|
|
Категория:
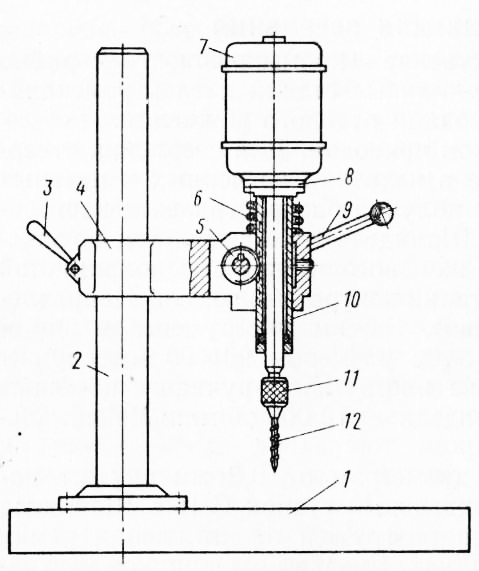
Технология миниатюрных изделий Далее: Обработка отверстий в платах В настоящее время отечественная промышленность серийно выпускает универсальные сверлильные станки с электромеханическим и пневматическим приводами главного движения. Станки с электромеханическом приводом. Для сверления отверстий диаметром от 0,2 и более в изделиях из черных и цветных металлов и сплавов на заводах получил распространение настольный сверлильный станок С-ЗМ. Шпиндель станка вращается в закаленных втулках, выполненных из износостойкой высокохромистой стали. Смазка трущихся пар станка централизованная. Направление вращения шпинделя правое. Зажим инструмента в шпинделе— цанговый. Плоский столик размером 90×90 мм служит для установки изделий. Подача инструмента ручная с помощью лапки. Частота вращения шпинделя — 10 ООО об/мин. Максимальный ход инструмента — 18 мм. Для сверления отверстий диаметром от 0,2 мм служит настолько-сверлильный одношпиндельный станок С-155. Шпиндель станка в значительной степени разгружен от натяжения ремня и вращается в шарикоподшипниках. Смазка подшипников централизованная. Подача ручная, осуществляется за счет поворота рукоятки. Частота вращения изменяется в пределах от 1900 до 12 000 об/мин. Изменение частоты вращения достигается сменными шкивами. Число ступеней — 9. Глубину сверления устанавливают микрометрическим винтом. Стол станка прямоугольной формы с поперечным Т-образным пазом. Для сверления отверстий диаметром от 0,2 мм в различных материалах, в том числе и неметаллических служит настольно-сверлильный станок 2Н103П, станок 2В103-—повышенной точности и др. При сверлении отверстий большое значение имеет постоянство скорости подачи сверла. Разработано специальное устройство к сверлильным станкам, которое управляет скоростью подачи шпинделя независимо от скорости его вращения. Для уменьшения влияния вибраций и радиальных биений сверла, вызываемых шкивами и ременной передачей, в некоторых конструкциях сверлильных станков исключают ременную передачу и шкивы. Вращение от электродвигателя непосредственно передается шпинделю. На рис. 36 показан настольный сверлильный станок такого исполнения. К плите прикреплена колонка, по которой можно перемещать кронштейн. Ротор электродвигателя через фланец соединен со шпинделем, к нижнему концу которого прикреплен патрон со сверлом. Вертикальное перемещение шпинделя производят с помощью реечной передачи и рукоятки. Возврат электродвигателя вверх осуществляется пружиной. Фиксация кронштейна в требуемом положении на колонке выполняют зажимом. Для сверления отверстий, расположенных под различными углами к оси (например, в форсунках двигателей), служит полу-
Рис. 1. Сверлильный станок с электромеханическим приводом
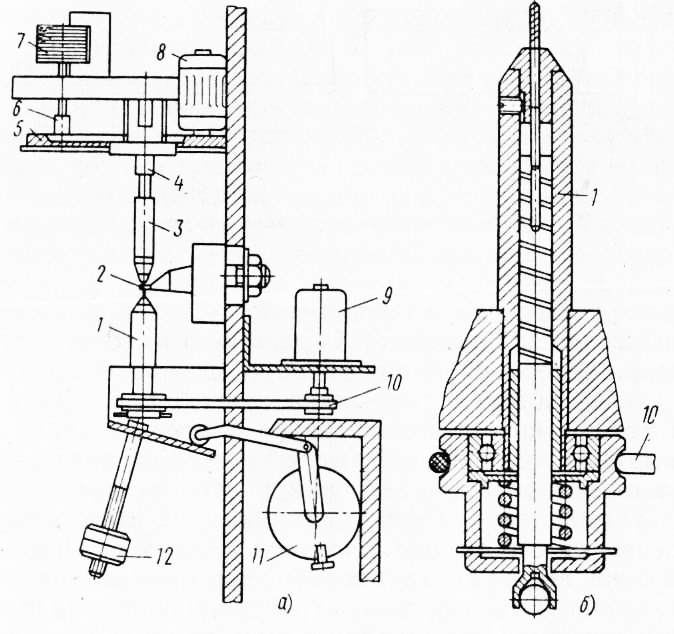
автоматический сверлильный станок. Станок состоит из трех основных узлов: шпинделя с приводом, механизма подачи и поворотного устройства для крепления обрабатываемой форсунки. На кронштейне смонтирован поворотный диск с цангой для зажима форсунки. Поворот диска производится электродвигателем через редуктор (на схеме не показан). Фиксация диска осуществляется подпружиненным пальцем, входящим в один из радиальных пазов, число которых равно числу обрабатываемых отверстий в форсунке. Палец перемещается электромагнитом. Привод шпинделя, разгруженного от радиальных усилий, производится от отдельного электродвигателя через ременную