|
|
Категория:
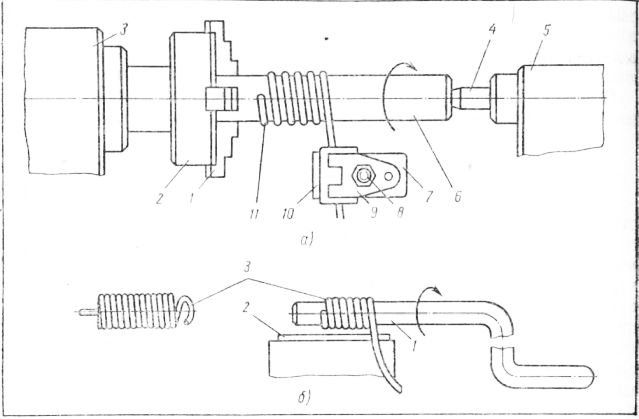
Практика слесарно-сборочных работ В слесарно-сборочных мастерских и на ремонтных заводах часто приходится изготовлять различные спиральные пружины, необходимые для ремонта тракторов, автомобилей и вспомогательных ремонтных работ, комбайнов, жаток и др. По форме спиральные пружины делят на цилиндрические и конические, а по виду нагружения — на пружины сжатия, растяжения и скручивания. У пружин, работающих на сжатие, витки расположены на некотором расстоянии друг от друга. У пружин, работающих на растяжение, витки плотно прилегают друг к другу. Последние витки пружин, работающих на растяжение, загибают в виде полукольца и затачивают точно под углом 90° к оси пружины. Пружины, изготовленные из проволоки диаметром до 8 мм, навивают в холодном состоянии с последующей термической обработкой (отпуском). Пружины общего назначения, работающие при относительно низких напряжениях, навивают холодным способом из стальной углеродистой холоднотянутой проволоки. Для изготовления пружин для двигателей внутреннего сгорания, работающих при разных температурах, используют проволоку из качественной углеродистой и легированной стали 60Г, 55С2, 50ХГ, 50ХФА и др. Пружину, работающую на сжатие, навивают на токарном станке или автомате. Вначале в кулачки патрона передней бабки станка закрепляют оправку, затем центром, вставленным в конус задней бабки, прижимают оправку. Отожженный конец проволоки закрепляют в отверстии оправки и загибают. Затем выправляют заготовку проволоки и укладывают между двумя деревянными пластинами и закрепляют их болтом в резцедержателе суппорта токарного станка; после чего устанавливают шаг витка, включают суппорт станка и навивают пружину. Способ навивки пружин на токарном станке является самым простым.
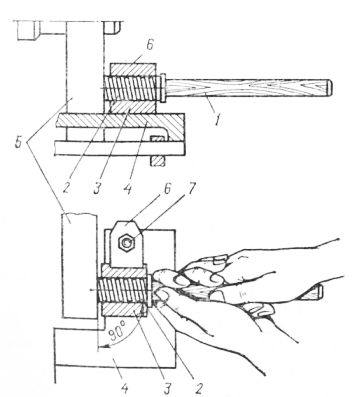
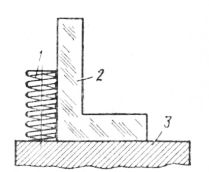
Рис. 1. Навивка спиральных пружин Спиральные пружины, работающие на растяжение, можно навивать и вручную на оправке в слесарных тисках. Для этого нужно подобрать стальную цилиндрическую оправку соответствующего диаметра. Конец оправки загнуть и просверлить в ней отверстие, диаметр которого на 1 —1,5 мм больше диаметра заготовки проволоки. Отожженный конец проволоки вставляют в отверстие оправки и закрепляют проволоку между двумя деревянными пластинами в слесарных тисках. Затем правой рукой вращают отогнутый конец оправки, а левой прижимают оправку с проволокой к пластинам. При навивке витков пружины следят за тем, чтобы они ложились равномерно. При расчете пружин, работающих на растяжение, к полученной по расчету длине заготовки проволоки следует прибавить длину двух витков на концевые кольца, а для пружин, работающих на сжатие, — на опорные концы и на заделку концов в оправку при навивке. На рис. 2 показан способ заточки (заправки) торца спиральной пружины боковой поверхностью абразивного круга. Эту операцию производят на цилиндрической деревянной оправке с буртиком, к которому прижимается спиральная пружина. Буртии необходим для предохранения пальцев рук от ожогов и порезов при заточке. Болтом закрепляют установкой на столике станка, на столик кладут пластинку. На оправку надевают заготовку пружины. Двумя руками берут оправку, удерживая на ней пружину кладут пластину. Прижимают оправку к боковой поверхности установа и осторожно (во избежание прихвата первого витка пружины между кругом и столиком) подводят оправку с пружиной к шлифовальному кругу. Вначале затачивают один торец пружины, затем поворачивают пружину и затачивают второй торец, размеры пружины периодически проверяют по микрометру. Заправка торцов пружин вручную без оправок категорически запрещается. Правильность навивки цилиндрических спиральных пружин проверяют с помощью таврового угольника, установленного на контрольной плите. Конические спиральные пружины изготовляют так же, как и цилиндрические, разница лишь в том, что вместо цилиндрической оправки в патроне токарного станка закрепляют коническую оправку с углом конусности, равным углу наклона конической пружины. Торцы конических спиральных пружин затачивают так же, как и цилиндрических, в специальных оправках на наждачных точилах или на плоскошлифовальном станке с помощью специального упора и пластины; пластина имеет одну наклонную плоскость с углом наклона, равным углу наклона конической пружины.
