|
|
Категория:
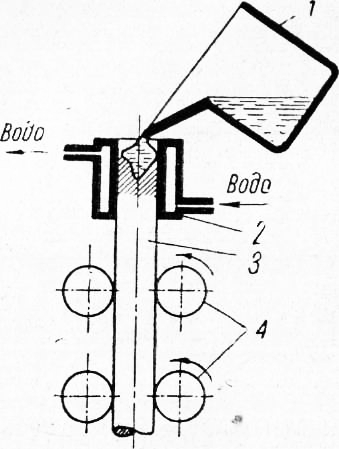
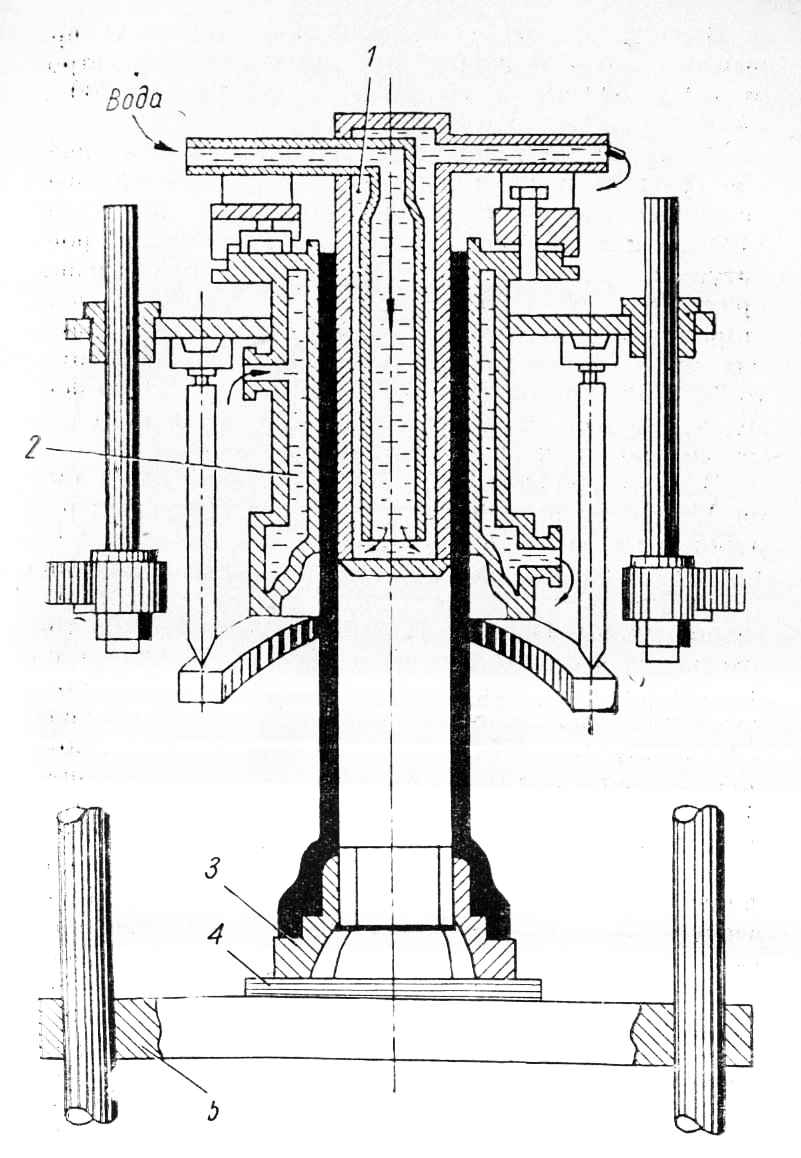
Развитие литейного производства Далее: Встают в строй центролиты В предыдущих разделах книги рассматривались многочисленные способы периодического литья, связанного с получением единичных фасонных отливок. В настоящее время на отечественных предприятиях все шире применяется непрерывное литье или, как еще называют, непрерывная разливка. И это не случайно, так как все непрерывные процессы, в отличие от периодических, обладают более высокой производительностью, стабильностью продукции, экономичностью и другими преимуществами. Помимо непрерывного применяется и полунепрерывное литье, характеризующееся перерывами в процессе литья для извлечения отлитого слитка или профиля. Непрерывным и полунепрерывным методами отливают из цветных сплавов, чугуна и различных сталей плоские, прямоугольные, круглые и квадратные слитки, прутки, фасонные профили, трубы или трубчатые заготовки, литой чугунный и стальной лист, проволоку и т. д. В самое последнее время в СССР освоен оригинальный процесс непрерывного литья нити, толщина которой меньше человеческого волоса. Непрерывная разливка стали является приоритетом СССР и была разработана группой советских ученых под руководством академика И. П. Бардина. Ее сущность заключается в том, что расплав из разливочного ковша равномерно заливается в медную водоохлаждаемую форму — кристаллизатор, где застывает, а образующийся слиток постепенно извлекается из кристаллизатора при помощи тянущих валков. Для улучшения поверхности заготовок внутренняя поверхность кристаллизатора смазывается перед заливкой растительным маслом. Процесс непрерывного литья очень производителен. Двух-ручьевая установка завода «Красное Сормово» дает 45—55 т стальных слитков в час. Синарский трубный и Могилевский металлургический заводы освоили полунепрерывный метод литья чугунных напорных труб с раструбом. При литье на специальной установке труба образуется между оправкой и кристаллизатором, которые охлаждаются водой. Раструб трубы формируется в нижней части кристаллизатора с помощью металлического стержня, когда он вместе с поддоном и столом поднят в крайнее верхнее положение. После включения машины стол начинает плавно опускаться, и при непрерывной заливке чугуна из кристаллизатора металлический стержень вытягивает отливку. В крайнем нижнем положении машина останавливается, а секторы стержня специальным механизмом отгибаются внутрь, что позволяет освободить и снять готовую трубу с машины. Далее процесс повторяется. Скорость вытягивания трубы с внутренним диаметром 300 мм и длиной 10 м из кристаллизатора составляет 2,2—2,4 м/мин. Стоимость чугунных литых труб, полученных полунепрерывным методом на 14—20% ниже, чем при карусельном способе. Установлено, что полунепрерывное литье чугунных водопроводных труб больших диаметров экономичнее, чем центробежное. При этом следует учесть, что в полунепрерывном литье происходит самоотжиг чугуна, поэтому трубы не имеют отбела.