передачу. Продольный разрез шпинделя показан на рис. 1, б. Сверление отверстий производят через кондукторную втулку. Регулирующие грузы создают постоянно осевое прижимающее усилие. Величина подачи определяется кулачком, воздействующим через рычажную систему на шпиндель. Кронштейн устанавливают под требуемым углом к оси вращения шпинделя, а форсунку зажимают цангой. При включении станка сверлится первое отверстие. После отхода шпинделя в исходное положение нажимается конечный выключатель и выдается команда на индексацию поворотного диска. Затем сверлится второе и последующие отверстия. После обработки всех отверстий в форсунке станок автоматически выключается. Оператор снимает обработанную и устанавливает следующую форсунку. При мелкосерийном производстве и необходимости сверления торцовых и радиальных отверстий различных диаметров от 0,1 мм и более применяют универсально-сверлильное приспособление. В случае его использования отпадает необходимость в изготовлении сверлильных кондукторов. Для сверления торцовых отверстий используют вертикальный шпиндель приспособления, имеющий индивидуальный привод от электродвигателя. Изменение частоты вращения при сверлении отверстий в различных материалах осуществляется за счет применения легкого многоступенчатого шкива. Для сверления радиальных отверстий служит горизонтальный шпиндель. Положение его фиксируется рукояткой, связанной с двумя полумуфтами. Для сверления бтвёрстий диаметром 6,1 мм и более в деталях с большим количеством отверстий используется станок с цифровым программным управлением. Он оснащен пневмогидравлическим приводом подачи. Величина подачи регулируется с помощью лимба, расположенного на пневмоцилиндре. Для наблюдения за процессом сверления и состоянием сверл станок снабжен увеличительными устройствами. Станки с пневматическим приводом. Для уменьшения влияния вибраций, возникающих при вращении электродвигателя и шкивов при сверлении отверстий, и сокращения поломок сверл применяют сверлильные станки с пневматическим приводом главного движения. Станки с пневматическим приводом можно подразделить на две группы: а) с пневматическими шпинделями — турбинками и б) бесшпиндельные. В станках первой группы вращение сверла, укрепленного в шпинделе, осуществляется с помощью пневматической турбинки, ротор которой связан со шпинделем или выполнен с ней как одно целое. Примером такого станка является станок, предназначенный для сверления отверстий диаметром 0,3 мм и более, показанный на рис. 2, а. По вертикальной направляющей колонке может перемещаться кронштейн. Движение осуществляется при помощи реечной передачи. Вращение инструмента производится от воздушной турбинки. Сжатый воздух подается по трубопроводу, проходит через редукционный клапан и поступает в турбинку, приводя в движение шпиндель. Отработанный воздух отводится в атмосферу. Ротор турбинки связан со шпинделем скользящей шпонкой, через которую передается вращение. Регулированием давления подаваемого сжатого воздуха плавно изменяют частоту вращения шпинделя от 0 до 35 тыс. об/мин. Для предотвращения проворота шпинделя при креплении в нем инструмента служит стопорное устройство. Подачу шпинделя на необходимую глубину производят с помощью реечной передачи. Помимо этого кронштейн, на котором укреплена пневматическая сверлильная головка, может быть закреплен в требуемом по высоте положении зажимными винтами. Станок может быть прикреплен с помощью плиты к верстаку или столу.
