|
|
Категория:
Технология деревообрабатывающего производства Далее: Ящично-тарное оборудование Для производства древесной стружки (шерсти) применяют стружечные станки, киповочные прессы и дровокольные станки. Древошерстный станок СД-2 имеет: При монтаже станка и коренного вала особенно тщательно выверяется параллельность их расположения, а также расстояние между ними и правильность соединения шатуна с пальцем маховика и пальцем ножевой плиты. Параллельность плоскости ножевой плиты к плоскости торца маховика проверяется линейкой длиной около 3 м. После выверки станка и коренного вала и установки шатуна фундаментные плиты подливаются цементным раствором. Технические условия по нормам точности на станок СД-2: Смазка. Направляющие ножевой плиты смазываются индустриальным маслом 30 (от лубрикатора), коренные подшипники и холостой шкив — 1 раз в неделю ; коробка червяка — солидолом УС-2 — 1 раз в месяц, подшипники передаточного вала, механизм подачи — 1 раз в смену, переводка — 1 раз в месяц; головка кривошипа — 1 раз в 3 месяца, подшипники передаточного вала и червяков — 1 раз в смену. Запасные части: толчковые червяки 2-7 и 2-8; червячная шестерня 3-12 (СЧ 12-28), вкладыши 8-4 и 8-5 (Бр.ОЦ 6-6-3). Наладка древошерстного станка СД-2: при установке строгальных ножей режущие кромки их должны выступать над плоскостью ножевой плиты на 1,5—2 мм; при установке делительных ножей режущие кромки их должны выступать над кромкой строгальных ножей на 0,25—0,5 мм; установить сменные шестерни в соответствии с подачей (толщиной стружки); устранить имеющиеся люфты. Техника безопасности:
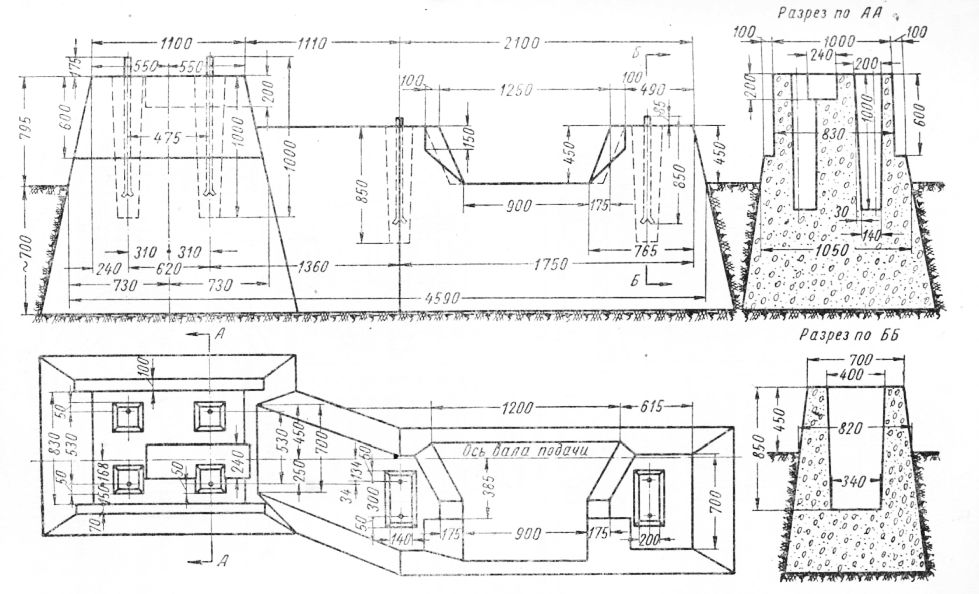
Рис. 1. Фундамент древошерстного станка СД-2.
