|
|
Категория:
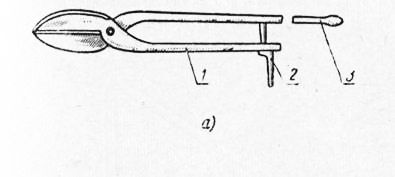
Изготовление форм Основные каркасные работы механизированы и выполняются с помощью различных видов оборудования. Оборудование для резки исходного материала. В современных литейных цехах резкой листового материала и проволоки получают заготовки для изготовления каркасов, формовочных крючков, жеребеек и холодильников. Режут материал на ножницах и прессах, которые по способу привода в действие делятся на ручные, механические и пневматические, а по особенностям конструкции — на стационарные и передвижные. Столовые ручные ножницы (рис.40) применяют для резки проволоки диаметром до 5—7 мм и листового металла толщиной до 2—3 мм. Их крепят нижней рукояткой с заостренным концом к верстаку. Процесс резки материала осуществляется путем поднимания и опускания верхней рукоятки рычага. Рычажные ножницы (рис. 40,6) применяют для резки проволоки диаметром до 8 мм и листового металла толщиной до 5 мм. Рычажные ножницы состоят из основания, ножей, кривошипного механизма и рукоятки с рычагом для крепления ее в нерабочем положении. Ножи изготавливают из инструментальной стали У8. Лезвия ножей закаливают и отпускают до твердости НВ 52—60. Величина угла заострения режущих кромок ножей должна быть 75—85°, так как лезвия с меньшим углом заострения быстрее срабатываются.
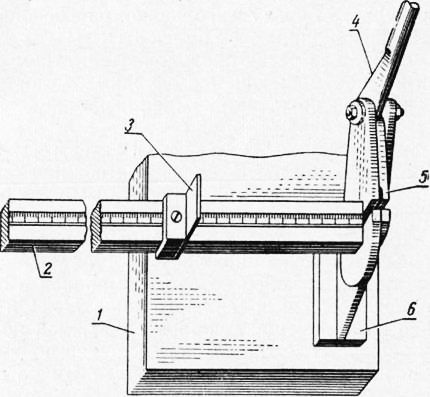
Рис. 40. Ручные стуловые (а) и рычажные (б) ножницы Рычажные ножницы с мерной рейкой (рис. 41) позволяют отрезать проволочные заготовки заданной длины. Это достигается путем подачи материала слева до упора, положение которого можно менять, перемещая упор по доске с мерной рейкой. Для удобства работы основание ножниц прикрепляют к столу. Режут проволоку, поворачивая рычаг вниз, сближая ножи.
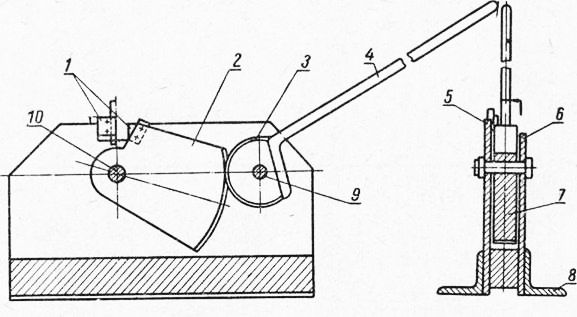
Рис. 41. Рычажные ножницы с мерной рейкой Ножницы с секторным зубчатым зацеплением (рис. 42) применяют для резки проволоки. При нажатии рукой на рычаг малый зубчатый сектор поворачивается вокруг оси. При этом большой зубчатый сектор повернется вокруг оси, сблизит ножи, которые разрежут поставленную между ними заготовку. Секторы расположены между стойками, укрепленными при помощи чугунного бруса и угольников на основании машины.
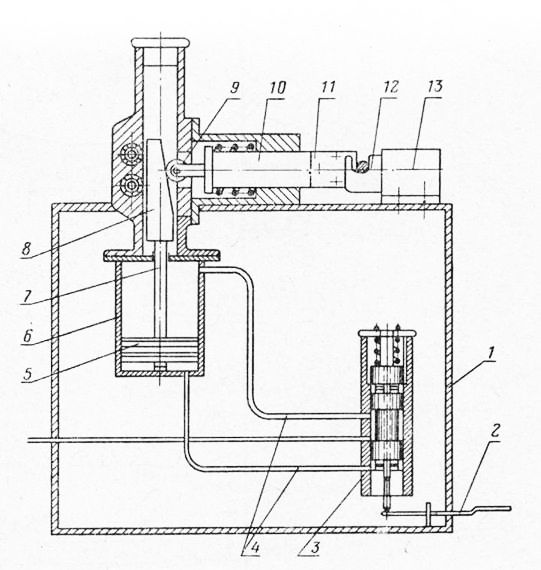
Рис. 42. Рычажные ножницы с секторным зубчатым зацеплением Пневматические ножницы с вертикальным ходом ножа (рис. 43) применяют для резки проволоки диаметром свыше 10 мм. Нож укреплен на перемещающемся в цилиндре поршне, который приводится в движение нажатием ножной педали, включающей пуск в цилиндр сжатого воздуха. Пневматические ножницы с горизонтальным ходом но-ж а (рис. 44) отличаются от механических ножниц простотой конструкции и небольшими усилиями, применяемыми для резки. На станине смонтированы воздухораспределительная коробка с педалью, воздухопровод, а также механизм перемещения подвижного ножа. Пневматические ножницы состоят из цилиндра с поршнем и шатуном, конец которого выполнен в виде клина, плунжера с роликом и подвижного ножа. При повороте ролика плунжер перемещает вправо подвижной нож. Нажатием педали включают механизм перемещения подвижного ножа. При сближении ножа с жестко закрепленным на стойке неподвижным ножом происходит резка материала. Для закладки и удержания заготовки в момент резки в неподвижном ноже имеется прорезь. При отключении педали подвижной нож возвращается в исходное положение. Ход подвижного ножа 12—14 мм при усилии резания 3—4 ат. Ножницы делают 60 резов в минуту.