Рис. 1. Схема непрерывного литья слитка.
Рис. 2. Упрощенная схема установки для полунепрерывного литья труб. В 1948 г. профессор А. В. Улитовский разработал лабораторный метод литья манганинового микропровода, толщина которого в несколько раз тоньше паутинки (человеческий волос слишком толст по сравнению с ним!). Это революционное открытие послужило мощным толчком в создании новой отрасли науки — микрометаллургии. На основе этой идеи был разработан промышленный метод литья микропровода. Внешне литейный цех по производству микропровода выглядит довольно необычно. Ровными рядами стоят установки, за работой которых следят операторы. Оказывается, это и есть печи, где отливается микропровод. Плавят металл токи высокой частоты. На бобину наматывается рожденный в недрах установок тончайший проводок —- в стеклянном туннеле раз в 20 меньше человеческого волоса непрерывно струится ручеек манганинового сплава. Из одной капли манганина вытягивается металлическая паутинка длиной в несколько километров. Какие же изделия создают из литой паутинки? Прежде всего миниатюрные резисторы — глаза, мозг и уши нашего стремительного века, основа электротехники, радиоэлектроники, точного приборостроения. Резисторы — детали для изготовляемых приборов электрического сопротивления наивысшей точности: катушек, магазинов, мостов. Сейчас трудно найти область производства, техники, науки, где бы не работали приборы из литой паутинки. Они в несколько раз расширили диапазон измеряемых напряжений на высоковольтных линиях электропередач Волжская ГЭС — Донбасс и Конаково — Москва. Они в 10 раз повысили зоркость электронных микроскопов, позволили электронно-вычислительным машинам работать еще более точно, создали новые возможности для прецизионных станков с программным управлением. Экономисты подсчитали, что использование новых приборов в народном хозяйстве ежегодно экономит государству свыше 100 млн. руб. Большие золотые медали, полученные приборами в Лейпциге, говорят о высоком качестве и международном авторитете отечественной продукции микрометаллургии. В настоящее время совершенствование производства литой нити продолжается. Например, уже создан новый сплав, делающий приборы из микропровода еще более надежными в работе, сорокаградусный мороз для них не помеха. Ведутся опыты по привлечению самых последних новинок технического прогресса. Реклама:Читать далее:Встают в строй центролитыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|