|
|
Категория:
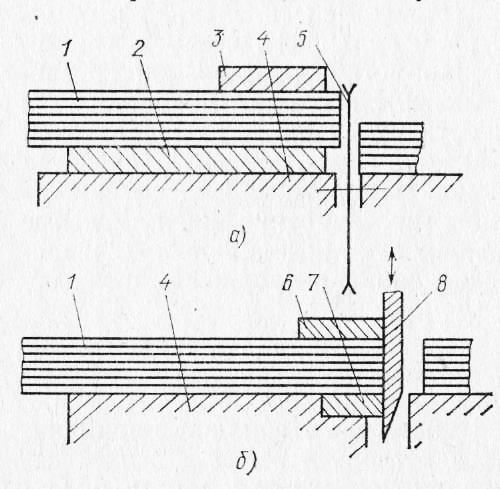
Технология деревообрабатывающего производства Далее: Сборка столярных изделий Облицовывание основано на склеивании материалов и применяется для улучшения внешнего вида деталей и изделий и их прочностных свойств. При облицовывании поверхности детали оклеивают листовыми или пленочными материалами. Процесс облицовывания состоит из следующих основных операций: подготовки основы, подготовки облицовочных материалов, наклеивания облицовки на основу. Основой называется облицовываемая деталь, а облицовкой — покрытие из листового или пленочного материала, которое приклеивают на основу. В зависимости от формы основы различают облицовывание плоских прямолинейных и криволинейных деталей или заготовок. В зависимости от вида облицовываемой поверхности основы можно выделить облицовывание пластей и кромок. По виду облицовочных материалов различают облицовывание натуральным шпоном и синтетическими материалами (синтетическим шпоном, полимерными пленками, декоративным бумажно-слоистым пластиком и т.п.). Подготовка основы. Поверхность основы должна иметь равномерную структуру без ослабленных или излишне твердых мест, впадин, клеевых, смоляных или жировых пятен. Гниль, смоляные кармашки, червоточину, сучки удаляют и заделывают вставками на клею в соответствии с технологическими режимами подготовки основы. Пятна клея, смолы или жира удаляют соответствующими растворами. Дефекты механической обработки: заколы, задиры, вырывы, выбоины и т.п. — заделывают местным и сплошным шпатлеванием. Шпатлевка после высыхания должна иметь незначительную усадку, а ее твердость должна быть близкой к твердости материала основы. При облицовывании основы натуральным шпоном шероховатость (Rz) поверхностей основы должна быть не более 60 мкм. При облицовывании пленками поверхность основы подвергают по-розаполнению. В этом случае шероховатость Rz должна быть не более 60 мкм — при облицовывании непрозрачной пленкой и не более 16 мкм — при облицовывании прозрачной пленкой. Подготовка облицовки. Подготовка облицовок из натурального шпона включает подбор и разметку пачек шпона, раскрой пачек шпона на делянки, фугова-; ние кромок делянок, формирование облицовок. Для облицовки применяют строганый (ГОСТ 2977—82) и лущеный (ГОСТ 99—75) шпон. Влажность шпонадолжна быть 8±2%, Различают правую и левую сторону листа шпона. Правая сторона отличается более гладкой и плотной поверхностью, левая — более шероховатая, с мелкими разрывами. Лицевой стороной облицовки является правая сторона шпона. Пачку шпона подбирают по породе древесины, качеству, цвету и текстуре, размерам листа. Для обеспечения максимального использования шпона верхний лист в пачке размечают по шаблонам цветными мелками или карандашами. Раскраивают пачки шпона на делянки по разметке сначала поперек, а затем вдоль направления волокон. При раскрое листы шпона в пачке не должны смещаться один относительно другого. Не допускается перекос реза. Раскраивают пачки шпона на круглопильных и ленточнопильных станках или гильотинных ножницах. При раскрое на круглопильных станках пачку шпона закрепляют на каретке зажимом. Каретка перемещается по пазам стола станка до пилы. После раскроя на круглопильных и ленточнопильных станках продольные кромки не имеют требуемой шероховатости и их необходимо фуговать. Фугование исключается при раскрое пачек шпона на гильотинных ножницах с прижимной балкой. Пачку шпона укладывают на столе, зажимают балкой и обрезают ножами.