Рис. 43. Пневматические ножницы с вертикальным ходом ножа
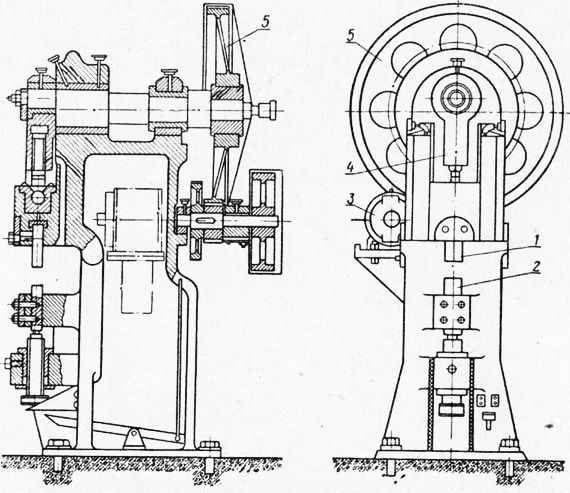
Рис. 44. Пневматические ножницы с горизонтальным ходом ножа Эксцентриковые пресс-кусачки (рис. 45) используют при каркасных работах для резки толстой проволоки, стальных прутков и полосовой стали сечением до 50X50 мм. Резка материала выполняется при сближении опускающего резца с неподвижным резцом. Движение резца происходит от кривошипно-шатунного механизма, связанного маховиком с электродвигателем.
Рис. 45. Эксцентриковые пресс-кусачки Пресс A.M. Дронова (рис.46) применяют для резки-проволоки. Он отличается от других конструкций маневренностью, так как установлен на тележке, передвигающейся вдоль каркасного участка. Резка проволоки осуществляется при возвратно-поступательном движении по горизонтали ножа, сближающегося с неподвижным ножом. Пуск двигателя осуществляется при помощи рубильника. От двигателя через колесо зубчатой передачи получает вращение эксцентрично посаженная ось с насаженным на нее шатуном. Оборудование для гибки и правки проволоки. Проволоку при изготовлении стержневых каркасов и формовочных крючков гнут на специальных станках, которые по способу привода в действие делятся на ручные и механические. Гибочный ручной станок для обработки тонкой проволоки (рис. 47) состоит из верхней и нижней плит, между которыми проложены четыре шайбы. Плиты скреплены четырьмя болтами. Загибаемый конец проволоки устанавливают в прорезь пальца, хвостовик которого пропущен через шарикоподшипник и жестко закреплен гайкой на плите.
Рис. 46. Пресс А. М. Дронова
Рис. 47. Гибочный ручной станок без прижимного устройства Шарикоподшипник впрессован в головку рычага, на котором установлен изгибающий палец. Гибочный станок врезают в деревянный настил верстака и закрепляют четырьмя болтами. Гибка осуществляется поворотом рычага в ту или друзан с электродвигателем зубчатой (зубчатые колеса) и червячной (червячный вал и зубчатое колесо) передачами. Станок пускают в работу, нажимая ногой педаль, в результате чего рычаг под действием пружины разъединяет тормозную (сидящую на валу) кулачковую муфту и опорные ролики с одной стороны и стопорные неподвижные кольца с другой. Станок до-из электродвигателя, на вал которого насажено зубчатое колесо, имеющее сцепление со вторым зубчатым колесом. Второе зубчатое колесо имеет сцепление с зубчатым колесом червячного редуктора, которое приводит в движение зубчатое колесо, установленное на вертикальном валу. На верхнем конце вала находится рабочий диск. Изменение скорости вращения рабочего диска достигается перестановкой сменных зубчатых колес.
Рис. 50. Гибочный станок НЗ-4:
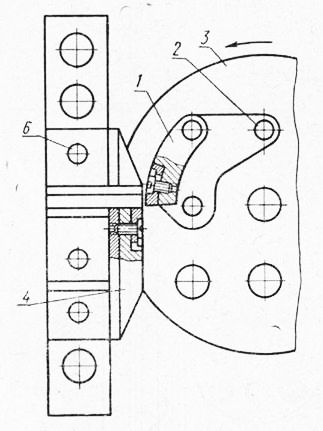
Рис. 51. Гибочный станок С-146 для гнутья толстой проволоки и пруткового проката При изготовлении сварных и разборных (составных) каркасов! часто приходится делать отдельные элементы каркасов со сложной! конфигурацией из толстой проволоки и пруткового проката. Гнутье толстых прутков вручную применяют в виде исключения и, как правило, для малого количества. В литейных цехах с крупносерийным характером производства механическое гнутье производят толстой! проволокой и прутком на станке С-146 (рис. 51). В небольших литейных цехах станок С-146 применяют также и для изготовления формовочных крючков. Станок имеет два приспособления для рубки и гибки проволоки диаметром до 12 мм под прямым углом. Первое приспособление к станку С-146 для рубки проволоки (рис. 52) состоит из державки подвижного ножа, устанавливаемой при помощи трех пальцев на вращающемся рабочем диске и державки неподвижного ножа, устанавливаемой при помощи трех пальцев на неподвижной колодке. Режущим инструментом в обоих узлах являются сменные ножи, которые крепятся к державкам винтами. Зазор между режущими гранями ножей должен быть не более 1,0 мм.
Рис. 52. Приспособление к станку С-146 для рубки проволоки
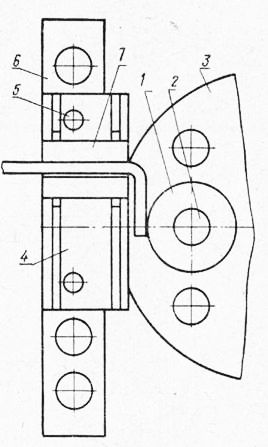
Рис. 53. Приспособление к станку С-146 для гнутья проволоки Второе приспособление к станку С-146 для гибки проволоки (рис. 53) состоит из ролика, устанавливаемого на вращающемся диске при помощи пальца и неподвижного упора, устанавливаемого в неподвижную колодку при помощи пальцев. Зазор между роликом и неподвижным упором должен быть больше диаметра обрабатываемой проволоки на 2 мм. Направляющие щеки неподвижного упора смещены от оси станка на 67 мм для гибкИ крючков под прямым углом. Станок приводится в действие от электродвигателя мощностью 2,8 кет при 950 об/мин. Производительность станка достигает 150 крючков в час. Переналадка станка с операции резки на гибку и наоборот требует мало времени, так как приспособления устанавливают на станок при помощи пальцев без дополнительных креплений. Оборудование для правки проволоки. Проволока поступает на заводы в виде круглых мотков (бунтов). Такую проволоку необходимо разматывать и править. Правке также подлежит бывшая в употреблении смятая и имеющая загибы проволока, а также вышедшие из употребления стержневые каркасы и другие проволочные изделия.
