|
|
Категория:
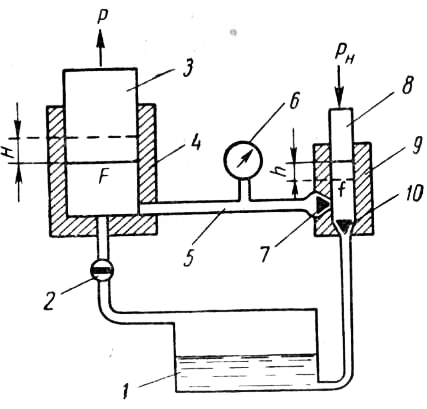
Производство клееной фанеры Прессы, применяемые для производства фанеры, различаются: По мощности или удельному давлению различают прессы с давлением до 15 кг/см2, применяемые для склеивания холодным способом; с удельным давлением от 15 до 50 кг/см2 — для склеивания фанеры горячим способом. На фанерных заводах установлены гидравлические прессы для горячего склеивания с паровым обогревом плит: колончатые, рамные и коробчатые. Гидравлический пресс работает на жидкости — эмульсии или масле. Действие гидравлического пресса основано на законе Паскаля, согласно которому давление жидкости, заключенной в замкнутую гидравлическую систему, передается во всех направлениях равномерно. Замкнутая гидравлическая система пресса состоит из рабочего цилиндра пресса, цилиндра насоса, создающего давление, соединительного трубопровода с нагнетательным клапаном.
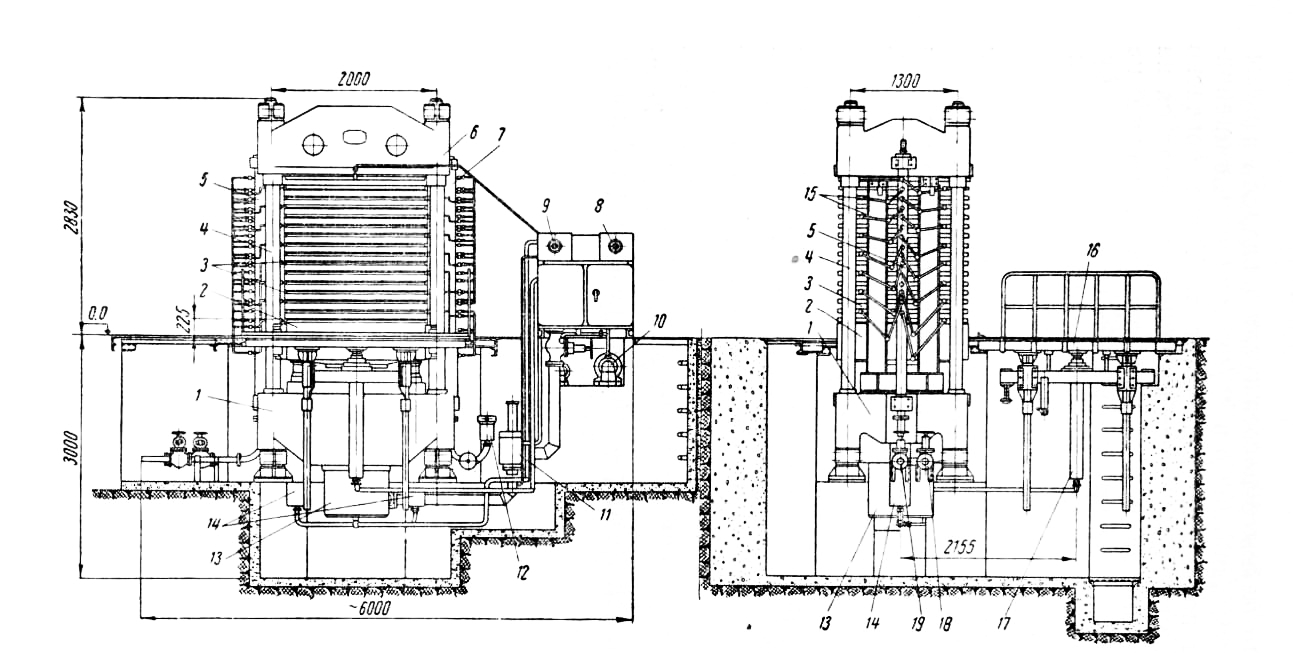
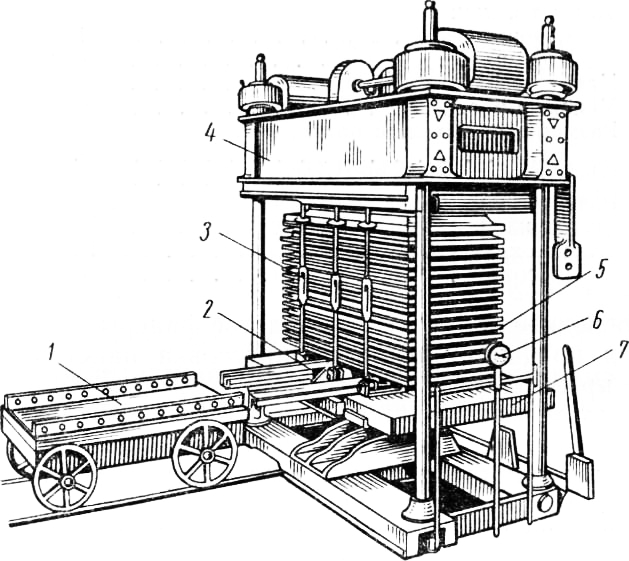
Рис. 1. Принцип действия гидравлической системы пресса: При подъеме плунжера насоса в цилиндре давление станет меньше и под действием жидкости клапан закроется, а клапан откроется и из резервуара поступит следующая порция жидкости. При каждом последующем опускании плунжера насоса плунжер пресса будет подниматься. Для снятия давления и опускания плунжера пресса открывается вентиль. Гидравлические прессы для горячего склеивания. Колончатый гидравлический пресс П-714-Б имеет массивное металлическое основание, на котором помещаются вертикально расположенный рабочий цилиндр, вспомогательные цилиндры. В цилиндрах находятся плунжеры, изготовленные из стали или чугуна. В основании пресса имеются отверстия для установки четного количества колонн, связывающих основание пресса с верхней неподвижной траверсой — архитравом. На плунжеры опирается подвижная траверса, или стол, который служит для передачи давления от плунжера к плитам. К подвижной траверсе и архитраву прикреплено по одной нагревательной плите, между которыми установлены остальные плиты. Чтобы архитрав и стол не нагревались, между ними и плитами имеются теплоизолирующие прокладки.