Рис. 1. Схема раскроя пачки шпона:
а — на круглопильном станке, б — на гильотинных ножницах; 1 — пачка шпона, 2 — каретка, 3 — зажим, 4 — стол станка, 5 — пила, 6 — прижимная балка, 7,8 — ножи
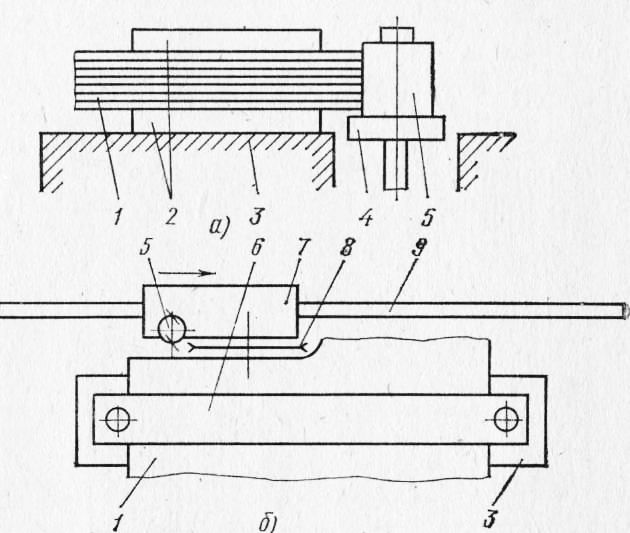
Кромки делянок фугуют на фрезерных, фуговальных и кромкофуговальных станках. При фуговании на фрезерном станке пачка делянок зажимается в приспособлении и вместе с ним перемещается по столу станка. При перемещении зажимного приспособления по упорному кольцу кромки обрабатываются фрезой.
Рис. 2. Схемы фугования кромок шпона:
а — на фрезерном станке, б — на кромкофуговальном станке; 1 — пачка шпона, 2 — зажимное приспособление. 3 — стол станка, 4 — упорное кольцо, 5 — фреза, 6 — прижимная балка, 7 каретка, 8 — пила, 9 — направляющая
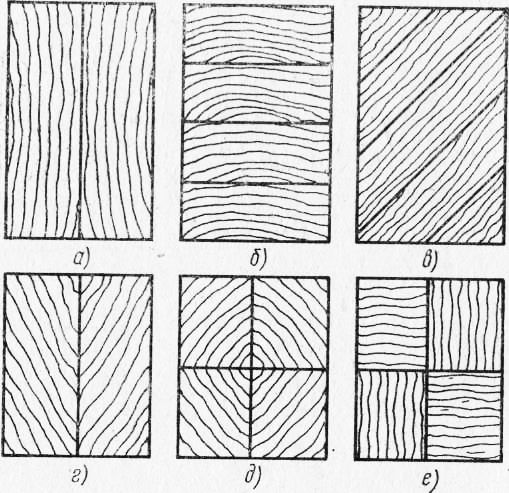
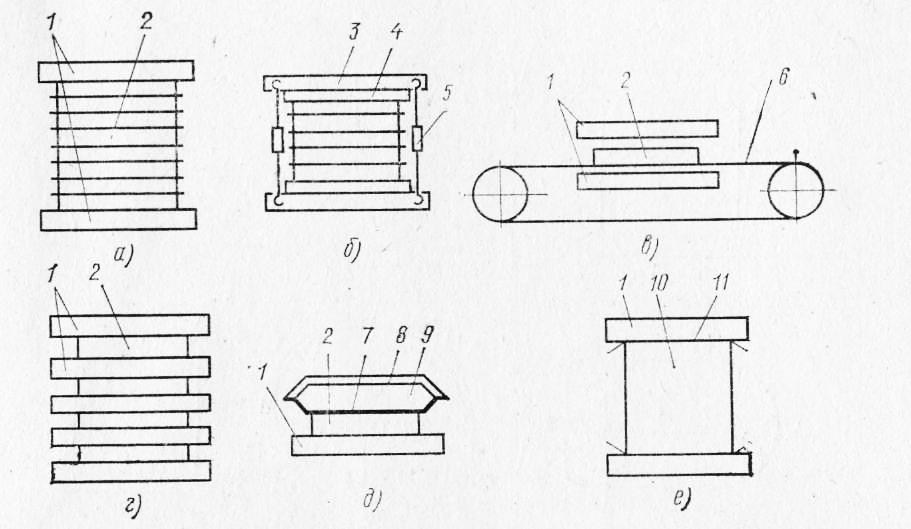
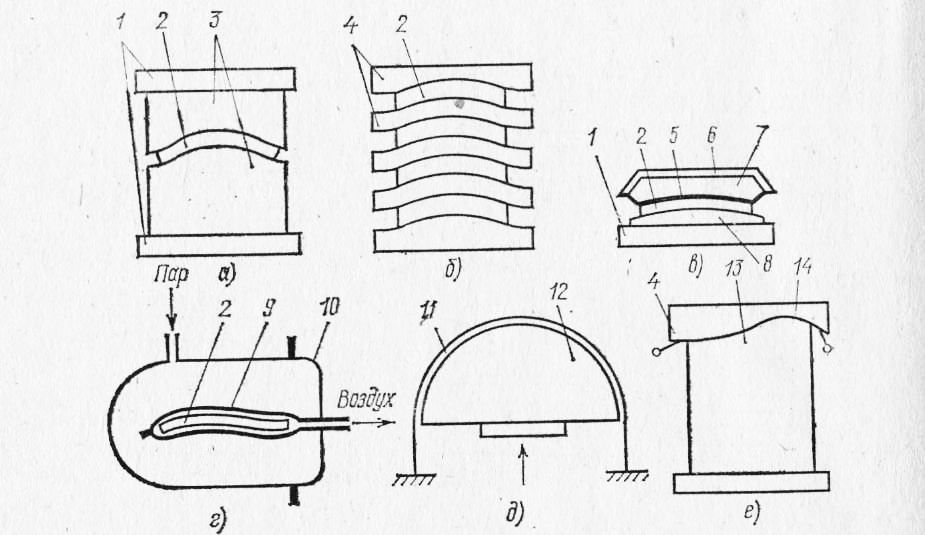
Выравнивают кромки на кромкофуговальном станке (рис. 2). Пачку делянок укладывают на стол станка и зажимают балкой. При движении каретки с пилой и фрезой по направляющей сначала опиливаются крупные неровности на кромке, а затем фрезеруется тонкий слой. Толщина слоя, снимаемого фрезой за один проход, должна быть не более 1,5 мм. Кромки делянок должны иметь шероховатость не более 32 мкм. Не допускаются сколы, отщепы, вырывы на кромках; отклонение от прямолинейности кромок должно быть не более 0,33 мм на 1 м длины, а отклонение от перпендикулярности кромок и пластей — не более 0,2 мм. Обработанные делянки должны быть уложены в пачки в той последовательности, в которой они были уложены после строгания. Для получения требуемого рисунка на лицевой поверхности облицовываемого изделия делянки шпона собирают в наборы (рис. 3) с соблюдением текстурного рисунка древесины и в