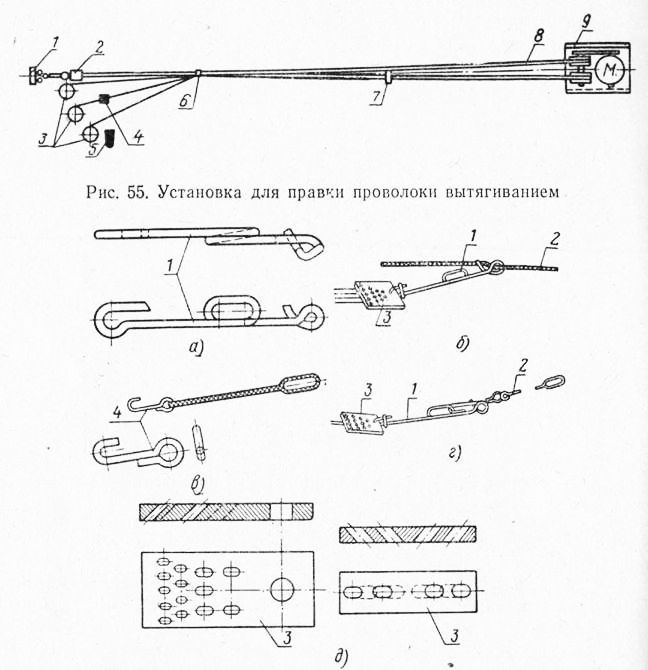
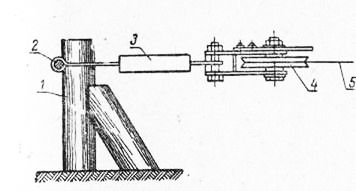
Рис. 54. Станок для разматывания проволоки Для правки проволоки применяют разматывающие станки, установки для вытягивания проволоки, а также правочные машины. Станок для разматывания проволоки (рис. 54) состоит из вращающегося на роликах направляющего кольца, двух крестовин с отверстиями для установки съемных стоек. Станок устанавливают на высоте 400—500 мм и на расстоянии 1.0—1,2 м от машины для правки проволоки. Установка для правки проволоки вытягиванием (рис. 55) состоит из лебедки, упорного столба, бесконечного троса, станков для разматывания проволоки, эксцентрикового зажима, накидного крюка, эксцентрикового пресса для Резки проволоки, механического пресса для резки системы Дро-нова, передвигающегося по узкоколейному пути. При разматывании и выпрямлении проволоки применяют ряд приспособлений (рис. 56): накидной крюк (рис. 56, а) для захвата за бесконечный трос при размотке проволоки (рис. 56, б), на-КиДной крюк (рис. 56, в), надеваемый на крюк барабана лебедки для вытягивания натяжного троса (рис. 56, г), плашки (рис. 56, г, д), служащие для закрепления разматываемой проволоки. Процесс спрямления проволоки заключается в захвате конца проволоки в мотке накидным крюком (рис. 56, б) и протягивав нии ее через эксцентриковый зажим при помощи натянутого и перемещающегося между лебедкой (рис. 57) и упорным столбом бесконечного троса.
Рис. 56. Приспособления, применяемые при разматывании и выпрямлении проволоки: Упорный столб (рис. 57) снабжен блоком, на который надета петля бесконечного троса. На рис. 58 показано устройство эксцентрикового пресса для выпрямления проволоки способом протягивания. Пресс состоит из деревянного основания, на котором смонтирована металлическая плита со стойкой и колодкой. На стойке установлены ось, эксцентрик и рычаг. Плита крепится к основанию четырьмя болтами. Рабочим органом пресса является эксцентрик с колодкой. При нажатии рукой на ручку рычага происходит зажим проволоки, а при ее протягивании получается выпрямление. Правйльная машина для выпрямления путаной проволоки (рис. 59). При изготовлении форм и стержней используют много круглой горячекатаной проволоки (катанки), значительное количество которой идет на проволочные каркасы, проволочные шаблоны, формовочные крючки, вески для стержней, а также на комбинированные каркасы. Как правило, при первом употреблении такие проволочные изделия теряют первоначальную технологическую форму. Учитывая, что проволока, бывшая в употреблении даже несколько раз, при изготовлении изделий почти не меняет своих механических свойств, ее выпрямляют и используют повторно. Из нее готовят менее ответственные изделия: формовочные крючки, проволочные и комбинированные каркасы и небольшие шаблоны.
Рис. 57. Упорный столб
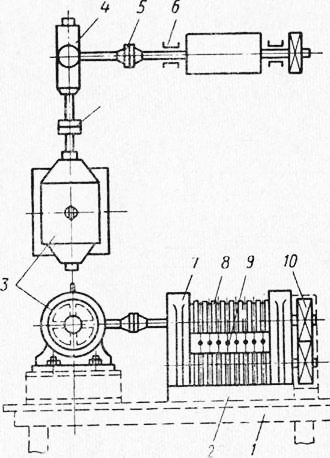
Рис. 58. Эксцентриковый пресс Правйльная машина состоит из рамы, на которой смонтированы электродвигатель, редуктор и механизм правки проволоки. Передача вращения от электродвигателя редуктору осуществляется при помощи муфты, а от редуктора механизму правки — при помощи муфты. Механизм для правки проволоки смонтирован в чугунном корпусе и состоит из приводного вала, движение от которого правильным валкам передается через зубчатые колеса, а также пару зубчатых колес. Путаная проволока подается в правйльные конические втулки, которых в машине три. Пружины и нажимные болты предназначены для регулирования расстояния между правильными валками. Работа осуществляется следующим образом: правйльные валки получают движение от привода через приводной вал и зубчатую передачу.