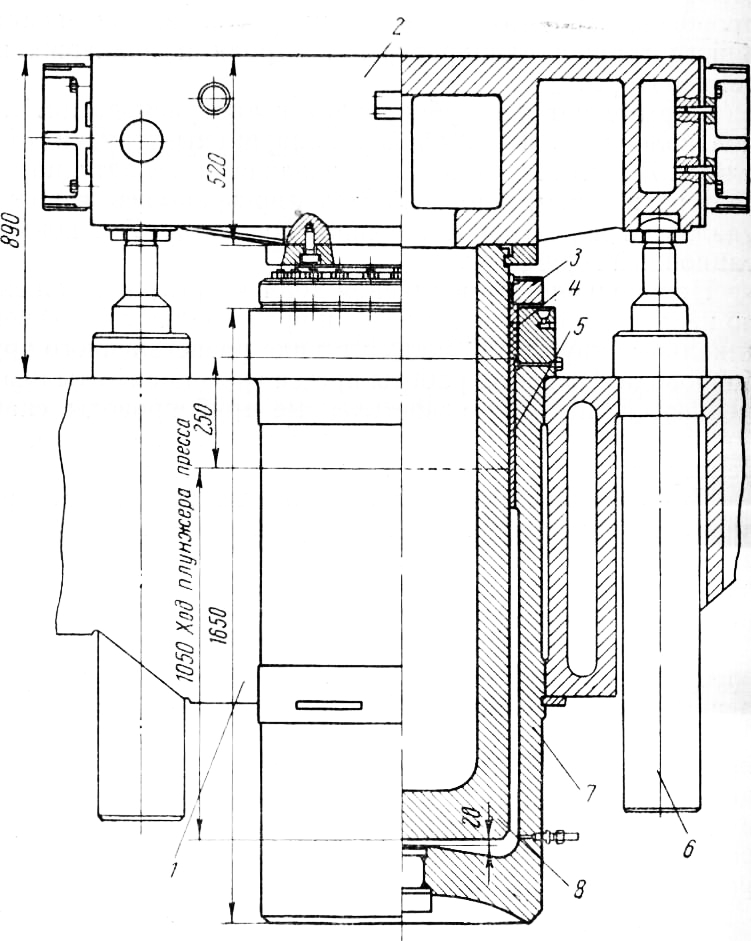
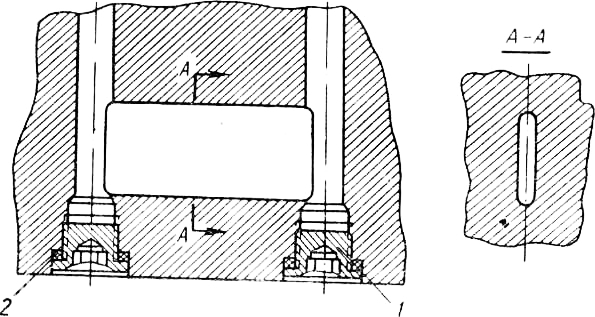
Рис. 2. Колончатый гидравлический пресс П-714-Б для склеивания фанеры: Рамные и коробчатые гидравлические прессы отличаются от колончатого пресса только конструкцией несущего каркаса, который имеет вид или рамы, или коробки. Из существующих основных методов нагрева плит — паром, перегретой водой и электричеством — наиболее распространен нагрев паром. Давление пара в зависимости от технологических требований равно 4—13 атм. Система нагрева и охлаждения плит пресса состоит из паропроводов, запорных вентилей, коллекторов, конденсационного горшка, аппаратуры контроля и поддержания температуры. Пар подают по трубопроводу к парораспределительной колонке, а оттуда через шарнирные трубки в плиты. В плитах пресса пар, отдавая свою теплоту, нагревает их и затем, конденсируясь (превращаясь в воду), удаляется через пароотводящий коллектор и конденсационный горшок. Пароподводящий и сливной коллекторы расположены по нерабочим сторонам пресса и представляют собой вертикальные трубы с отводами в виде разветвленного трубопровода. Во время работы пресса греющие плиты перемещаются, поэтому разветвленные трубопроводы снабжены шарнирными соединениями, обеспечивающими непрерывную подачу пара в плиты. При необходимости охлаждения плит пресса к распределительному коллектору подводят холодную воду через вентиль 18. Плиты охлаждаются водой, проходящей через пароподводящие и пароотводящие трубки при закрытых паровых вентилях. Плиты пресса в нерабочем состоянии опираются на специальные ступенчатые или с прорезями опоры, укрепленные на основании и верхнем архитраве пресса. Опорами для плит служат кронштейны или пальцы, прикрепленные к боковым кромкам плит. При этом каждый кронштейн, считая сверху, короче предшествующего, в результате чего кронштейны могут опираться на соответствующие ступени вертикальных опор или прорезей. Гидравлический привод пресса имеет гидронасосы, распределитель, клапанную аппаратуру, клапан наполнения. Управляют прессом с пульта управления, на котором установлены манометр, термометр, реле времени, кнопки и рукоятки управления. Некоторые прессы имеют подъемный стол для загрузки и выгрузки фанеры. Поднимают и опускают стол с помощью вспомогательного цилиндра. Рабочий цилиндр пресса, укрепленный на основании, имеет нижнюю и верхнюю втулки, которые служат направляющими для плунжера пресса. Втулки изготовляются из бронзы, способной выдержать большие давления и хорошо работающей на истирание.