соответствии с утвержденным проектом изделия. Для получения готовой облицовки делянки в наборах соединяют между собой клеевой лентой, клеевой нитью или клеевым швом. Места соединения кромок должны быть плотными, без расхождений и нахлесток. Пачки готовых облицовок хранят на стеллажах в сухом отапливаемом вентилируемом помещении. На каждой пачке должен быть ярлык с указанием породы древесины, размера, даты укладки, влажности и даты ее определения. Облицовывание. В массовом производстве облицовывание прямолинейных и криволинейных поверхностей деталей, пластей и кромок щитов производят при неподвижном пакете в прессах различных типов (рис. 4). При облицовывании холодным способом в однопролетных прессах между плитами помещают блок пакетов и через плиты осуществляют давление. Для ускорения оборота пресса пакеты формируют с дополнительными подкладными щитами, поверх которых укладывают ряд балок. Положение балок фиксируется стяжками, и пакет в зажатом состоянии вынимается из пресса. Выдержка пакета производится вне пресса, в котором в это время формируются и обрабатываются следующие пакеты. Для подачи пакетов в однопролетный горячий пресс существует ряд устройств. В одном из таких устройств пакет подается в пространство между плитами конвейером с термостойкой лентой. В таких прессах облицовывание производится с коротким циклом времени. Широкое распространение получили многопролетные горячие прессы, увеличивающие объемы и сокращающие время облицовывания. Они оборудованы горячими плитами, между которыми помещаются пакеты с прокладками. Для загрузки таких прессов применяют подъемные столы, с которых пакеты загружаются в пролеты пресса, загрузочные и разгрузочные этажерки, с помощью которых одновременно загружаются и выгружаются пакеты во всех пролетах пресса.