Рис. 59. Машина для правки проволоки: Каркасник вставляет путаную проволоку в отверстие конической втулки и протягивает ее до соприкосновения с пра-вйльными валками. Проволока захватывается валками, протягивается через них, а затем и через отверстие правйльной втулки, которая производит окончательное выпрямление.
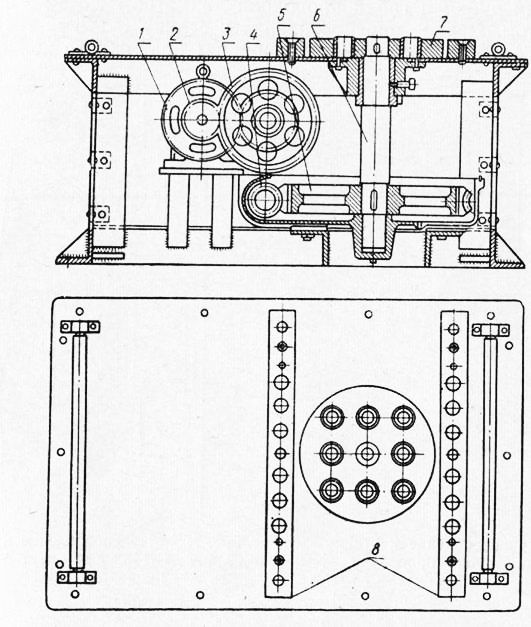
Рис. 60. Станок для правки и резки проволоки одновременно: а — устройство станка На рис. 60, а показан общий вид станка для правки и резки проволоки одновременно. Станина установлена на фундаментной плите. Рабочий механизм, состоящий из валов и зубчатых колес и приводимый в действие электродвигателем, предназначен для приведения в движение тянущих и отрезных роликов. Готовые проволочные заготовки попадают в желоб. Электродвигатель через клиноременную передачу приводит в действие правйльную муфту, число оборотов которой регулируется. Правйльная муфта (рис. 60, б) состоит из полого цилиндра с пятью отверстиями, в которых при помощи пробок закреплены втулки из закаленной стали. Путаная проволока поступает в переднюю конусную втулку, проходит систему втулок правйль-ной муфты, затем через заднюю конусную втулку направляется в отрезающий механизм.
Рис. 61. Схема машины для правки формовочных крючков длиной 400—800 мм Правйльная муфта закреплена на станине станка при помощи двух подшипников и болтов. Проволока выпрямляется при протаскивании ее тянущими роликами через вращающуюся правйльную муфту. Правка и резка проволоки на станке осуществляется следующим образом. Перед пуском станка в работу каркасник настраивает отрезные ролики рабочего механизма на заданную длину заготовки, затем выпрямляет конец проволоки в мотке, зачищая его на конус. Вставив конец проволоки в отверстие передней конусной втулки правйльной муфты и протолкнув до тянущих роликов рабочего механизма, каркасник пускает в работу оба электродвигателя, а затем следит за колесом правки и резки проволоки. При необходимости следует регулировать правйльные втулки, тянущие и отрезные ролики рабочего механизма. Машина для правки формовочных крючков длиной 400—800 мм из проволоки толщиной 6—8 мм (рис. 61). На направляющей , выполненной в виде ласточкина гнезда, высверлены несколько вертикальных отверстий глубиной, равной длине ножки формовочного крючка около 100 мм. По направляющей передвигается ползун, в который устанавливается сменная с полукруглым отверстием. Передвижение ползуна осуществляется с помощью штока и поршня цилиндра двойного действия. Формовочный крючок одной ножкой вставляется в отверстие, а Другой в фильеру. При движении поршня вправо происходит растягивание крючка и его правка. Формовочный крючок становится прямым с одной ножкой. Затем формовочный крючок другим концом вставляется в отверстие и при движении поршня влево загибается вторая ножка. Правку путаной проволоки толщиной до 12 мм производят на специальном станке, схема устройства которого показана на рис. 62. Станок смонтирован на раме, которая жестко крепится к основанию станка. Станок состоит из двух валков с ручьями, калиброванной плиты с ручьями диаметром от 2 до 10 мм, двух шестерен для передачи вращения второму валку и двух стоек для крепления валков. Вращение валков осуществляется с помощью электродвигателя, редуктора, муфт и вала с подшипниками. Оборудование для изготовления проволочных каркасов. Для ‘изготовления каркасов из проволоки диаметром 6— 12 мм применяют кривошипный пресс модели КН-10, представляющий собой двухстоечный наклонный кривошипный пресс открытого типа с регулировкой величины хода ползуна и давлением в конце хода 10 т. Пресс приводится в действие ременной передачей от индивидуального или группового привода и работает с перерывами и непрерывно. Перевод работы пресса с одного хода на другой осуществляется с помощью механизма автоматического переключения. Пресс имеет ленточный тормоз постоянного действия. Верхняя часть штампа крепится на ползуне, нижняя — на плите или непосредственно на столе самого пресса. Заранее подготовленные (уложенные в ящики) заготовки подают к прессу для изготовления сложных каркасов по чертежам с помощью штампов и по шаблонам. Изготовленные таким образом проволочные каркасы складывают в специальные ящики и укладывают на стеллажах для хранения или подают к рабочим местам стерженщиков. Проволочные каркасы перед укладкой в ящики смазывают связующей пастой, применяемой при изготовлении стержней из смеси, в которую затем будет установлен каркас. Машины МТ-501 и МТ-601 конструкции завода «Станколит» предназначены для электрической контактной точечной сварки листов из малоуглеродистой стали.