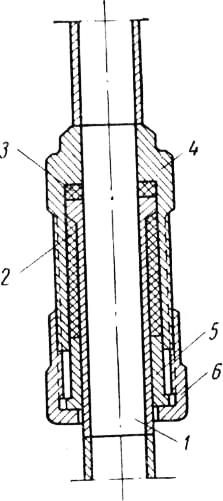
Рис. 3. Рабочий цилиндр пресса: Для того чтобы рабочая жидкость не прошла между стенками плунжера и цилиндра, с внутренней стороны цилиндра имеется паз, куда закладывают уплотнения. Уплотнение не должно вызывать сильного износа поверхностей, быть нейтральным к воздействию рабочей жидкости и стойким при температурных колебаниях. Наиболее распространенными материалами уплотнения являются кожа, резина, прорезиненная ткань и пластмассы. Для уплотнения плунжеров применяют несколько видов манжет.
Рис. 4. Уплотнительные манжеты: При давлениях до 450 кГ/см2 и использовании в качестве рабочей жидкости минеральных масел, эмульсии и воды используют шевронные манжеты, сплошные или разрезанные под углом 45°. При давлениях рабочей жидкости 200—450 кГ/см2 находят применение манжеты типа «лайон». Воротниковые манжеты используют в гидравлических прессах при давлении рабочей жидкости до 320 кГ/см2. В последнее время начинают применять манжеты из капрона или нейлона. Работа манжетных уплотнений основана на принципе самоуплотнения. Жидкость, заходя внутрь кольца, раздвигает его стенки и прижимает внутреннюю стенку к плунжеру, а наружную к цилиндру, благодаря чему создается герметичность в гидроцилиндре. Однако чрезмерно затягивать уплотнения при работе пресса не следует, это может вызвать увеличение силы трения и быстрый износ манжет.
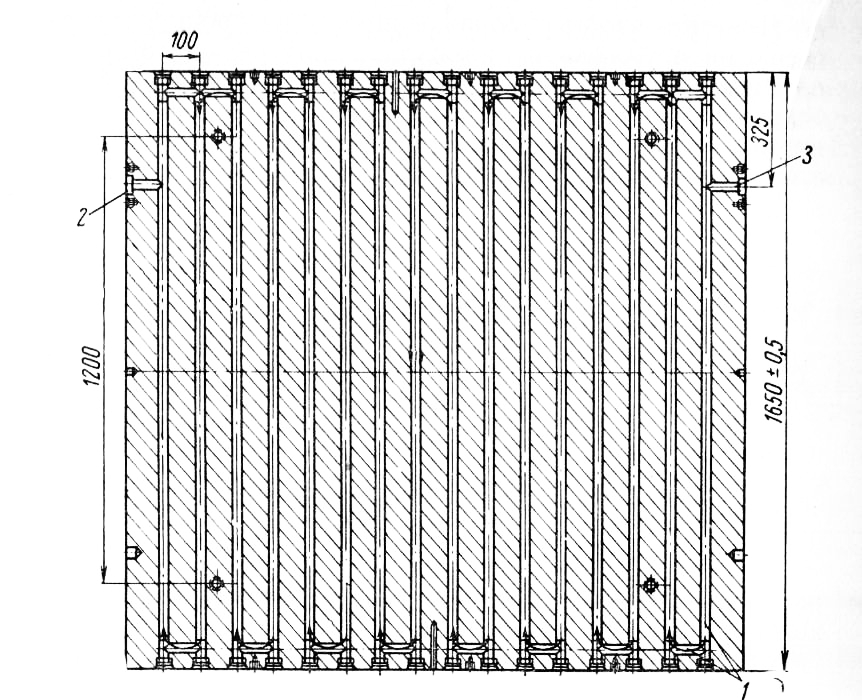
Рис. 5. Конструкция нагревательной плиты;
Рис. 6. Заделка продольных каналов нагревательных плит пресса: Нагревательные плиты прессов изготовляют из стали и шлифуют. Внутри плит имеется лабиринтная система отверстий, обеспечивающая равномерное нагревание и охлаждение поверхности плиты. Продольные отверстия в греющих плитах высверливают. Для создания системы зигзагообразных путей между продольными отверстиями прожигают перемычки специальной горелкой. Пар поступает в канал и выходит из канала. Наружные отверстия каналов заделывают пробками на газовой резьбе. Для более надежного уплотнения в соединениях устанавливают медные прокладки. Если плиты нагреваются неравномерно (из-за засорения каналов), отвинчивают пробки и каналы прочищают. Во время работы прессов необходимо систематически удалять накипь из каналов греющих плит. Это выполняют, пользуясь слабым раствором соляной кислоты и раствором щелочи. Все соединения системы нагрева и охлаждения греющих плит пресса должны быть надежно уплотнены. Иначе неизбежны потери пара и воды, повышение влажности воздуха в цехе, что вызывает ухудшение качества фанеры. Для надежного уплотнения соединений паропроводов используются паронито-вые прокладки толщиной 2—4 мм. Особенно тщательно должны быть подготовлены уплотнения шарнирных соединений. Шарнирное соединение состоит из ниппеля, гайки, нажимного кольца, штуцера, прокладки и уплотни-тельной набивки. Уплотнительная набивка производится нерасплетенным асбестовым шнуром со стороной квадрата 5 мм. При обнаружении пробивания пара или воды необходимо подтянуть гайку. Приведение пресса в действие, т. е. подъем плит и последующее увеличение давления на находящиеся в прессе пакеты, происходит в результате повышения давления рабочей жидкости на плунжер пресса. Гидравлические насосы (индивидуальный насосный провод) или аккумуляторы давления (насосно-аккумуляторный привод) подают в пресс необходимое количество жидкости и создают нужное давление.