Рис. 3. Наборы облицовок из шпона:
а — в рост, б — поперечный, в — косой, г – в «елочку», д — крестом, е — шашечный
Прессы с эластичным элементом применяют при облицовывании под небольшим давлением. В таком прессе на плите размещают пакет, поверхность которого обжимается эластичным полотном (типа термостойкой резины), прикрепленным к камере. В полость подается воздух (или пар), который создает давление и обогрев на поверхности облицовываемого щита.
Рис. 4. Схемы облицовывания плоских прямолинейных заготовок:
а — однопролетный холодный пресс, 6 — блок пакетов, в — однопролетный горячий пресс, г — многопролетный горячий пресс, д — пресс с эластичным элементом, е — вайма для облицовывания кромок; 1 — плита пресса, 2 — пакет, 3 — балка, 4 — щит подкладной, 5 — стяжка, б —конвейер, 7 — эластичное полотно, S — камера, 9 — полость, 10 — щит, 11 — лента
Для облицовывания прямолинейных кромок применяют также ваймы. Узкие прижимные плиты создают давление на кромки щита, на которые нанесен клей и наложена облицовка. Нагрев кромок осуществляется металлической лентой. На рис. 5 приведены схемы облицовывания криволинейных заготовок. В однопролетном прессе пакет заготовок облицовывают с помощью пресс-формы, расположенной между плитами. Облицовывание может производиться горячим и холодным способами. В последнем случае для увеличения производительности пресса пакеты в зажатом состоянии целесообразно выдерживать вне пресса. При облицовывании больших партий одинаковых заготовок применяют многопролетные горячие прессы (рис. 5), имеющие горячие плиты-шаблоны. Для облицовывания криволинейных заготовок при небольших давлениях применяют прессы с эластичным элементом (рис. 5). На плите под пакет кладут постоянный шаблон. Эластичный элемент, закрепленный на камере, прижимает пакет облицовок к шаблону, когда в полость подается под давлением воздух или пар. Вакуумно-автоклавная установка (рис. 5, г) работает по следующему принципу: пакет облицовок кладут в резиновый мешок, который помещают в автоклав. Из мешка откачивают воздух, а в автоклав подают под давлением пар. Мешок плотно обжимает пакет, и осуществляется облицовывание. Широкого применения эта установка не нашла из-за сложной технологии и необходимости частой замены резиновых мешков.