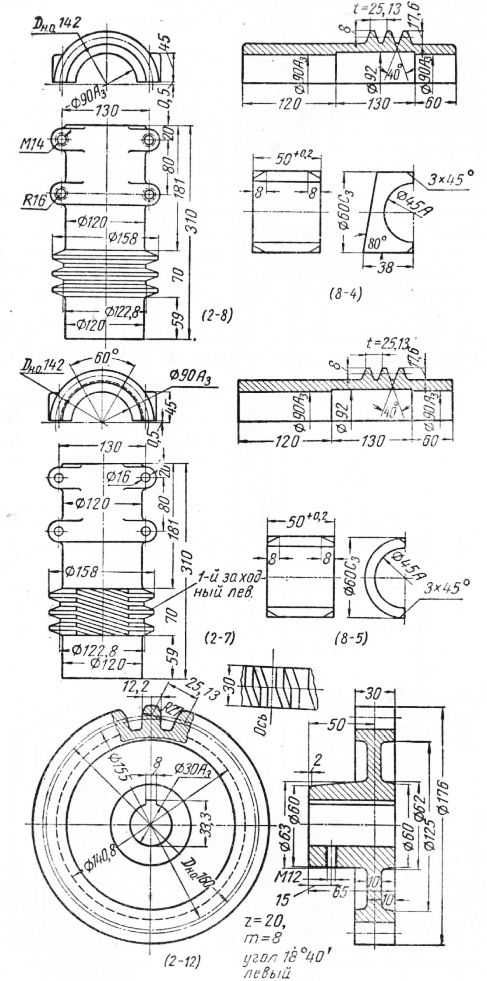
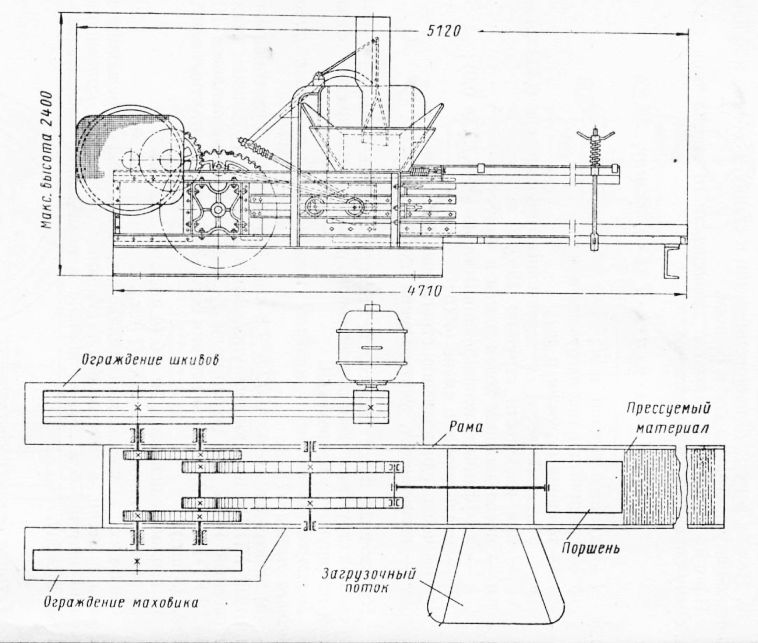
Рис. 2. Запасные части древошерстного станка СД-2; Производительность древошерстного станка типа СД-2 Киповочный пресс ПК-2 предназначен для прессования древесной стружки в тюки определенного размера и плотности с обвязкой их (вручную) проволокой. Электрооборудование и наиболее изнашивающиеся детали кипо-вочного пресса ПК-2: Смазка. Смазываются солидолом УС-2 шарикоподшипники 2 раза в месяц, а маслом индустриальным 30 полуоси кривошипа, пальцы шатуна, оси кромки поршня и подшипники набивателя — 1 раз в смену. Техника безопасности Производительность стружечного пресса. Один пресс ПС может обслуживать до 6 древошерстных станков типа СД-2.
Рис. 3. Схема киповочного пресса ПК-2. Дровокольный станок КЦ-5 (рис. 212) имеет:
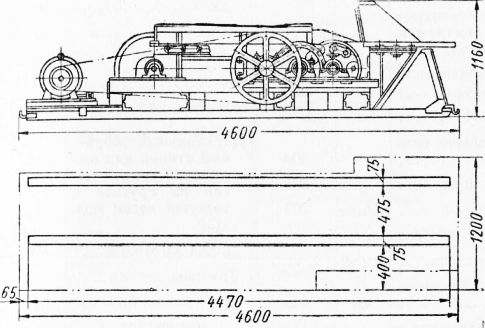
Рис. 4. Установочная схема дровокольного станка КЦ-5. Реклама:Читать далее:Ящично-тарное оборудованиеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|