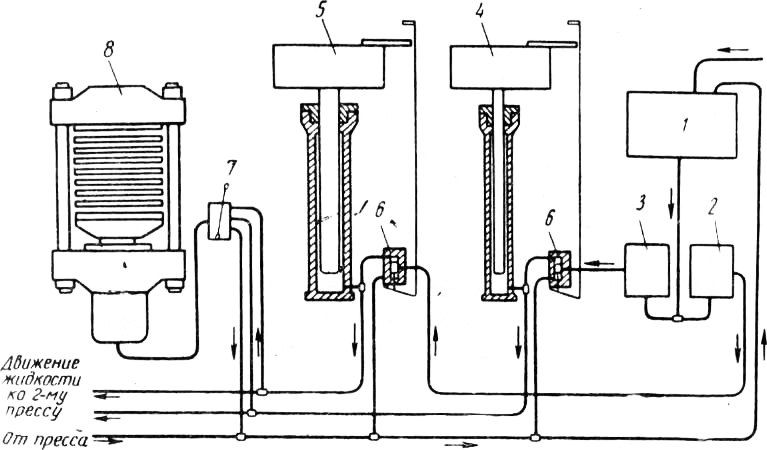
Рис. 7. Шарнирное соединение труб для подвода пара или воды: При индивидуальном насосном приводе (рис. 62) после загрузки пресса пакетами с пульта управления включают электродвигатели гидравлических насосов высокого давления. Рабочая жидкость из бака через вентиль по трубопроводу достигает распределителя и по трубопроводу поступает во вспомогательные цилиндры. Под действием жидкости плунжеры вспомогательных цилиндров поднимают стол пресса. Происходит быстрое смыкание плит пресса. В это же время жидкость через трубопровод и клапан наполнения поступает в рабочий цилиндр. После смыкания плит пресса и создания в гидравлической системе давления 170—180 кг/см2 реле давления включает электромагнит распределителя. Жидкость поступает в рабочий цилиндр, плунжер которого под действием жидкости с высоким давлением поднимает стол и нагревательные плиты. При достижении в цилиндре давления 200 кг/см2 электроконтактный манометр отключает электродвигатели насосов. С этого момента фанеру выдерживают в прессе. Контролирует время выдержки специальный прибор — реле времени, установленный на пульте управления. По истечении времени, предусмотренного технологией, реле времени подает сигнал на включение электромагнита клапана сброса давления, находящегося на распределителе. При этом определенное количество жидкости сливается в бак через трубопровод. После некоторого времени включается электромагнит клапана размыкания плит и происходит размыкание плит пресса и слив жидкости в бак через трубопровод, клапан наполнения и вентиль. После этого все подвижные части пресса приходят в исходное положение. Распределитель 6 предназначен для управления работой пресса и представляет собой систему клапанов, объединенных в одном корпусе. Для предохранения гидравлической системы от перегрузки излишним давлением жидкости установлены предохранительные клапаны. На трубопроводе рабочих цилиндров установлен клапан, на трубопроводе вспомогательных цилиндров — клапан.
Рис. 8. Индивидуальный насосный привод пресса: Для подъема стола загрузки и выгрузки с пульта управления включается электродвигатель шестеренного насоса. Насос подает жидкость по трубопроводу через клапан золотника в цилиндр подъема стола. Для опускания стола в нижнее положение клапан золотника пульта управления прессом переключается и жидкость через клапан поступает в сливную магистраль. Для предохранения системы подъема стола от перегрузки служит предохранительный клапан. Пар в плиты пресса поступает через редукционный клапан, позволяющий регулировать давление пара в паропроводе. Слив конденсата происходит через конденсационный горшок. Вода для охлаждения плит пресса при необходимости подается через вентиль при закрытом паровом вентиле. Для контроля за давлением жидкости в гидросистеме служит электроконтактный манометр и манометры. Контролирует температуру плит пресса дистанционный термометр. При насосно-аккумуляторном приводе прессов в гидравлическую систему включают аккумуляторы, служащие для накопления (аккумулирования) необходимого количества жидкости при определенном давлении. Давление жидкости в аккумуляторе создает условия для быстрого смыкания плит пресса и поддерживания давления постоянным. Рабочая жидкость из бака поступает в насос низкого давления и насос высокого давления. От насосов жидкость по трубопроводам подается в аккумулятор высокого и низкого давления. После заполнения аккумуляторов насосы автоматически отключаются посредством распределительных клапанов. Подают жидкость в главный цилиндр пресса через распределительную коробку (дистрибутор). Сначала включают магистраль и аккумулятор низкого давления, который необходим для смыкания плит пресса. Затем включают магистраль и аккумулятор высокого давления и выполняют прессование (выдержку) фанеры. Слив жидкости происходит при включении на дистрибуторе сливной магистрали. От одной насосно-аккумуляторной станции могут работать несколько прессов. Кроме описанных приводов прессов, могут быть приводы, отличающиеся комбинацией насосов, вспомогательных цилиндров и аккумуляторов. В настоящее время изготовляются прессы для непрерывного склеивания фанеры по одному листу. Пресс состоит из двух секций. Первая секция представляет собой систему роликов верхнего и нижнего ряда; вторая секция— две гусеницы, расположенные одна над другой и натянутые на две пары звездочек. Тяговые цепи гусениц состоят из стальных траков. Направляющие нижней гусеницы неподвижны, а верхние находятся под давлением гидравлических цилиндров, которое передается пакету.