Рис. 5. Схемы облицовывания криволинейных заготовок:
а — однопролетный пресс, б — многопролетный горячий пресс, в — пресс с эластичным элементом, г — вакуумно-автоклавная установка, д — вайма с гибкой лентой, г — вайма с плитами-шаблонами; 1 — плиты пресса, 2— пакет заготовок, з — пресс-форма, 4— плита-шаблон, 5 — эластичный элемент, 6 — камера, 7— полость, 8 — шаблон, 9 — резиновый мешок,10 — автоклав, И, 14 — металлические ленты, 12 — деталь, 13 — щит
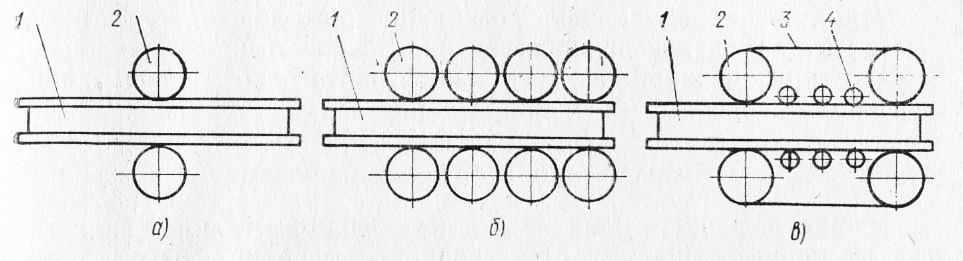
Кромки с криволинейной поверхностью облицовывают в ваймах с гибкой металлической лентой, которую можно нагревать для ускорения приклеивания облицовки к детали. Применяют также ваймы с жесткими плитами-шаблонами, оборудованными нагреваемыми металлическими лентами, что ускоряет облицовывание щита. Получает развитие облицовывание плоских поверхностей щитов в валковых прессах с непрерывным движением пакетов. При облицовывании в одновалковом прессе облицовка к основе прижимается одной парой холодных или горячих валков. После одновалкового пресса пакеты укладывают блоками и выдерживают в однопролетных прессах или в зажатом состоянии до полного отверждения клея. Одновалковые прессы обычно применяют для облицовывания рулонными пленками или декоративным бумажно-слоистым пластиком. Для облицовывания кромок с применением клеев-расплавов используют многовалковые прессы. В этих прессах происходит быстрое отверждение быстроотверждающихся клеев. Валково-ленточный пресс, кроме валков, имеет металлическую ленту и ролики. Горячая лента при контакте с облицовкой щитовой детали прогревает клеевой слой, а ролики обеспечивают дополнительный прижим на время отверждения клея. Валковые прессы находят широкое применение при облицовывании щитовых деталей дверей и мебели методом кэширования на специальных линиях. Под кэшированием понимается процесс облицовывания пластей деталей рулонными материалами путем накатывания их на поверхность основы в валковых прессах с последующим отверждением клеевого слоя.
Рис. 6. Схемы облицовывания в валковых прессах:
а — одновалховом, б — многовалковом, в — валково-ленточном; 1 — щитовая деталь, 2 — валок, 3 — металлическая лента, 4 — ролик
Выбор схемы облицовывания зависит от вида применяемых материалов, объема выпуска готовой продукции. Дефекты облицовывания и их устранение. Основными дефектами при облицовывании щитов шпоном являются: местное отставание шпона, просачивание клея, трещины в шпоне, расхождение фуг — кромок делянок, коробление, неровности на облицовке. Местное отставание шпона возникает из-за недостаточного количества клея, загрязнения основы, применения горячих прокла-’ док при формировании пакетов, разнотолщинности основы, недостаточного давления прессования. Дефект обнаруживается при простукивании облицованной поверхности и исключается при строгом соблюдении параметров технологического процесса облицовывания. Просачивание клея возникает по ряду причин: тонкий шпон, жидкий клей, избыток клея, превышение давления прессования, низкая температура горячего пресса. Дефект предупреждается строгим соблюдением технологии приготовления клея и ~ режима облицовывания. Трещины в шпоне появляются при использовании шпона с повышенной влажностью, поэтому шпон перед облицовыванием должен подсушиваться до влажности 6%. Расхождение фуг происходит из-за плохого стягивания делянок шпона при формировании наборов облицовок и предупреждается постоянным контролем за качеством стягивания. Коробление обнаруживается по зазору между облицованной поверхностью и приложенной к ней ребром линейки, длина которой больше размера проверяемого щита. Причинами коробления являются: одностороннее облицовывание, несимметричность облицовок, неравномерность остывания при выдержке, различная температура смежных плит пресса. Для предупреждения этого дефекта облицовывают обе пласти щита, обеспечивают симметричность облицовок, контролируют режимы прессования и выдержки щитов. Неровности на облицовке возникают из-за плохой подготовки основы и применения при прессовании некачественных прокладок. Дефект предупреждается качественной подготовкой основы и применением хороших прокладок. Реклама:Читать далее:Сборка столярных изделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|