|
|
Категория:
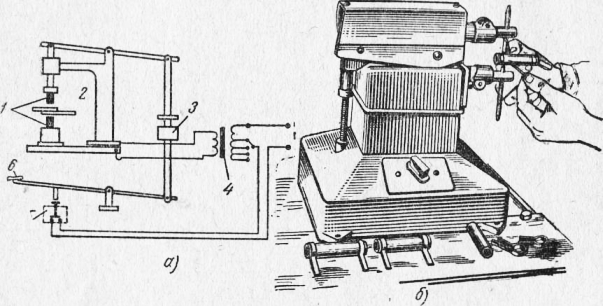
Пайка Для нагрева деталей и расплавления припоя при пайке используют различное оборудование. Установка для пайки контактным способом. Для осуществления пайки контактным способом используют обычно контактные или стыковые сварочные машины, приспособленные для этого процесса. На рис. 1 приведены схема и общий вид контактной сварочной машины. Детали, соединяемые в нахлестку, располагают между двумя медными или угольными электродами. При нажатии педали через систему рычагов верхний электрод прижимает паяемые детали к нижнему, контакт замыкается, включая ток во вторичной обмотке трансформатора. Ток большой силы поступает к замкнутым электродам, разогревает детали и расплавляет припой. Специальное устройство служит для регулирования давления электродов на изделие.
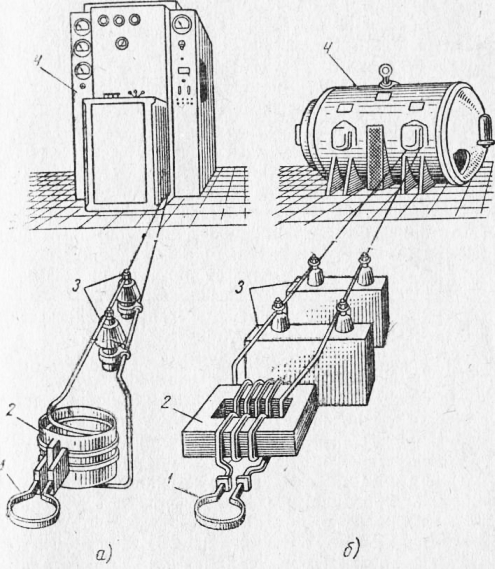
Рис. 1. Установка для пайки контактным способом: Установка для пайки токами высокой частоты. На рис. 2, а показана схема установки для пайки с питанием от лампового, а на рис. 2, б от машинного генератора. ‘Установка состоит из генератора частоты, конденсаторной батареи, необходимой для повышения мощности, воздушного понижающего трансформатора и присоединенного к нему индуктора, который служит для передачи энергии высокой частоты рт источника питания паяемому изделию. В нашей промышленности применяются три типа генераторов высокой частоты: машинные двигатели-генераторы, ламповые и искровые мощностью от 20 до 450 кет, рабочей частотой от 15 до 500 кгц. Высокочастотную пайку можно вести на генераторах любой мощности, однако применение генераторов большой мощности снижает их экономический эффект. Рекомендуется применять генераторы мощностью от 20 до 60 кет. Электрические соляные печи-ванны используют для пайки погружением паяемых деталей в расплавленные соли. Для этой цели можно использовать обычные ванны, применяемые для термической обработки изделий. Нагрев соляных ванн обычно осуществляют теплом, получаемым одним из трех способов: сжиганием газообразного или жидкого топлива; от электронагревателей, установленных снаружи ванны, и при прохождении электрического тока через электроды и расплавленные соли. Наиболее широко для паяльных работ применяют последние два способа получения тепла.
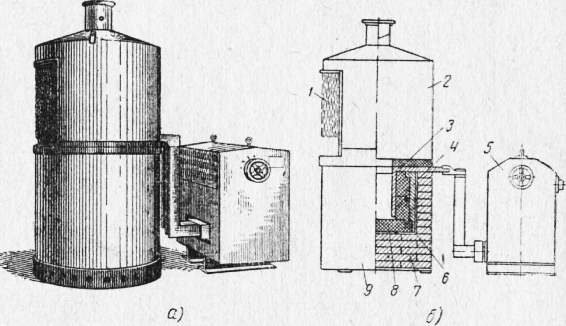
Рис. 2. Установки для пайки токами высокой частоты: Печи-ванны (соляные) с нагревом электронагревателями. Эти печи изготовляются трех моделей: В-10, В-20 и В-30. Каждая из них имеет цилиндрический каркас, снутри которого находится рабочая камера, собранная из фасонных шамотных кирпичей. Пространство между рабочей камерой и каркасом заполнено теплоизоляционным кирпичом и порошком. Нагреватели в виде ленты или проволоки размещены на керамических полочках внутри рабочей камеры. Литой тигель из жаропрочной стали установлен в нагревательной камере, он опирается бортом на чугунную плиту каркаса. Между бортом тигля и чугунной плитой проложено асбестовое уплотнение. Тигель закрывается футерованной крышкой, выполненной из двух раздвигающихся в стороны частей. Через двухстворчатую дверцу колпака осуществляется загрузка печи-ванны. Ванны, нагреваемые с помощью погруженных в расплавленцые соли электродов, изготавливают двух видов: цилиндрические и прямоугольные. Цилиндрическая соляная электродная печь-ванна типа С-35 изображена на рис. 4. Устройство ее следующее. Внутри цилиндрического металлического каркаса находится шестигранная вертикальная рабочая камера, собранная из огнеупорных Щамотных фасонов (блоков). Между каркасом печи и рабочей камерой имеется внутренний кожух из листовой стали. Пространство между кожухом и рабочей камерой засыпано мелким шамотным порошком. Между каркасом печи и внутренним кожухом расположен теплоизоляционный слой из огнеупорного кирпича и порошка. В рабочую камеру опущены три симметрично расположенные стальные электрода, служащие для подвода тока в расплавленную соль. К верхним концам электродов присоединены шины от понижающего трансформатора. На каркасе печи установлен стальной защитный колпак, имеющий в верхней части трубу, соединенную с системой вытяжной вентиляции. Цепной завес служит для защиты обслуживающего персонала от брызг расплавленной соли. Изделия погружают в ванну через проем защитного колпака. Нагревательной средой в рабочей камере печи являются соли, которые поддерживаются в расплавленном состоянии проходящим через расплав током. Конструкция прямоугольных ванн аналогична описанной. Электрические печи, предназначенные для пайки, применяют разных типов. По способу перемещения изделий электрические печи делятся на три типа: ручные, конвейерные и роликовые. Тип печи выбирают в зависимости от масштаба производства, веса, формы и размеров паяных изделий. Конвейерная электрическая печь с защитной атмосферой применяется для так называемой светлой пайки автомобильных деталей, деталей домашних холодильников и других изделий. Она состоит из герметического металлического каркаса, камеры нагрева, в которой расположены электрические нагреватели, и холодильника. Холодильник представляет собой камеру с двойными стенками, между которыми циркулирует холодная вода. Доступ к нагревателям во время ремонта осуществляется через разгрузочный тамбур.