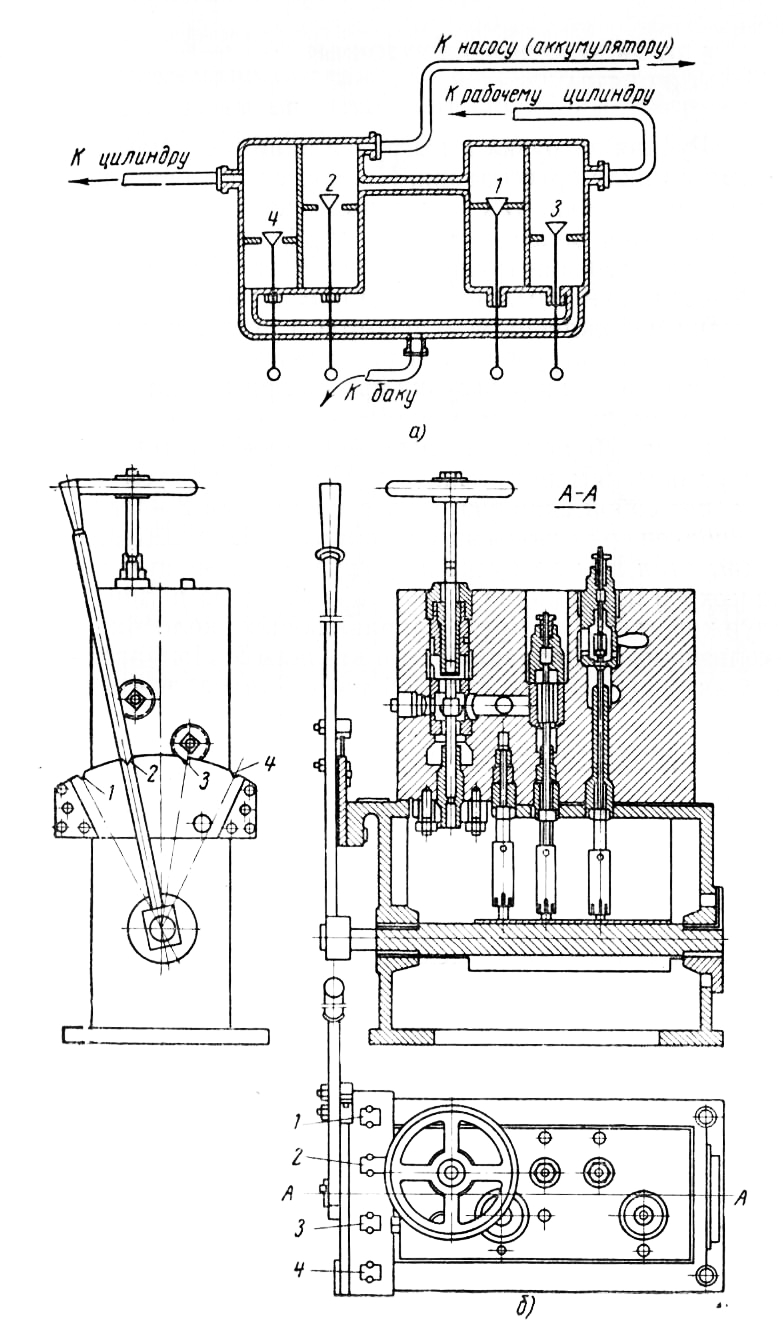
Рис. 9. Насосно-аккумуляторный привод пресса: Связь первой и второй секции агрегата осуществляется при помощи двух бесконечных стальных лент. Нагревается пакет в результате передачи тепла от стальных лент, к которым подводится щетками электрический ток. На прессе можно склеивать фанеру толщиной от 1,5 до 8 мм при ширине 800 мм. Скорость движения стальных лент от 6 до 13 м/мин. При производстве болыиеформатной фанеры используются клеильные гидравлические прессы с 16 рабочими промежутками между плитами и размером обогреваемых плит 1675X2300 и 1350Х 1900 мм. При склеивании болыиеформатной фанеры необходимо использовать металлические или фанерные прокладки, иначе при загрузке пакет прогибается, что приводит к разрыву наружных слоев шпона. Но применение металлических прокладок приводит к увеличению веса пакета и удорожает производство, так как требуется не менее трех комплектов прокладок. Кроме того, необходима специальная установка для охлаждения прокладок. При склеивании фанеры с прокладками за счет увеличения объема работ увеличивается состав бригады, обслуживающей пресс. Для повышения производительности клеильные прессы должны быть оборудованы загрузочными и разгрузочными механизмами. Гидравлические прессы для холодного склеивания. В прессах для сухого холодного склеивания фанеры по сравнению с прессами для горячего склеивания отсутствуют междуэтажные плиты и обогревательные устройства. Эти прессы различают по конструкции основания и архитрава, которые могут быть литые и клепаные из балок, по устройству подвижного стола и гидравлического привода. Прессы для холодного склеивания могут работать от гидравлической установки с подводом жидкости через дистрибутор. В некоторых конструкциях прессов насосы располагаются на прессе. Склеивают фанеру в холодных прессах пакетами, состоящими из отдельных пачек. Высота пакета зависит от величины раскрывания пресса. Пачка из нескольких листов фанеры заключается в прокладки. Весь пакет собирают на деревянном щите и таким же щитом накрывают сверху. Собранный пакет подают на вагонетке, снабженной роликами, в пресс. Под нижний щит и на верхний щит укладывают на одинаковом расстоянии двутавровые балки. В цилиндры пресса впускают жидкость под давлением, и плунжеры вместе со столом поднимают и прижимают пакет к верхнему архитраву. При достижении требуемого удельного давления на концы верхних и нижних балок накладывают зажимы-стяжки, состоящие из двух стержней, соединенных карабином. Конец одного стержня имеет правую нарезку, а конец другого стержня — левую. Карабин у каждого зажима завинчивают. Процесс склеивания происходит следующим образом: сначала для упрессовки пакета подают жидкость под давлением 50 атм, а затем для прессования — под давлением 300 ата (по манометру).