Рис. 2. Заточка торцов спиральных пружин
Рис. 3. Контроль правильности навивки спиральных пружин
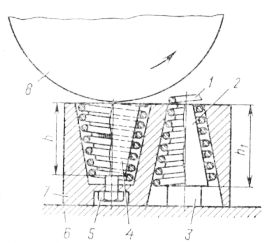
Рис. 4. Заточка торцов спиральной конусной пружины в приспособлении на плоскошлифовальном станке
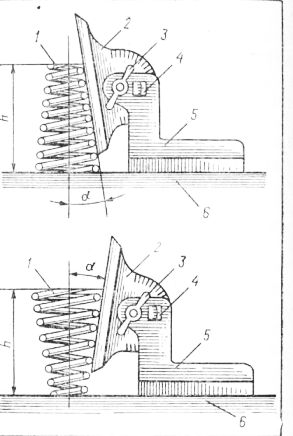
Рис. 5. Контроль спиральной конусной пружины с помощью угломерного устройства Торцы каждой спиральной пружины затачивают в специальном приспособлении на плоскошлифовальном станке. Для того чтобы витки пружины не выскакивали и не вибрировали, заготовку надевают на конусную оправку, вставляют в конусное гнездо (двухместное) приспособления и закрепляют гайкой. Приспособление устанавливают на электромагнитную плиту плоскошлифовального станка и включают его. Подводят шлифовальный круг и шлифуют торцы спиральной пружины, выдерживая размеры Л и hv При обработке верхнего (малого) основания пружины ее надевают на конусную оправку и устанавливают на подставку.
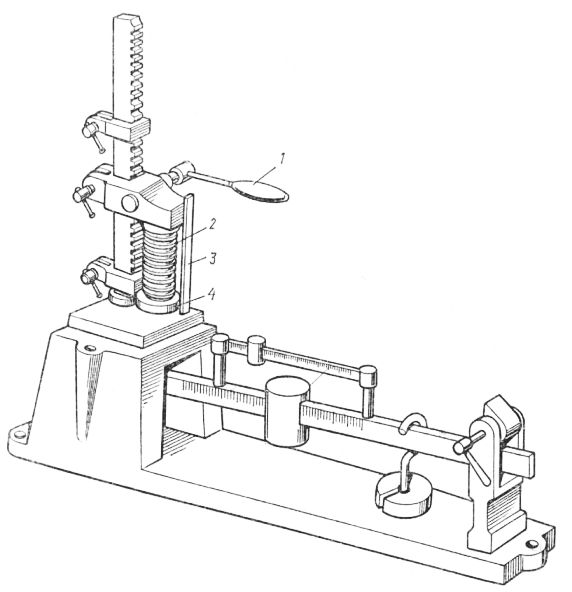
Рис. 6. Проверка упругости спиральных пружин на специальном приспособлении На рис. 5 показаны способы контроля конусной пружины, установленной на контрольной плите, специальным угломером, состоящим из угломерного диска со шкалой, установленного в прорезе угольника и закрепленного барашковой гайкой. Угломер На заданный угол а устанавливают по угломерной шкале на диске и по нониусу. Иногда при сборке необходимо проверить характеристику пружины, т. е. определить, какая требуется сила для того, чтобы сжать пружину на 1 см. Для проверки упругости цилиндрических и конусных спиральных пружин можно использовать то же приспособление, что и при контроле упругости поршневых колец. Сила упругости пружины, создаваемая при ее сжатии рукояткой, воспринимается чашкой и передается на механизм весов. Сжатие пружины определяют по масштабной линейке. Реклама:Читать далее:Краткие сведения о механических свойствах металловСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|