|
|
Категория:
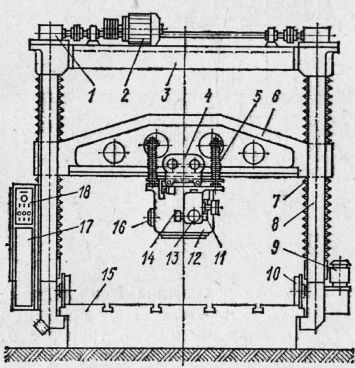
Автоматизация сварочного производства Для правки сварных конструкций применяют гидравлические правильные прессы и специализированные правильные машины. Правку сварных цилиндрических обечаек производят на трех-и четырехвалковых листогибочных машинах. Для правки крупногабаритных сварных узлов используют гидравлические правильные прессы колонного типа и с передвижным порталом. Гидравлический правильно-гибочный пресс колонного типа предназначен для правки крупногабаритных сварных узлов, а также для правки и гибки крупногабаритных листовых заготовок. Пресс состоит из станины, подвижного стола, рабочего цилиндра с плунжером, подвижной траверсы, двух гидроцилиндров для подъема траверсы, двух гидроцилиндров для перемещения стола и трех гидравлических выталкивателей. Станина пресса состоит из нижней поперечины, четырех колонн и верхней поперечины. Правка осуществляется при опускании плунжера, на плите которого закреплен пуансон. Плунжер поднимается двумя гидроцилиндрами, перемещающими вверх подвижную траверсу, которая жестко связана с плунжером. Выпрямляемое изделие устанавливают на правильной плите выдвижного стола, который перемещается по консолям двумя гидроцилиндрами с плунжерами. Управляется пресс с общего пульта. При вращении ходовые винты перемещают гайки, закрепленные в траверсе. Кодовые винты и гайки рассчитаны на восприятие нагрузки пресса при правке. Силовая головка имеет вертикальный гидравлический цилиндр плунжерного типа и насос, который приводится в действие от электродвигателя. Корпус насоса служит баком для рабочей жидкости (масла). Плунжер цилиндра возвращается с помощью четырех тарельчатых пружин, на которых подвешен плунжер. Силовая головка перемещается по направляющим траверсы поперек плиты от отдельного электродвигателя, смонтированного на головке. Пресс управляется кнопками и рычагами с пульта, который смонтирован на распределительном шкафу. Шкаф установлен на стойке портала. Выправляемые изделия укладывают на плиту. На плите предусмотрены Г-образные пазы и отверстия, в которых при необходимости могут закрепляться приспособления для закрепления выправляемых изделий. После установки изделия продольным перемещением подводят портал к изделию, затем поперечным перемещением головки и вертикальным перемещением траверсы устанавливают цилиндр над местом правки, включают привод насоса и производят правку, после чего привод насоса выключают. Гидравлический правильный пресс с передвижным порталом состоит из плиты и портала, перемещающегося по направляющим плиты. Портал состоит из двух стоек, поперечины, траверсы и передвижной силовой головки. Портал перемещается вдоль плиты на четырех колесах с помощью электродвигателя, передающего вращение через редуктор и цепную передачу на ходовое колесо. При ограниченной высоте выправляемых изделий портал выполняют с неподъемной траверсой.
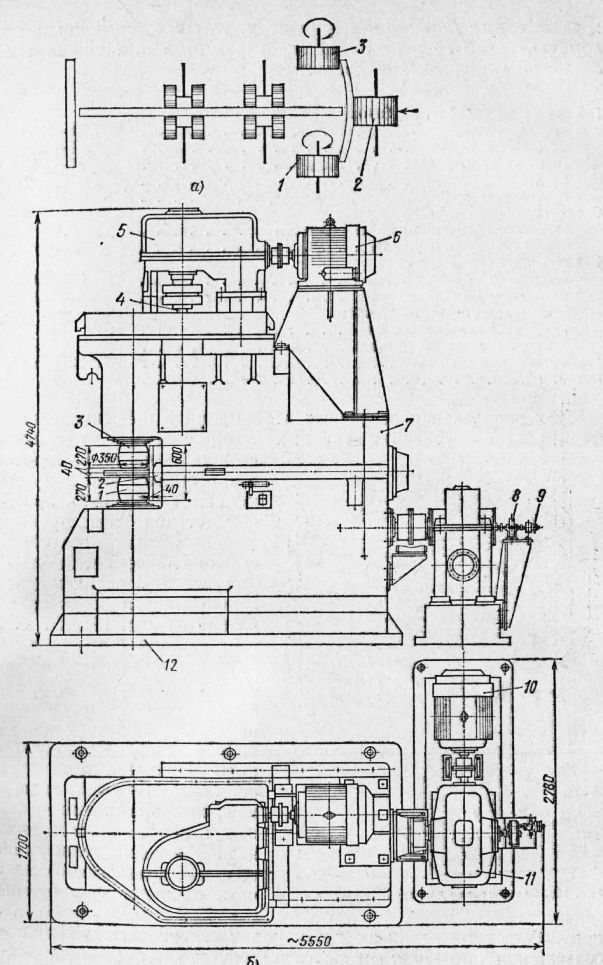
Рис. 1. Гидравлический правильный пресс с передвижным порталом! Грибовидность сварных двутавровых балок — деформацию полок, образуемую вследствие усадки сварных швов, выправляют на специализированной машине. Машина состоит из нижней и верхней станин, в которые вмонтированы подающие ролики и нажимной ролик. Ролики служат для подачи балки в процессе правки. Эти ролики установлены на вертикальных валах, соединенных посредством зубчатых передач с соединительным валом. Подающие ролики приводятся в движение от реверсивного электродвигателя через редуктор. Вал нажимного ролика закреплен в подшипниках ползуна, перемещающегося под действием нажимного винта. Ролик движется возвратно-поступательно от электродвигателя через червячный редуктор и зубчатую передачу. Величину требуемого перемещения ролика контролируют сельсином, связанным с валом червячного редуктора через редуктор. Машина имеет следующие технические данные.