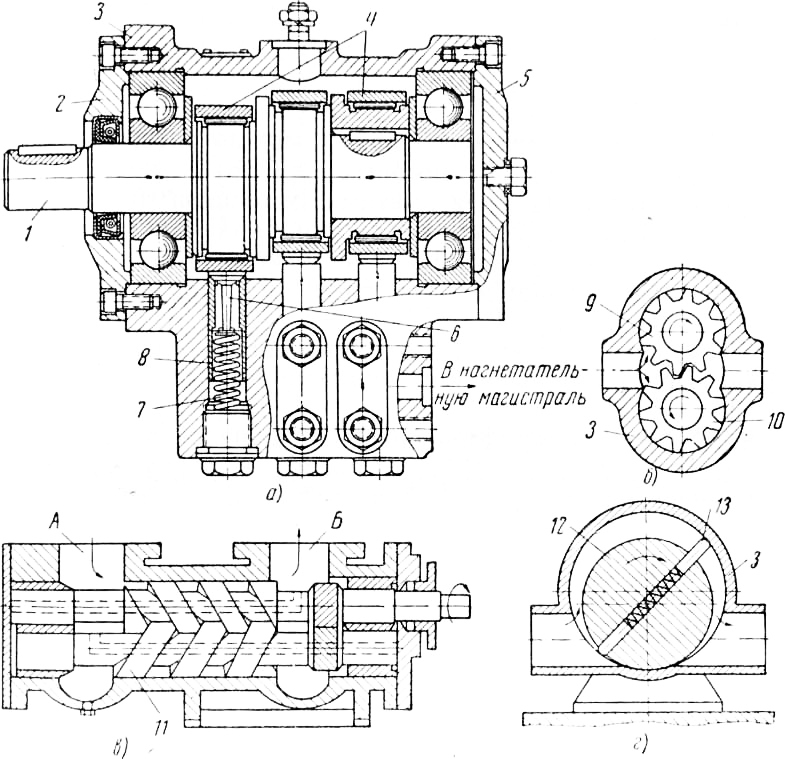
Рис. 10. Пресс для холодного склеивания фанеры: Пакет остается некоторое время под давлением, после чего вновь подтягивают карабины, снимают давление, выкатывают вагонетку с пакетом и отвозят на место выдержки, где он остается до тех пор, пока не затвердеет клей. Время выдержки зависит от применяемого клея. Затем пакет вновь укладывают в пресс, создают давление, развинчивают карабины и снимают зажимы-стяжки. Вагонетку с пакетом выкатывают из пресса и склеенные листы фанеры направляют на подсушку. При использовании смолы М-70 пакеты не подсушивают. Особенностью прессов для холодного склеивания фанеры служит то, что их применяют только для обжима пакетов и создания между листами шпона необходимого контакта. В последнее время в производстве фанеры стала применяться предварительная подпрессовка пакетов в холодных прессах. При этом уменьшается возможность преждевременного отвердения клея, сокращается время загрузки пакетов в горячий пресс и время отвердения, а также улучшается качество фанеры. Наилучшие результаты при подпрессовке получают при использовании для склеивания феноло-формальдегидных клеев. Если используют карбамидные клеи, то следует их применять во вспененном состоянии. Давление в прессе должно обеспечивать контакт между склеиваемыми листами шпона в пакете. Оно должно быть равным или несколько меньшим, чем при прессовании в горячем прессе. Подпрессовка способствует более равномерному распределению клеевого раствора. Удаление воздуха из промежутков между листами шпона в результате подпрессовки позволяет увеличить продолжительность хранения пакетов перед склеиванием в горячем прессе. Подпрессовка снижает количество дефектов, получающихся в фанере, по сравнению с методом непосредственной загрузки в пресс, собранных у клеенамазывающих вальцов пакетов шпона. Обзолы и краевые трещины, возникающие при загрузке пакетов в промежутки горячего пресса, в подпрес-сованном пакете не появляются, поскольку листы шпона плотно прижаты друг к другу. Количество таких дефектов склеивания, как слабая кромка, слабый угол и прохождение клея в предварительно подпрессованных пакетах шпона, уменьшается. Гофр и коробление не образуются в результате выравнивания при подпрессовке влажности отдельных листов шпона. Подпрессовка дает возможность предварительно обрезать кромки подпрессованных пачек, что создает предпосылки механизации процесса окончательной обработки фанеры. Контрольная и измерительная аппаратура гидравлических прессов. Для соблюдения установленного режима процесса склеивания фанеры прессы должны иметь соответствующие контрольно-измерительные приборы: манометры (простые, самопишущие, электроконтактные), ртутные термометры, самопишущие дистанционные пирометры, реле времени или часы с сигналом. Для определения давления в гидросистеме пресса используют простые или самопишущие манометры. Самопишущий манометр фиксирует изменение давления во время прессования, время работы пресса, количество и продолжительность перерывов в работе. На конце стрелки манометра находится перо с чернилами, которое наносит линии на бумаге, укрепленной на цилиндрическом или на плоском барабане. Барабан приводится в движение от часового механизма. Для контроля и регулирования давления жидкости в гидравлической системе пресса используют также электроконтактные манометры. Электроконтактный манометр имеет три стрелки: две неподвижные и одну передвигающуюся в зависимости от давления жидкости в системе. Стрелка устанавливается на нижнем допустимом пределе давления, а стрелка на верхнем пределе. При достижении стрелкой верхнего предела, т. е. стрелки, создается электрический контакт и отключаются гидравлические насосы. При падении давления, т. е. когда стрелка достигнет стрелки, включаются насосы и подают жидкость в систему до тех пор, пока стрелка не замкнется со стрелкой, Насосы для гидравлического привода прессов. В качестве гидропривода в прессах используют масляные насосы самых разнообразных конструкций, отличающиеся друг от друга принципом действия, производительностью и величиной давления жидкости. По принципу действия насосы в основном разделяются на поршневые, плунжерные, шестеренные, винтовые и лопастные. В индивидуальном гидроприводе прессов наибольшее распространение получили поршневые, ротационные (шестеренные, винтовые, лопастные) и ротационно-плунжерные насосы. Насосы приводятся в движение от электродвигателя. Поршневые насосы применяют в гидравлических прессах для создания высоких давлений (до 300 кГ/см2). Наибольшее распространение получили три типа поршневых насосов (Н-400, Н-401 и Н-403), рассчитанные на производительность 5, 18 и 36 л/мин чистого минерального масла. Чугунный корпус, а также крышки составляют картер насоса, в котором размещен эксцентриковый механизм привода. Картер одновременно служит и камерой всасывания. Эксцентриковый механизм состоит из эксцентрикового вала и трех эксцентриков. Эксцентрики смещены относительно друг друга на угол в 120°. На каждом эксцентрике на подшипниках посажены кольца, передающие движение клапанам. В вертикальных отверстиях корпуса — цилиндрах размещены три комплекта поршней. Каждый комплект состоит из полого поршня, клапана и пружины. Клапан в поршне перемещается вверх и вниз. Началу всасывания соответствует наиболее удаленное положение поршня от оси вала при сжатой пружине, прижимающей клапан к кольцу. Между клапаном и седлом в поршне образуется кольцевой зазор размером 2 – 2,5 лш. Через зазор масло, находящееся под напором в картере, заполняет камеру поршня. При дальнейшем повороте эксцентрика пружина перемещает клапан вместе с поршнем. При этом камеры цилиндра заполняются жидкостью. При возвращении эксцентрика в первоначальное положение клапан, преодолевая упругую силу пружины, прижимается к коническому седлу поршня, закрывая доступ жидкости в поршневую камеру. С этого момента начинается процесс нагнетания: жидкость из камеры цилиндра через обратный клапан и отвод вытесняется в гидросистему пресса.