Рис. 2. Полуавтомат для одновременного сверления нескольких отверстий
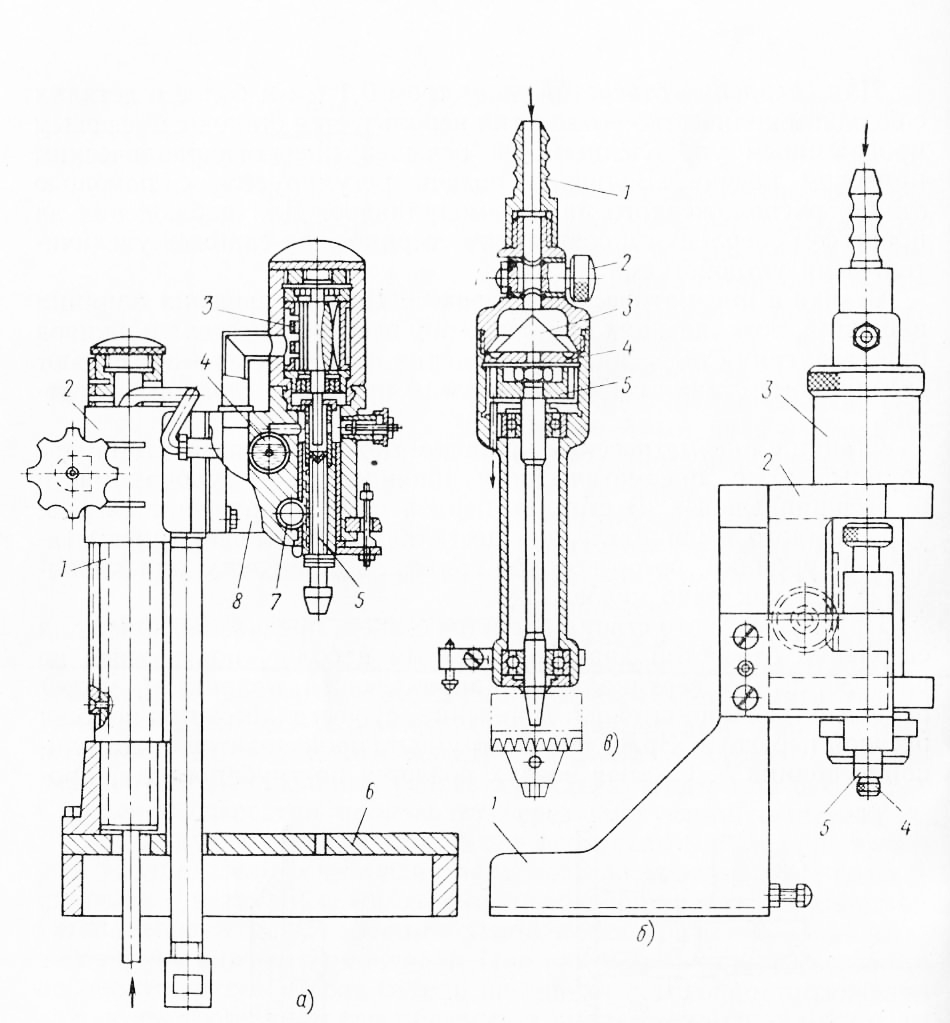
Рис. 3. Сверлильные станки с пневматическим приводом
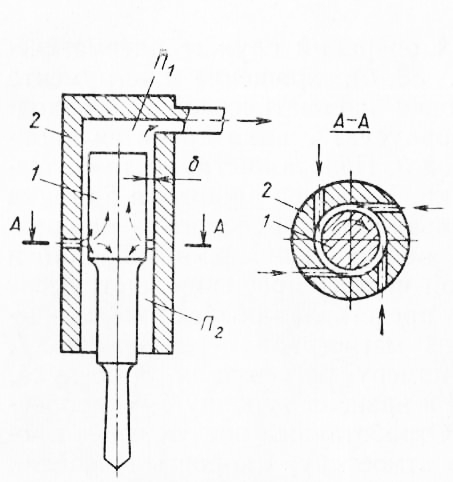
Для выполнения сверлильных операций служит пневматический сверлильный станок, вращение инструмента которого осуществляется от головки пневматической быстроходной шпиндельной машинки. К корпусу станка крепится кронштейн с пневматической головкой. Подача инструмента осуществляется путем поворота рукоятки. На конец шпинделя станка надевается патрон, который используется при сверлении на сравнительно небольших оборотах. С целью уменьшения вибраций и биений при сверлении на большой частоте вращения инструмент крепится в цанге. На рис. 3, в представлен разрез пневматической головки. Сжатый воздух из магистрали через штуцер, пробковый кран подается в камеру рассекателя воздуха, проходит через отверстия сопла и вращает турбину, укрепленную в верхней части шпинделя. Отработанный воздух через просверленные отверстия выходит в атмосферу. Скорость вращения шпинделя может достигать 30—40 тыс. об/мин. Для изготовления сверлильного станка в заводских условиях можно использовать серийно выпускаемую сверлильную машинку пневматического действия. Для сверления отверстий диаметром 0,05—0,25 мм с высокой точностью используют высокоточный пневматический станок, подшипники для поддержания шпинделя у которого выполнены с воздушной смазкой. Привод шпинделя пневматический. Частоту вращения регулируют изменением давления поступающего воздуха с помощью игольчатого клапана. Наибольшая частота вращения шпинделя — 150 тыс. об/мин. Радиальный