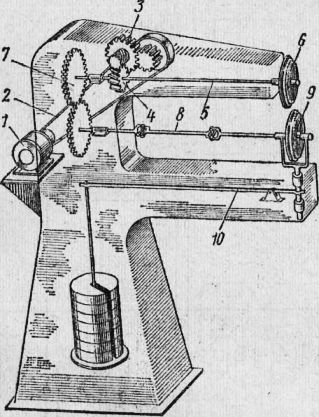
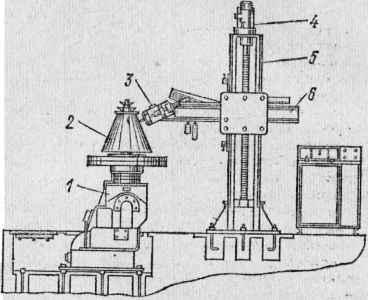
Рис. 2. Машина для правки грибовидиости сварных двутавровых балок: Для исправления сварочных деформаций и пластического деформирования усиления сварных швов с целью улучшения свойств сварных соединений тонкостенных сосудов применяются специализированные станки для прокатки швов. Схема простейшего станка для прокатки стыковых швов полотнищ и продольных швов оболочек показана на рис. 3. От электродвигателя через клино-ременную передачу и пару сменных шестерен, позволяющих изменять скорость прокатки, вращение передается с помощью червячной пары на вал верхнего ролика. Нижний подвижной ролик также имеет привод с помощью карданного вала и пары сменных шестерен, позволяющих получить одинаковые окружные скорости роликов при любом соотношении их диаметров. Давление между роликами создается рычагом от грузового устройства или пневмоцилиндра. Для обработки тонкостенных сварных соединений из трудно-деформируемых в холодном состоянии металлов применяют станки для проковки. Схема станка СВПШ-2М для проковки продольных и кольцевых швов изображена на рис. 4. Проковка осуществляется высокоскоростным ударным пневматическим устройством, смонтированным на поворотной головке. Копировальный механизм поворотной головки обеспечивает расположение ударного устройства по нормали к поверхности обрабатываемой оболочки в каждой точке контракта с ней. Обрабатываемая оболочка устанавливается на оправку, закрепленную на манипуляторе. При проковке круговых швов оболочка вращается планшайбой манипулятора со скоростью проковки. Проковка продольных швов осуществляется при неподвижной оболочке и перемещении консоли с ударным устройством при помощи привода, смонтированного на колонне. На консоли имеется прижимное приспособление, обеспечивающее прижим ударного устройства к поверхности оболочки в процессе обработки.
Рис. 3. Схема станка для прокатки швов
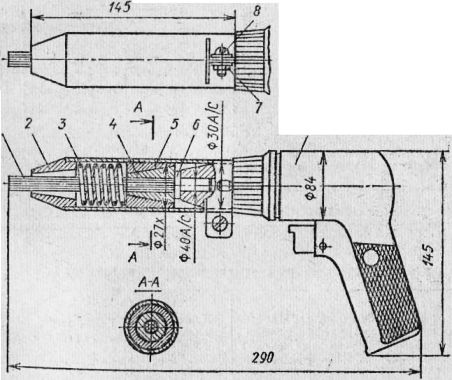
Рис. 4. Многобойковый чеканочный упрочнитель: Для повышения усталостной прочности чеканкой сварного шва и околошовной зоны при изготовлении разнообразных сварных конструкций и в особенности крупногабаритных изделий применяются многобойковые упрочнители. Упрочнитель представляет собой пневматический молоток, на который насажен специальный наконечник с пучком проволок (игл), наносящих сильные и частые удары по обрабатываемой поверхности и производящих упрочняющий наклеп сварного шва и околошовной зоны. Иглы изготовляются из проволоки 65Г диаметром 2; 1,5 и 1 мм с закалкой до твердости HRC 48—50. Упрочнители работают от сети сжатого воздуха при давлении 5 кгс/см2 (0,5 МПа) и имеют следующие технические данные.
Рис. 5. Станок для проковки продольных и кольцевых швов оболочек Реклама:Читать далее:Оборудование для зачистки и отделкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|