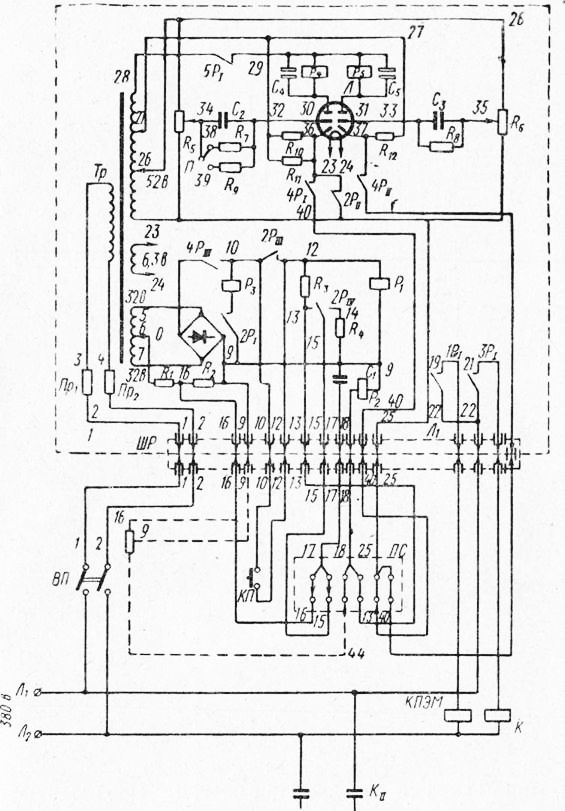
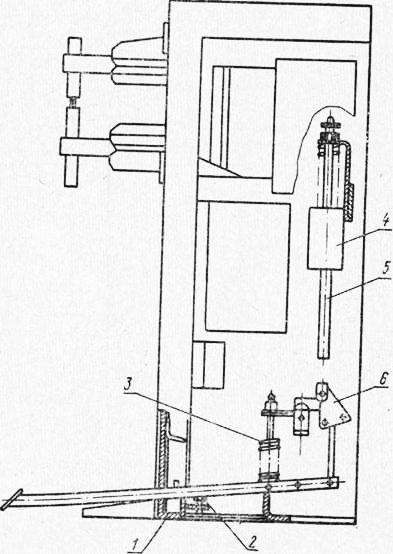
Рис. 62. Станок для правки проволоки толщиной до 12 мм Машины МТ-501 и МТ-601 унифицированы и поэтому описание конструкции относится к обоим типам. Машина (рис. 63) состоит из корпуса, сварочного трансформатора с переключателем ступеней, пневматического цилиндра, рычага с верхней контактной частью, кронштейна с нижней контактной частью, электрического устройства, системы водяного охлаждения и пневматической системы. Рис. 63. Машина МТ-501 для электрической контактной точечной сварки (общий вид) Корпус машины состоит из стойки и навешиваемых на нее дверей. Стойка представляет собой сварную конструкцию, изготовленную из профильной или листовой стали, и является основной несущей частью машины. Литой кронштейн крепится двумя прижи мами к передней стенке стойки. Такое крепление позволяет плавно регулировать литые кронштейны по высоте. Электроды во время работы в связи с износом опускаются с помощью электрододержателей, закрепленных в хоботах тангенциальными кулачками. Цепь питания однофазная. Сечение подводящих проводов выбирается в зависимости от их длины так, чтобы падение напряжения в проводах при номинальном токе не превышало 5%. Присоединение машины к силовой сети производится через самостоятельный двухполюсный рубильник и плавкие предохранители. Для машины с пневматическим приводом сжатия электродов давление сжатого воздуха в сети не должно превышать 5 ат. К машине присоединяется водопроводная сеть для охлаждения проточной водой. Принцип работы машины МТ-501. Схема управления и регулятор цикла сварки (рис. 64) определяют последовательность и продолжительность отдельных операций машины: – сжатие электродов («Сжатие»); – включение и выключение сварочного тока («Сварка»); Регулятор времени подключается к питающей сети пакетным выключателем ВП. После включения питания происходит прогрев электронной лампы Л и заряд конденсаторов С2 и СЗ через сопротивления RIO, Rll, R12 и соответствующие участки «сетка — катод» электронной лампы. Рабочий цикл машины начинается с нажатия на педальную кнопку КП, при этом замыкается цепь питания реле Р1, управляющего электропневматическим клапаном КПЭМ. После срабатывания клапан с помощью пневматического цилиндра сжимает электродами свариваемые проволочные элементы. Одновременно с включением реле Р1 начинается заряд конденсатора С1, включенного параллельно катушке реле Р2. Время заряда конденсатора С1 определяет выдержку времени («Сжатие») и зависит от величины конденсатора С1 и зарядного сопротивления R3. Выдержка времени («Сжатие») не регулируется. После того как напряжение на конденсаторе С1 достигнет величины, требуемой для срабатывания, реле Р2 включится и своими контактами Р2-1 замкнет цепь питания реле РЗ, управляющего тяговой катушкой конденсатора К. Сработав, контактор включает сварочный ток. Одновременно контакты P2-II включат выдержку времени («Сварка»), определяющую продолжительность включения сварочного тока. Контакты P2-III блокируют педальную кнопку, а контакты P2-IV переключат конденсатор С1 на разряд через сопротивление R4. Выдержка времени («Сварка») определяется параметрами реле времени, выполненного на левом триоде электронной лампы Л и реле Р4. Ранее заряженный конденсатор С2, включенный в цепь сетки этого триода, прикладывает к ней запирающее напряжение. При замыкании контактов P2-II конденсатор С2 начинает разряжаться на сопротивления R7 или R9, которые включены параллельно конденсатору С2. При достижении на конденсаторе С2 напряжения достаточной величины для отпирания лампы левый триод откроется и реле Р4 сработает. Контакты реле P4-II включают выдержку времени («Пауза»), а контакты P4-III включают цепь питания реле P1, РЗ. При этом выключается сварочный ток и электроды освобождают свариваемые проволочные элементы.