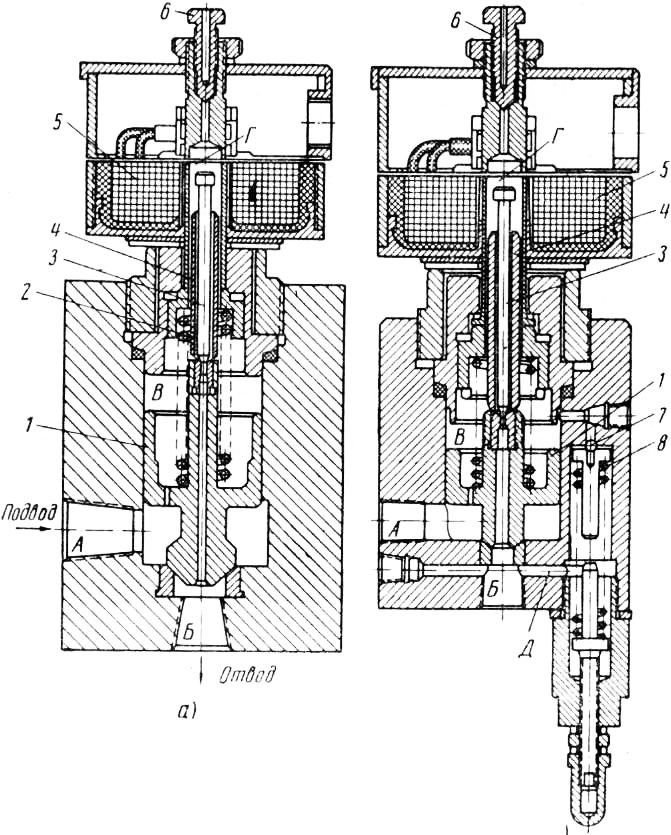
Рис. 11. Схемы насосов: Ротационные насосы (шестеренные, лопастные и винтовые) применяют в гидравлических прессах для питания жидкостью гидросистемы привода и вспомогательных механизмов. Наибольшее давление жидкости создают шестеренные и лопастные насосы — до 65 кГ/см2. Ротационные насосы просты по конструкции, дешевы и надежны в эксплуатации. Устройство шестеренного насоса Показано На рис. 11, б. В цилиндрических расточках корпуса насоса вращаются зубчатые шестерни. Одна из них приводится в движение от электродвигателя, другая вращается вследствие зубчатого зацепления. Направление вращения зубчатых колес и движения жидкости показано стрелками. Впадины зубчатых колес, стенка корпуса и крышка образуют камеры, которыми жидкость из всасывающей магистрали переносится в нагнетательную. Винтовые насосы можно рассматривать как шестеренные, в которых зубчатые колеса заменены сцепляющимися винтами с обратными резьбами. Масло засасывается из полости А, заполняя объемы, образуемые м£жду винтовыми выточками. При вращении винтов масло перемещается вдоль оси насоса и нагнетается в полость Б. Винтовые насосы имеют производительность 380— 1000 л/мин ,при предельном давлении жидкости 25 кГ/см2. На рис. 11, г показана схема лопастного насоса. В корпусе насоса вращается ротор. В пазах ротора размещены лопасти. Корпус насоса я ротор смещены относительно друг друга. При вращении ротора лопасти прижимаются к внутренней поверхности корпуса. В камеру, образованную поверхностями ротора, корпуса и лопасти, жидкость засасывается, а затем по достижении лопастями горизонтального положения нагнетается в гидросистему. Лопастные насосы обычно рассчитаны на давление не выше 65 кГ/см2 и имеют производительность до 200 л/мин. Для подачи рабочей жидкости в насосно-аккумуля-торных приводах прессов обычно используют горизонтальные плунжерные насосы. Аппаратура управления прессом. Работой гидравлических прессов управляют с помощью клапанов: предохранительных, обратных, наполнительно-сливных и сброса давления. На рис. 12, а показана типовая конструкция предохранительного клапана, предназначенного для предохранения гидросистемы пресса от перегрузки. Предохранительный клапан настраивают на определенное давление, например 200 кГ/сл2, сжимая пружину гайкой. При увеличении давления жидкости в системе, соединенной с камерой А, «а величину, превышающую ту, на которую настроен клапан, шарик клапана поднимается с седла корпуса, пропуская жидкость на слив, предохраняя систему от перегрузки. Шарик выполняет роль клапана.
