|
|
Категория:
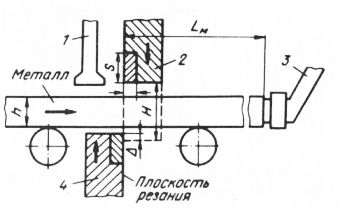
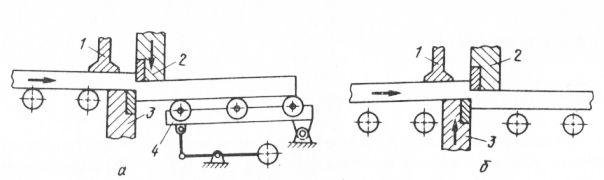
Эксплуатация транспортного оборудования цехов Далее: Ножницы с наклонным ножом Заготовки и сортовой прокат режут на ножницах с параллельными ножами. Основными параметрами ножниц являются максимальное усилие резания Р, ход ножей Н, длина ножа L и число ходов в минуту. Форму ножей принимают в виде симметричного прямоугольника, чтобы можно было использовать все четыре угла. Угол заострения равен 90°. Ножи изготовляют из стали марки 6ХНМ или из углеродистой стали марки С6 с твердостью после термообработки до 400 НВ. Для увеличения срока службы применяют наплавку режущих кромок твердыми сплавами. По конструкции ножницы поперечной резки с параллельными ножами можно разделить на две основные группы: ножницы с верхним подвижным ножом с верхним резом и ножницы с нижним подвижным ножом с нижним резцом. Ножницы с верхним резом просты по конструкции. Принцип работы этих ножниц состоит в следующем: нижний нож установлен неподвижно в станине ножниц; верхний нож укреплен в суппорте (ползуне) и при помощи кривошипного или гидравлического привода движется вниз и разрезает металл. Следует отметить, что резку металла можно осуществить лишь при наличии качающегося рольганга за ножницами, что усложняет конструкцию всей установки. Ножницы с нижним резом не имеют этого недостатка и поэтому получили более широкое применение. Схема работы ножниц заключается в следующем: нижний нож смонтирован на суппоре (ползуне), который может подниматься вверх от кривошипного или гидравлического привода; верхний нож установлен в верхнем суппорте (ползуне) и тоже может перемещаться по вертикали. Перед началом резания ножи раскрыты и металл проходит между ними по рольгангу; нижний нож при этом находится ниже уровня поверхности (образующей) роликов рольганга и не мешает движению металла. Затем металл останавливается в необходимом положении (при помощи передвижного упора) и суппорт верхнего ножа опускается до соприкосновения с металлом; дальнейшее продвижение верхнего суппорта прекращается и начинает двигаться суппорт нижнего ножа; при этом происходит резание металла. Ножницы с параллельными ножами конструктивно выполняют двух типов; с электромеханическим и гидравлическим приводами.
Рис. 1. Схема ножниц с параллельными ножами
Рис. 2. Схемы резки металла на ножницах с верхним (а) и нижним (б) резом:
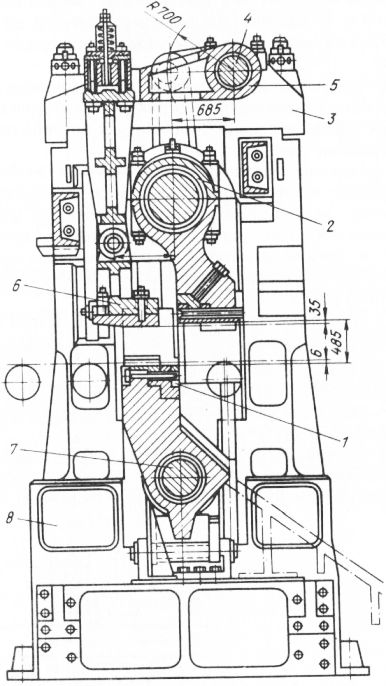
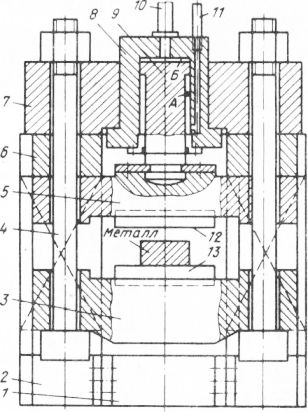
Рис. 3. Общий вид ножниц с усилием резания 10 МН с механическим прижимом и грузовым уравновешиванием верхнего ползуна На рис. 3. дан общий вид ножниц с верхним плавающим эксцентриковым валом и усилием резания 10 МН, установленных на блюминге 1000. Ножницы предназначены для горячей резки блюмов сечением до 350×350 мм и слябов сечением до 200×900 мм и состоят из следующих основных элементов: станины и крышки, суппортов с ножами, нижней оси, продольных тяг (шатунов) и амортизатора. Ножницы имеют механический прижим (конструкции А.И. Целикова и А. П. Токарского); вал прижима установлен на двух подшипниках наверху станины. На валу на шпонке закреплен рычаг, на конце которого шарнирно подвешена лапа прижима. Ножницы оборудованы сталкивателем заднего короткого обрезка, передвижным упором, устанавливаемым на требуемое расстояние от ножниц для резки блюмов и слябов мерной длины, и транспортером для уборки переднего и заднего обрезков. Схема гидравлических ножниц приведена на рис. 4. По конструкции гидравлические ножницы значительно проще механических ножниц с электроприводом. Станина, установленная на фундаменте, имеет прямоугольную форму: стойки станины жестко соединены внизу траверсой, а вверху массивной крышкой. По бокам стоек станины предусмотрены направляющие (показаны перекрестным пунктиром) для перемещения верхнего и нижнего ползунов.
Рис. 4. Схема гидравлических ножниц Гидравлический цилиндр двойного действия укреплен на верхней массивной подвижной треверсе. Верхний ползун подвешен к плунжеру гидравлического цилиндра и уравновешен давлением жидкости, подаваемой по трубе в полость цилиндра. Нижний ползун подвешен к верхней подвижной траверсе при помощи четырех болтов-колонн. При подаче рабочей жидкости (масло) по телескопической трубе в полость Б цилиндра сначала пойдет вниз плунжер с верхним ползуном и ножом. При упоре верхнего ножа в металл движение плунжера и верхнего ползуна прекращается и начинает двигаться вверх цилиндр, поднимая траверсу, болты-колонны и нижний ползун с нижним ножом. Произойдет резание металла нижним ножом (нижний рез). Затем клапан в линии трубопровода открывается “на слив”, по трубопроводу подается жидкость под давлением, траверса с цилиндром и нижним суппортом опускается вниз, а верхний ползун и плунжер поднимаются вверх, занимая исходное положение. Реклама:Читать далее:Ножницы с наклонным ножомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|