Рис. 64. Принципиальная электрическая схема машины МТ-501 Выдержка времени («Пауза») определяется параметрами электрического реле времени, выполненного на правом триоде лампы Л и реле Р5. По истечении выдержки времени («Пауза») реле Р5 срабатывает и замкнутыми контактами размыкает цепь питания реле Р2, которое приводит к последовательному отпусканию реле Р4, Р5 и схема приходит в исходное положение. Продолжительность выдержки времени («Сварка») и («Пауза») регулируется с помощью переменных сопротивлний R5 и R6. Выдержка J времени («Сварка») име- | ет два диапазона, опре-а деляемых величинами разрядных сопротивлений R7 и R9, переключае-И мых тумблером II. Вместо пневматичесЯ кого привода давления на машине можно установить пружинный, который приводится в действие педалью. Для этого в электрическую схему вводится бесконтактный выключатель БВК-24. Если устанавливают педальный привод, то снимают пневматический цилиндр со штоком и КПЭМ с дросселями. Вместо цилиндра устанавливают! треугольный рычаг, соединенный с верхним рычагом тягой (рис. 65). На тягу навертывается стакан, внутри которого помещается пружина стакана, а другой — в ось верхним торцом пружины ческим щитком. Задний конец рычага педали шарнирно соединяется с треугольным рычагом двумя планками.
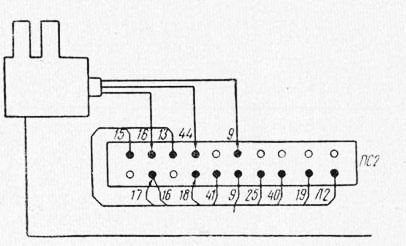
Рис. 65. Установка педального к машине МТ-501 привода Один конец пружины упирается в дно верхнего рычага. Между осью рычага и зажимается планка со шкалой. При повороте треугольного рычага тяга идет вверх, пружина сжимается и, упираясь в ось рычага, заставляет его повернуться. Верхний конец тяги проходит через отверстие в оси рычага. На выступающий из оси конец тяги надевается втулка, закрепленная штифтом. Рычаг педали устанавливается в отверстие литого кронштейна корпуса машины. Для выхода переднего конца педали в передней стойке корпуса имеется паз, закрытый металли-i Ход педали ограничивается упорами. Подъем педали производится возвратной пружиной, один конец которой соединяется с регулировочным винтом, а другой — с отверстием в рычаге педали. В кронштейне стойки корпуса машины имеются два резьбовых отверстия для крепления кронштейна с бесконтактным путевым выключателем БВК-24. Включение бесконтактного выключателя происходит в тот момент, когда в его паз входит алюминиевая пластина. Эта пластина закрепляется на треугольном рычаге таким образом, чтобы включение совпадало с положением треугольного рычага и тяги в верхней мертвой точке. Питание на бесконтактный выключатель .поступает с делителя напряжений R1 и R2. При срабатывании выключателя БВК включается реле Р2, которое контактами замыкает цепь питания реле РЗ, включающего контактор и одновременно подключается выдержка времени («Сварка»), По истечении этой выдержки времени срабатывает реле Р4, включающее реле РЗ, и тем -самым прекращает сварку. Реле Р4 остается включенным до тех пор, пока включен бесконтактный выключатель БВК. При его выключении схема приводится в исходное положение. При замене пневматического привода давления пружинным производятся следующие переключения: – отключается пневматический клапан КПЭМ и педальная кнопка КП; – устанавливается и подключается бесконтактный выключатель БВК; – на соединительной плите ПС2 (рис. 66) провод отключается от перемычки, соединяющей его с проводом, и подключается к проводу. Провод отключается от провода и подключается к проводу. Перемычка между проводами снимается. Правила эксплуатации машин типа МТ-501 и МТ-601. Машины периодически, не реже одного раза в месяц следует проверять. Подтягивают все болтовые соединения. При загрязнении, обгорании и увеличении рабочих поверхностей электродов по диаметру более чем на 25% их нужно зачищать напильником или на токарном станке. При износе электродов перемещают электрододержатели.
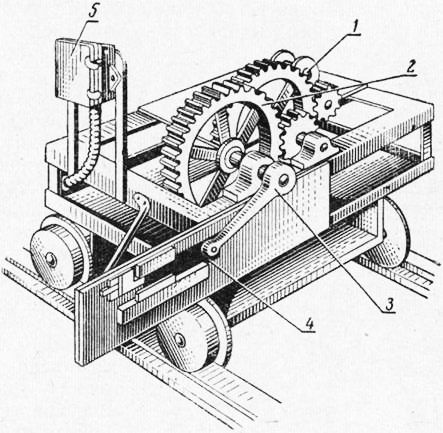
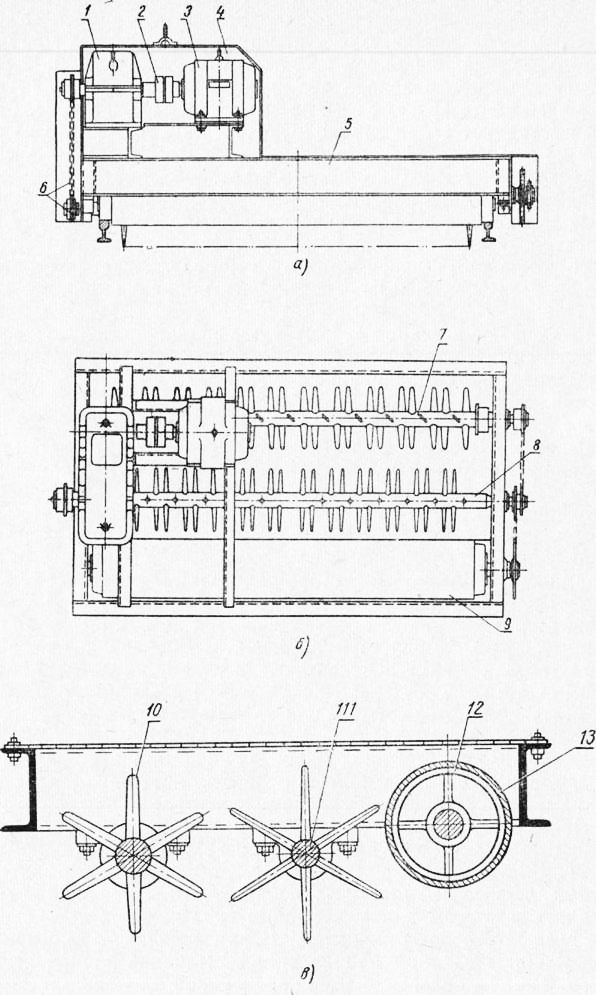