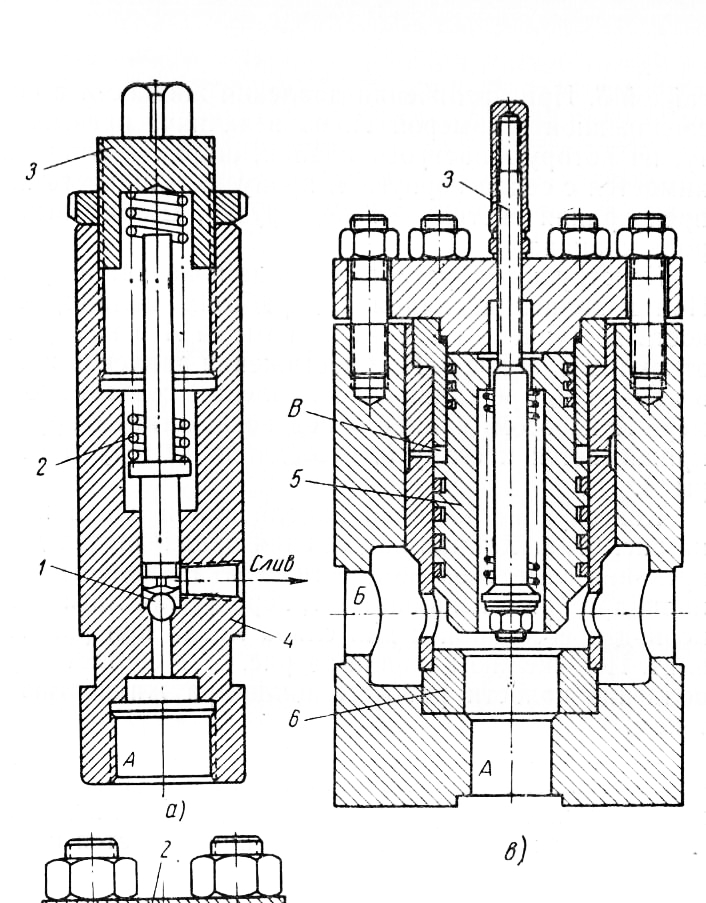
Рис. 12. Конструкция клапанов: Конструкция обратного клапана показана па рис. 12, б. При наполнении, например, рабочих цилиндров жидкость поступает от насоса из камеры А в камеру Б при открытом клапане. При достижении давления жидкости в камере Б, превышающего давление, создаваемое в камере А насосом, клапан под воздействием пружины прижимается к седлу, отсоединяя камеру Б от камеры А. Конструкция клапана наполнения и слива показана на рис. 12, в. Клапан наполнения предназначен для пропускания самотеком жидкости из бака в полость рабочего цилиндра при смыкании плит, перекрытия магистрали на период прессования и для слива масла при размыкании плит. Положению клапана на рис. 12, в соответствует заполнение полости рабочего цилиндра жидкостью самотеком. Поступает масло через два подсоединения камеры Б и через отвод А в рабочие цилиндры. После смыкания плит жидкость из магистрали высокого давления подают через отверстие в камеру В; клапан прижимается к седлу, отсоединяя полость высокого давления от магистрали свободного заполнения. Усилие, открывающее и закрывающее клапан, регулируют винтом за счет натяжения пружины. Конструкция клапана сброса давления с электрическим управлением показана на рис. 13, а. Такой клапан предназначен для одновременного использования в гидросистемах прессов как клапана сброса давления, так и обратного клапана. При повышении давления в полости А жидкость через боковое отверстие диаметром 1,2 мм в клапане заполняет полость В. Если при этом электромагнит в цепь электрического тока не включен, то игла находится в нижнем положении и центральное отверстие в клапане диаметром 1,4 мм будет перекрыто. В полости В давление будет повышаться. Под воздействием давления жидкости в полости В и усилия пружины клапан будет прижат к седлу и сброс жидкости из полости А в сливную магистраль Б не произойдет. С включением электромагнита игла вместе со втулкой втягивается в электромагнит, открывая центральное отверстие в клапане, соединенное со сливом. Жидкость н.ч полости В сбрасывается на слив, и давление в ней надает.
Рис. 13. Конструкция клапанов: Снижение давления в полости В возможно вследствие разности сечения бокового и центрального отверстий в клапане; сброс жидкости из полости В при поднятой игле произойдет быстрее, чем ее наполнение из полости А. Под воздействием давления жидкости в полости А клапан, преодолевая упругую силу пружины, открывается, и жидкость из полости А сбрасывается на слив в полость Б. Если жидкость подавать в клапан со стороны сливной магистрали Б, то он будет работать в гидросистеме пресса как обратный клапан. Воздухоспуск 6 предназначен для спуска воздуха из полости Г. На рис. 13, б показана схема реверсивного клапана. Он выполняет одновременно две функции в управлении гидросистемой высокого давления: клапана сброса давления и предохранительного. Работа клапана для сброса давления подобна работе клапана, показанного на рис. 13, а. При работе клапана как предохранительного избыточное давление в полости В, действующее на шарик, отжимает пружину. При этом жидкость из полости В через шариковый клапан и канал Д сбрасывается в сливную магистраль Б, что вызывает открытие клапана и сброс необходимого объема жидкости, создающего избыточное давление в полости А. Для регулирования работы гидравлического пресса при насосно-аккумуляторном приводе может служить рычажный дистрибутор или распределительная коробка. Дистрибутор регулирует поступление жидкости в цилиндры пресса при разных давлениях и ее слив. К дистрибутору подведены четыре трубопровода: один для подачи жидкости высокого давления от аккумулятора или насоса, второй для подачи жидкости низкого давления к рабочему цилиндру, третий для подачи жидкости к вспомогательным цилиндрам и четвертый— к баку на слив. Порядок работы дистрибутора следующий. Для впуска жидкости низкого давления к цилиндрам пресса рычаг устанавливают в положение. Для подачи жидкости высокого давления к рабочему цилиндру рычаг переключают в положение, клапан открывается и пропускает жидкость в цилиндр пресса. Клапан служит для установки пресса в положение «стоп», т. е. в момент выдержки фанеры в прессе. Клапан служит для соединения рабочего цилиндра со сливным трубопроводом.
Рис. 14. Рычажный дистрибутор: Реклама:Читать далее:Загрузочно-разгрузочные устройстваСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|