|
|
Категория:
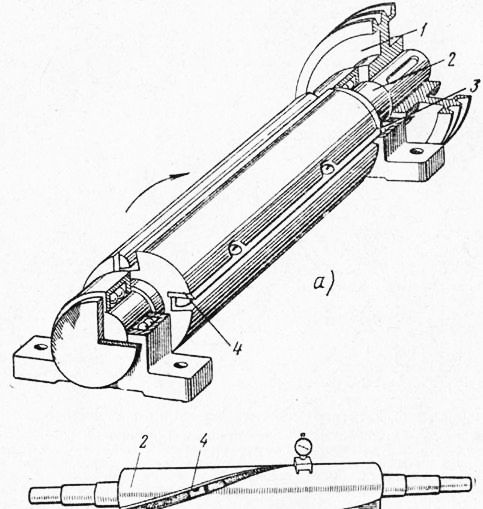
Деревообрабатывающие станки Ножевые валы применяют на станках, обрабатывающих древесину методом фрезерования, например на фуговальных, рейсмусовых, четырехсторонних продольно-фрезерных. Ножевой вал (рис. 1, а) изготовляют из стали. Конструкция его предусматривает возможность закрепления на нем ножей и придания им вращательного движения. Средняя часть вала делается утолщенной с пазами для размещения ножей и устройств для их закрепления. По обе стороны от утолщенной части расположены шейки, которыми вал устанавливается в подшипниках. На одном конце вала укреплен шкив Для передачи вращательного движения. Часто вместо шкива ставят полумуфту для непосредственного соединения ножевого вала с валом электродвигателя. В этом случае ось вала электродвигателя должна быть соосна с осью ножевого вала. В рейсмусовых станках СР6-8 на ножевой вал (рис. 1, б) ставят плоские серповидные ножи, режущие кромки которых расположены на цилиндрической поверхности вала по винтовым линиям. Ножевой вал с такими ножами отличается плавностью работы, так как рабочая часть режущей кромки имеет наименьший (почти постоянный по времени) контакт с обрабатываемой древесиной. Обработанная такими ножами поверхность имеет высокий класс шероховатости.
Рис. 1. Ножевые валы:
а —с прямолинейным расположением ножей, в —с ножами, установленными по винтовой линии; 1 — шкив, 2— вал, 3 — подшипник, 4 — нож
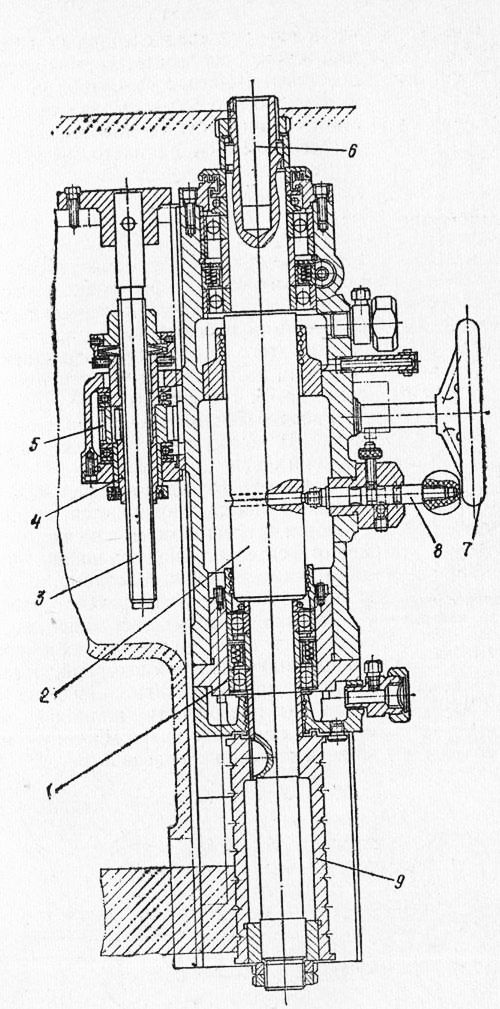
Ножевые валы делают 6000 и больше оборотов в минуту, поэтому валы и ножи балансируют с таким расчетом, чтобы центры тяжести двух ножей, установленных на противоположных сторонах вала, были одинаково удалены от оси вращения. В противном случае неизбежно появление неуравновешенных центробежных сил, вызывающих сильные вибрации, что приводит к ухудшению качества обработки и к поломке элементов станка. Ножевые валы рассчитаны на закрепление одной, двух и большего количества пар ножей, Способы крепления ножей показаны на рис. 2. Ножи (рис. 2, а, б) установлены в пазах утолщенной части вала, каждый из них зажат между стенкой паза и клиновидным вкладышем и болтами, которые при вывертывании из вкладышей упираются головками в стенку паза, противоположную ножу. Для равномерного зажима ножа предусмотрено несколько болтов, распределенных по всей длине вала.
Рис. 2. Способы крепления ножей:
а, б — болтами, в — клиньями с винтом; 1 — упорная планка, 2 — винт для выдвижения ножей, 3 — нож, 4 — вкладыш, 5 — болт, 6 — пружины для выдвижения ножей, 7, 9 — клинья, 8 — винт для затяжки клиньев
При смене затупившихся ножей необходимо ослабить все болты, затем снять ножи и, установив заточенные, закрепить их, затягивая в несколько приемов все болты. Операция эта трудоемкая и требует много времени. На рис. 2, в показан более совершенный способ крепления ножей. Здесь зажим каждого ножа с вкладышем производите,я двумя клиньями и клином с помощью винта. Винт при его завертывании тор. цовым ключом перемещает клин, что сопровождается перемещением в сторону ножа клиньев, которые создают нужное давление на вкладыш. Чтобы снять нож и заменить его другим, нужно отвернуть винт. Для установки ножа по высоте служат винты (см. рис. 2, а) с прижимами, расположенными в специальных пазах вала, или пружины (см. рис. 2, б). Реклама:Читать далее:Шпиндели деревообрабатывающих станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|