Рис. 66. Схема подключения бесконтактного путевого выключателя БВК-24 При эксплуатации машин особое внимание обращают на омическое сопротивление вторичного контура, которое измеряют амперметром и вольтметром при силе тока 150—200 а. Падение напряжения измеряют милливольтметром. При увеличении сопротивления вторичного контура более чем на 25% проверяют омическое сопротивление отдельных контактов и выявляют контакты с резко повышенным сопротивлением. Их следует разобрать, а контактные поверхности зачистить. Не реже одного раза в три месяца в пневматический цилиндр заливать 50 г индустриального масла. В зимнее время по окончании работы продуть сжатым воздухом систему водяного охлаждения. Контактно-точечная машина МТП-75. Для использования контактно-точечной машины МТП-75 при сварке проволочных каркасов изменена конструкция нижнего электрода (вертикальный неподвижный электрод заменен горизонтальным). Это позволило производить сварку каркасов сложной конструкции из проволоки диаметром до 6—10 мм. Расход электроэнергии по сравнению с электродуговой сваркой значительно ниже, а производительность труда возрастает почти двое. Техническая характеристика машины: мощность 75 кет, напряжение на электродах — 3—6 в (восемь ступеней). Для изменения конструкции машины на ней сваривали стальные листы толщиной 2,5 мм. Оборудование для литых каркасов. При отливке чугунных каркасов перед каждой заливкой необходимо подготовить плацевую постель. При этом плац перекапывают лопатой, рыхлят, выравнивают и слегка утрамбовывают его формовочную смесь. Указанные операции трудоемки, но их, как правило, выполняют вручную. С целью механизации работ по подготовке постели почвенных форм на московском заводе «Станколит» сконструирована и изготовлена плацеприготовительная машина (рис. 67, а). Она представляет собой самоходную тележку, состоящую из сварной рамы и установленного на раме электродвигателя, соединенного муфтой с редуктором, от которого при помощи цепной передачи движение передается рабочим органам машины, в том числе и механизму, передвигающему тележку по рельсовому пути. Электроэнергия подводится к электродвигателю при помощи гибкого резинового шланга, который в момент движения тянется за машиной. Для электробезопасности электропривод закрыт кожухом. Перекапывание плаца осуществляют вращающиеся лопатки вала перекапывателя (рис. 67, б), рыхление — стальные пальцы вала 8 рыхлителя, а выравнивание и легкое трамбование (уплотнение) плацевой постели — катком 9 машины. Перекапыватель представляет собой вал диаметром 75 мм с 54 приваренными к нему под углом 45° к его оси и на расстоянии 70 мм друг от друга стальными лопатками 10 (рис. 67, в). Рыхлитель выполнен в виде вала диаметром 75 мм с 76 ввернутыми в него на расстоянии 50 мм друг от друга стальными пальцами 11 (см. рис. 67, в) длиной 175 мм и диаметром 20 мм каждый. Каток машины — чугунный полый вал 13 диаметром 300 и длиной 1960 мм, в который вмонтированы с обеих сторон чугунные колеса 12 (см. рис. 67, в). Передача движения от электродвигателя на вал рыхлителя осуществляется при помощи муфты, редуктора и цепной передачи от вала рыхлителя к валу перекапывателя и валу катка машины при помощи системы цепных передач. Для передвижения по рельсовому пути машина имеет четыре колеса, из них два диаметром 130 мм на валу перекапывателя, а два других диаметром 260 мм на валу катка, поэтому при движении машины скорость вращения вала перекапывателя в два раза больше скорости вращения вала катка. Глубина перекапывания и рыхления зависит от длины лопаток перекапывателя и стальных пальцев рыхлителя. В соответствии с типами изготовляемых чугунных каркасов в каждом литейном цехе (на каждом каркасном плацу) длину лопаток перекапывателя и стальных пальцев рыхлителя плацеприготовительной машины надо определять с учетом длины торцов чугунных каркасов. Следует иметь в виду, что подготовка плаца производится только при движении машины в одном направлении. Внедрение плацеприготовительной машины облегчило труд каркасников, повысило в 3—4 раза их производительность, на 20% увеличило съем каркасов с одного квадратного метра площади (по сравнению с ручной подготовкой плацевой постели).
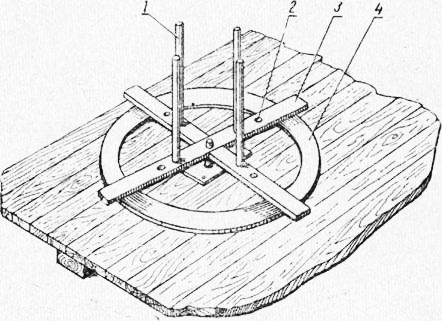
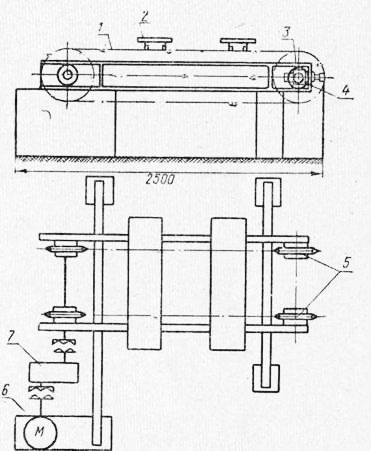
Рис. 67. Плацеприготовительная машина: В некоторых литейных цехах литейные формы для каркасов простой конфигурации изготовляют механизированным способом. Для этого делают деревянный барабан, на котором монтируют модели каркасов требуемой формы и размеров (рис. 68). Установка для отливки чугунных каркасов в изложницах (рис. 69) представляет собой цепной конвейер, имеющий восемь открытых изложниц размером 1200—350 мм. Установка приводится в движение с помощью электродвигателя мощностью 4,5 кет, редуктора, ведущих зубчатых колес (звездочек) и цепной передачи для регулирования натяжения цепей. Цапфы звездочек вращаются в подвижных подшипниках. Движение конвейера осуществляется со скоростью около 4 м в мин. При этом конвейер на время
