеиваемого линолеума: Для прокатки линолеума после его наклеивания на основание Одесским заводом строительно-отделочных машин выпускается серийно виброкаток С-661. Он состоит из тележки с дзумя обрезиненными барабанами и маятниковым вибратором типа С-482 На раме шарнирно укреплена рукоять с выключателем и штепсельным соединением. Каток легко разнимается на две части весом 52 и 44 кг. Вибратор обеспечивает получение направленных (вертикальных) колебаний. Это дает увеличение сцепления линолеума с основанием почти в три раза и одновременно предохраняет рабочего от воздействия вибрации. Производительность виброкатка 100—150 м2/час, вес 96 кг. При настилке полов из линолеума много хлопот доставляют швы между отдельными листами. Они требуют тщательной обработки, а места соединения листов — стыки — требуют плотной подгонки. Обычно стыки склеивают, но такие стыковые соединения недостаточно прочны и довольно быстро разрушаются. В последнее время для соединения стыков линолеума стали применять сварку. Сварные соединения обладают высокой прочностью и обеспечивают полную герметичность. В этом случае для наклеивания линолеума используют клей, растворимый в воде, содержащий сульфитно-щелочную основу, или же нерастворимый в воде. Последний используется при работе в сырых помещениях; он горюч, ядовит и при пользовании им требует строгого соблюдения правил техники безопасности. Наклейка должна производиться в помещениях при температуре не ниже 15 °С. Листы должны быть выпрямлены, для этого рулон за 2—3 дня до их наклейки раскатывают. При наклейке на основание листы линолеума укладываются внахлестку (по 30 мм) и вдоль стыков на 60—70 мм не приклеиваются. После 2—3 дней естественной сушки лишний линолеум обрезают, приклеивают участки линолеума, оставленные вдоль стыков, и приступают к их сварке. Перед сваркой производится разделка кромок линолеума — они срезаются под углом 60° вручную ножом или пневматической машинкой РСУ-8, оснащенной специальной фрезой. Пневматическая машинка РСУ-8 снабжена упором, предохраняющим основу линолеума и пол от повреждений, и перемещается рукой по линейке вдоль стыка. Устанавливается упор в зависимости от толщины линолеума.
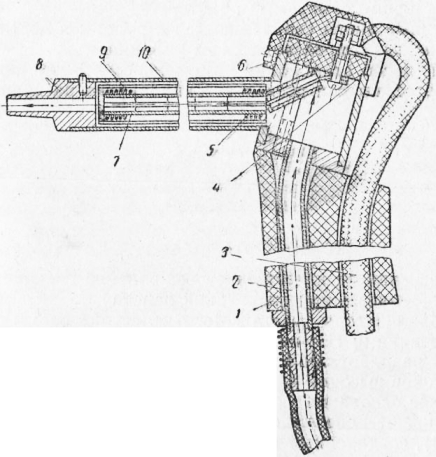
Рис. 8. Горелка для сварми линолеума В процессе сварки наконечник опирается на разделку линолеума и перемещается вдоль свариваемого стыка. Сварка линолеума производится слева направо. В правой руке сварщик держит горелку, а в левой — направляющий ролик. Нагрев производится до появления блеска на присадочном материале и свариваемых кромках линолеума. Появление влажного блеска является признаком правильного нагрева. Через 2—Змин. после окончания сварки сварной шов полностью остывает и приобретает необходимую прочность в начале и конце стыка. После остывания сварочного шва концы присадочного материала отрезают ножом, а оставшиеся неровности в начале и конце сварного шва выравнивают нагретым концом наконечника. Стыкование линолеума может производиться и на отдельном участке, где необходимый по форме и размерам настил линолеума сваривается заранее. Стыкование полотнищ производится на бумажной или тканевой ленте толщиной 0,15—0,2 мм, шириной 20—40 мм, которая наклеивается с тыльной стороны стыкуемых полотен. Сваренные листы сворачиваются в рулоны и доставляются в помещения, где и производится их укладка. Такой способ стыкования на отдельном участке является более прогрессивным и позволяет рационально раскраивать материал, обеспечивает качественное выполнение соединений и снижает трудоемкость при стыковании полотен.
Рис. 9. Утюг для сварки линолеума Рационализаторы треста «Мосотделстрой» № 5 в содружестве с работниками Научно-исследовательского института «Строй-дормаш» разработали новый способ настилки линолеума с помощью токов высокой частоты. На заранее подготовленное ровное и сухое основание укладывают полотна линолеума. На шов устанавливают специальный нагревательный прибор — утюг, соединенный с высокочастотным генератором. Затем включают электроток. Проходит не более 15 сек., и участок шва сварен. Сварной шов получается заподлицо, гладким, мало заметным. После сварки всех швов получается цельное полотнище, которое достаточно лишь прикрепить плинтусом по периметру комнаты.
Рис. 100. Процесс сварки линолеума Релин. Релин — это линолеум, изготовляемый из отходов резины. Релин представляет собой двухслойный рулонный материал шириной 1,2—1,8 м и толщиной 3 мм. Верхний декоративный слой делают из цветной резиновой смеси на синтетических каучуках, нижний слой — из битумно-резиновой смеси с наполнителями. Релин прочен и долговечен. Основанием пола служит пенозолобетон или шлакобетон, укладываемый на звукоизоляционную прокладку толщиной 40—60 мм. На основание пола релин наклеивают холодными и горячими битумными мастиками. Полы из новых материалов. В недавно сооруженном здании Института педиатрии в Москве полы изготовлены из полимеров. В них нет ни одного шва, не забито ни одного гвоздя. Поверхность полов твердая, гладкая и упругая. Материалом для них служит специальная жидкая паста, приготовленная из полимеров. При помощи распылителя паста наносится ровным слоем толщиной 2,5—4,5 мм на основание. Затем она в течение трех суток затвердевает, образуя монолитную поверхность. Работники Всесоюзного института новых строительных материалов Академии строительства и архитектуры СССР разработали технологию производства из соломы облицовочных плит для внутренней отделки зданий, для обшивки потолков и для полов. Плиты для внутренней отделки и обшивки потолков имеют объемный вес 870 кг/мя, предел прочности при изгибе 220 кг/см2, водопоглощение 28%. Плиты для полов имеют объемный вес 850—1000 кг/м3, водопоглощение 30%, прочность при изгибе 200—250 кг/м2. Технология производства этих плит состоит в следующем. Прежде всего солому варят, затем ее режут в обычных соломорезках, после чего она поступает в молотковую кормовую дробилку и, наконец, направляется на формовочную машину, оборудованную подпрессовочными устройствами. Изоляционные плиты обрабатываются огнестойким составом, а отделочные или полутвердые плиты, в сырьевую смесь которых добавляют еще 4—8% фенолформальдегидной смолы, после формовки еще прессуются под давлением до 50 кг/см2. Новая технология производства плит из соломы дает возможность целинным безлесным районам самим обеспечить себя неограниченным количеством прекрасных строительных материалов. Так, например, из одной тонны соломы можно получить 240 м2 изоляционных плит толщиной 12,5 мм или 250 м2 твердых плит толщиной 4—5 мм. Реклама:Читать далее:Ремонт линолеумаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|