|
|
Категория:
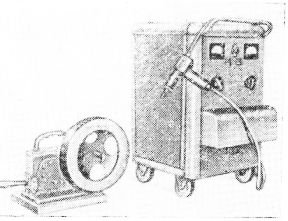
Алюминиевые сплавы Автоматическая и полуавтоматическая дуговая сварка алюминиевых сплавов в среде защитных газов может осуществляться плавящимся и неплавящимся электродами. Плавящимся электродом (проволокой) сварку выполняют на постоянном токе и обратной полярности, неплавящимся электродом — на переменном токе. Полуавтоматическая аргоно-дуговая сварка плавящимся электродом может выполняться полуавтоматами разнообразной конструкции, если они обеспечивают хорошую защиту зоны сварки от воздуха и равномерную подачу сварочной проволоки в дугу с необходимой скоростью. Основными серийно выпускаемыми полуавтоматами для сварки алюминиевых сплавов, которые соответствуют этим требованиям, являются ПДА-300, ПДА-180, ПШПА-6, ПШП-9 и ПШП-10. Наиболее совершенными и удобными в настоящее время следует считать полуавтоматы конструкции ВНИИЭСО типа ПДА-300 и ПДА-180. Легкий (0,9 кг) пластмассовый пистолет и безотказная тянуще-толкающая система подачи сварочной проволоки У полуавтомата ПДА-300 являются бесспорным преимуществом конструкции. Общий вид полуавтомата ПДА-300 представлен на рис. 2.
Рис. 1. Полуавтомат ПДА-300
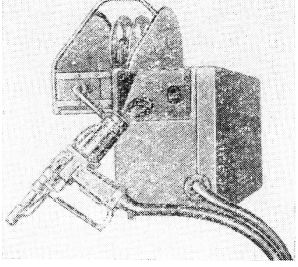
Рис. 2. Полуавтомат ПШП-10 Недоступных местах, где изгиб шланга может быть значительным. Тянуще-толкающий механизм подачи устроен следующим образом: один двигатель установлен в механизме подачи, который через редуктор роликами проталкивает проволоку внутрь гибкого шланга, а другой двигатель (маломощный) установлен в корпусе пистолета и подает проволоку к дуге. Оба двигателя работают синхронно. На рис. 2 показан общий вид полуавтомата ПШП-10. Этот полуавтомат состоит из таких же узлов, что и ПДА-300, но отличается по конструкции, весу и габаритным размерам.
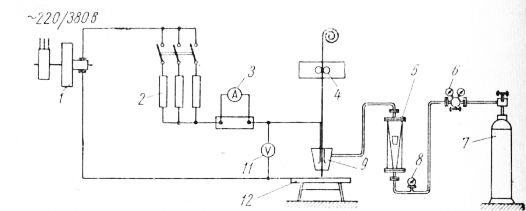
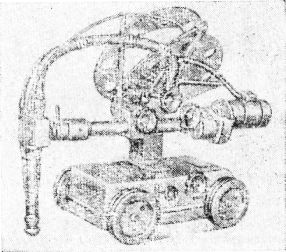
Рис. 3. Схема поста для полуавтоматической сварки: I — сварочный преобразователь (ПС-500 или ПС-300); 2 — балластный реостат (Р6-300); 3— амперметр с шунтом; 4—подающий механизм сварочной проволоки; 5 — ротаметр; 6 — редуктор; 7—баллон с аргоном; 8 — манометр; 9 — горелка с токоведущей втулкой; 10 — свариваемое изделие; 11 — вольтметр На рис. 3 приведена схема поста для полуавтоматической сварки плавящимся электродом. Сварочный пост по данной схеме может быть собран из стандартного сварочного оборудования на любом кранострои-тельном заводе. Автоматическая сварка плавящимся электродом в среде инертных газов может осуществляться как на специализированном оборудовании, так и на стандартных автоматах тракторного типа, если последние подвергнуты соответствующей переделке. В случае применения сварки неплавящимся электродом без присадки, например при сварке внахлестку за счет расплавления кромок металла, могут быть применены любые самоходные тележки, на которых при отсутствии специальной головки укрепляется горелка, применяемая при ручной сварке неилавящимся электродом. Из специализированного оборудования для автоматической сварки неплавящимся электродом могут быть использованы установки типа АВК-1, ПВШ-1, АДСВ-2 конструкции НИАТ. Для автоматической сварки алюминиевых сплавов плавящимся электродом в среде инертных газов промышленностью выпускаются автоматы типа АДСП-1 и АДПГ-500. Автомат АДСП-1 предназначен для сварки элементов толщиной свыше 0,8 мм и позволяет варить стыковые и угловые швы, а также швы внахлестку. Автомат может перемещаться как по рельсам, так и непосредственно по изделиям, что обычно применяется для сварки крановых конструкций балочного типа. Автомат позволяет вести сварку проволокой диаметром 1—3 мм с плавно регулируемой скоростью в пределах 12—120 м/ч. Наиболее удачной конструкцией автомата для сварки алюминиевых сплавов в среде инертных газов является автомат АДПГ-500. Он предназначен для сварки проволокой диаметром 1,2—2,5 мм со скоростью подачи 1,5—16 м/мин током до 500 а при ПВ = 65%, скорость (сварки от 15 до 70 м/ч. Автомат состоит из следующих основных узлов: каретки для перемещения автомата, механизма подачи сварочной проволоки, редуктора, сварочной головки с горелкой, кассеты Для сварочной проволоки и шкафа, в котором смонтирована вся электрическая часть. Источником питания автомата может служить преобразователь с жесткой вольт-амперной характеристикой. Электрическая схема автомата обеспечивает постоянную, независимо от дуги плавно регулируемую скорость подачи электродной про-волоки. В электрической схеме имеется стабилизатор напряжения, устраняющий влияние падения напряжения сети. Автомат АДПГ-500 удобен для сварки крановых конструкций из алюминиевых сплавов.
Рис. 4. Автомат АДПГ-500 для сварки алюминиевых сплавов в среде инертных газов В случае отсутствия специализированных автоматов можно использовать стандартные автоматы типа АДС-600, АДС-1000-2, ТС-17М, а также другие автоматы тракторного типа с некоторой переделкой. Для переделки нужно: Реклама:Читать далее:Источники питания для сварки в среде защитных газовСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|