Рис. 3. Соляная электрическая печь-ванна серии R: Передвижение в печи деталей происходит с помощью сетчатого конвейера. Электропривод конвейера находится на загрузочной, а натяжная станция — на разгрузочной стороне. Защитный газ печи обеспечивает получение паяных изделий с чистой, без окалины, поверхностью. Газ подается в камеру нагрева через отверстия, расположенные по обеим сторонам печи.
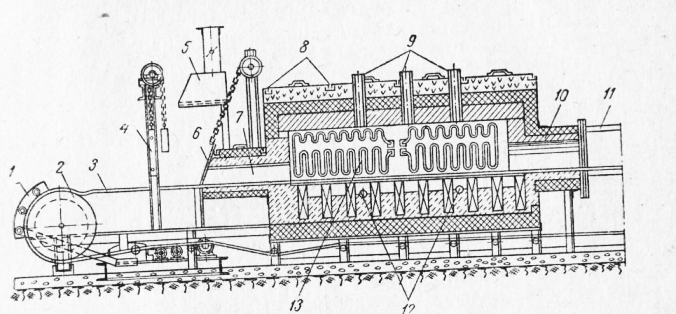
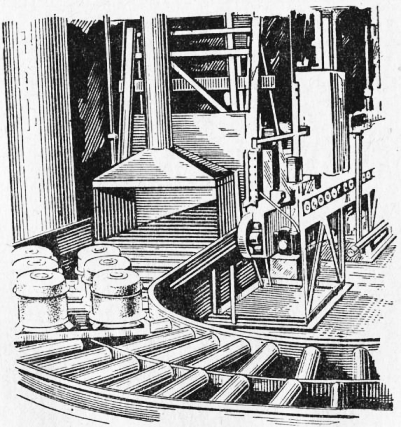
Рис. 4. Цилиндрическая соляная электродная печь серии С: Рабочая температура в печи при пайке должна быть 1050 — 1150 °С. В качестве защитной среды применяют газ, очищенный от углекислого газа и водяных паров. Газ, выходящий из печи через форкамеру, соединяется с кислородом воздуха и сгорает. Для отсасывания продуктов сгорания- имеется вытяжной зонт. Рабочее пространство печи со стороны загрузочного окна закрывается заслонкой из жаропрочного материала. Между форкамерой и местом загрузки, около приводного барабана, находится защитный экран с водяным охлаждением. Нихромовая сетка прижимается к барабану прижимом и передвигается в рабочей камере печи по направляющим из жароупорного материала. Скорость движения сетчатого конвейера регулируется. Температура в печи контролируется термопарами, установленными на своде печи в отверстиях. Для уменьшения потерь тепла печь имеет песчаные затворы. Электрическая печь с роликовым подом применяется в основном для пайки массивных изделий и состоит из двух зон — пайки и охлаждения. Паяемые изделия подаются в печь по роликам или на легких транспортирующих устройствах — решетках, противнях и т. д. По сравнению с конвейерными печами для роликовых печей требуется меньшее количество защитной атмосферы. Детали подаются в закрытый отсек, отделенный от входа и от самой печи. Когда передние дверцы отсека открываются для приема изделий, в отсек впускается большое количество защитного газа. Затем открываются внутренние дверцы отсека и изделия поступают из отсека в камеру нагрева.
Рис. 5. Конвейерная электрическая печь для светлой пайки
Рис. 6. Электрическая печь с роликовым подом Камера нагрева отделена от холодильника дверцами из керамики для уменьшения потерь тепла от излучения в холодильник. Когда пайка заканчивается, автоматически открываются керамические дверцы и изделия быстро перемещаются в холодильник, а затем через внутренние дверцы выходного отсека поступают на разгрузочный столик. Роликовые печи предназначены в основном для пайки стальных изделий медью с температурой нагрева 1130 °С. Реклама:Читать далее:Основные понятия о технологическом процессеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|