Рис. 68. Барабан для механизированного способа изготовления форм литых каркасов на плацевой постели
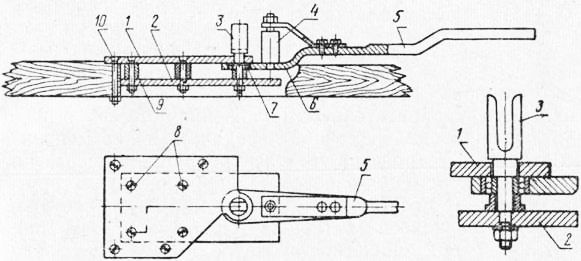
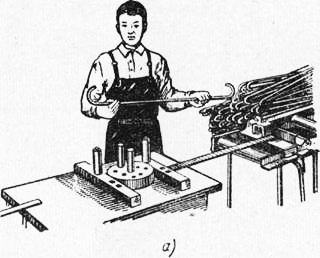
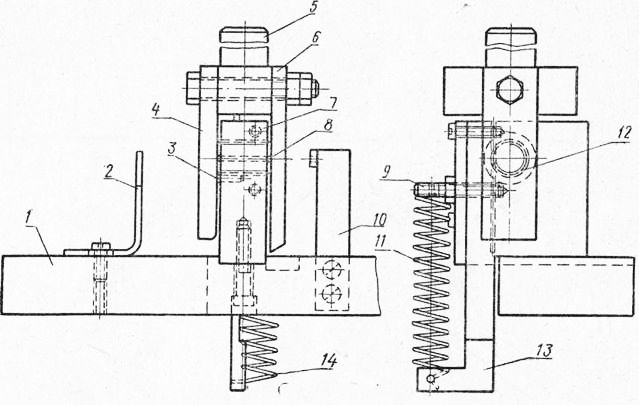
Рис. 69. Установка для отливки чугунных каркасов в подвижных изложницах Такая установка успешно применяется на Минском станкоин-струментальном заводе и позволила высвободить большую формовочную площадь, исключить операции по подготовке плаца и выбивки каркасов, а также приготовления формовочных смесей. Оборудование для изготовления жеребеек. На рис. 70 показана схема штампа для изготовления проволочных штифтов с витыми шляпками и жеребеек для отопительных радиаторов. Такой Штамп изготовлен и внедрен в производство на Рязанском заводе счетно-аналитических машин. Штамп состоит из плиты, на которой смонтирована направляющая и упорная стойки, а также обойма. В отверстии обоймы установлена отрезная матрица в форме втулки. В пазу обоймы имеется рейка, соединенная зубцами с матрицей. Ниже матрицы в обойме установлен упор. Между матрицей и упором имеется зазор, равный диаметру обрабатываемой проволоки. Пружина одним концом зацеплена на шпильке, запрессованной в обойму, а другим концом присоединена к нижнему концу рейки. Матрица в средней части имеет зуб, с которым сцепляются зубцы рейки. На торцовой стороне находится желобок, по глубине и ширине соответствующий размеру проволоки. В верхней части штампа на хвостовине укреплены пуансоны. Штамп устанавливают на эксцентриковом прессе.
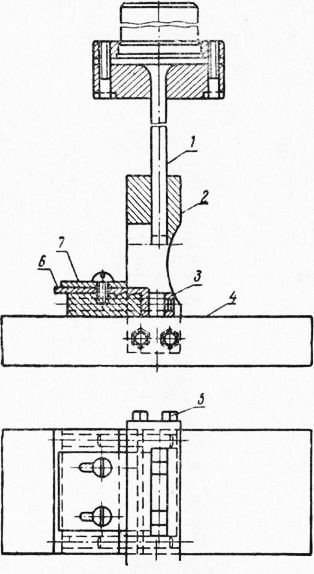
Рис. 70. Штамп для изготовления проволочных штифтов с витыми шляпками и жеребеек для отопительных радиаторов Процесс изготовления штифтов и жеребеек происходит так. Проволока вручную подается через отверстие направляющей стойки 10 и отверстие матрицы до упора. После этого нажимают на педаль пресса. При срабатывании пресса и ходе ползунка вниз пуансон 6 отрезает проволоку для штифта, а пуансон 4 доводит конец заготовки в желобок матрицы, затем опускается и поворачивает матрицу на 320°. При обратном ходе рейка пуансона 6 с пружиной 8 возвращается в исходное положение. При подаче проволоки для отрезки очередной заготовки штифт выталкивается из матрицы и через отверстие стола жеребейка падает в торец. Продолжительность одного цикла — около 1,5 сек. На рис. 71 показан совмещенный штамп для изготовления жеребеек. На матрице закреплены вставка-упор и упор-фиксатор с нанесенным на нем нониусом. На плите болтами прикреплена направляющая пуансона. Штамп прост по конструкции и может быть изготовлен в любой механической мастерской. Процесс изготовления жеребеек производится в следующей последовательности (рис. 72). Прямоугольная заготовка из листовой стали толщиной 1,5 мм кладется на матрицу до упора, установленного для получения необходимой высоты жеребейки (рис. 72, а). При ходе пуансона вниз происходит предварительная гибка плоскости (рис. 72, б), а затем острые кромки пуансона прорезают окно в заготовке, образуя две ^перемычки и отгибая вторую часть плоскости жеребейки (рис. 72, в). Срез происходит только с трех сторон, так как одна из кромок пуансона имеет радиус. Грань пуансона, имеющая радиус, производит гибку. При ходе пуансона вверх заготовка освобождается, поворачивается другой стороной и процесс повторяется. Таким образом, изготовление жеребейки (рис. 73) осуществляется за два хода пуансона. Толщина пуансона выбирается равной половине -высоты жеребейки наименьшего размера, ;в этом случае перемычки не бывает. Для жеребеек большей высоты перемычка остается (чем больше высота жеребейки, тем перемычка будет шире). На рис. 74 показаны цельно-штампованные жеребейки, изготовленные из листовой стали методом штамповки.
Рис. 71. Совмещенный штамп для изготовления жеребеек Реклама:Читать далее:Подъемно-транспортное оборудование и чалочные приспособленияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|






|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|