и осевой воздушные зазоры в подшипниках порядка 7 мкм. Бесшпиндельные станки. Новыми являются принцип действия и конструкция привода главного движения пневматических бесшпиндельных станков. Установлено, что гладкие валики, попав в отверстие, в которое подается сжатый воздух, начинают вращаться и стремятся занять центральное или уравновешенное осевое положение относительно впускных отверстий для подачи воздуха. При определенном зазоре между валиком и стенками отверстия, и определенных углах подвода воздуха вращения происходит со значительным крутящим моментом. Направление вращения гладкого валика противоположно движению воздуха. Это явление использовано для сверления отверстий. При этом шпинделем служит гладкий удлиненный хвостовик сверла, которое вставлено в цилиндрическое отверстие гильзы. Если в верхней полости Я, цилиндрического отверстия давление воздуха больше, чем в нижней полости, то появится направленное вниз осевое усилие. При этом гладкий хвостовик сверла выполняет роль поршня. Если в полости, понизить давление воздуха, то сверло начнет перемещаться вверх. Таким образом, за счет разности давлений в полостях П1 и П2 можно обеспечить подачу сверла ввод и вывод его из отверстия для удаления стружки. Ввиду малости зазоров создаются необходимые аэродинамические условия для поддержания сверла в осевом направлении. При этом гладкий хвостовик сверла и стенки цилиндрического отверстия создают подшипник с воздушной смазкой.
Рис. 4. Схема головки бесшпиндельнОгд сверлильного станка
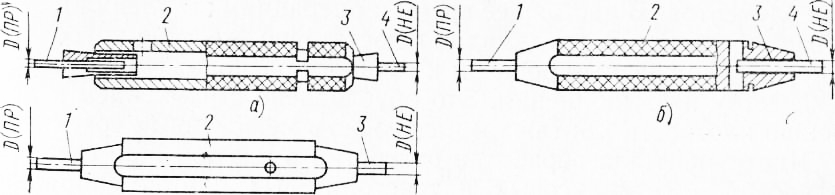
На описанном принципе работает четырехшпиндельный станок с цифровым программным управлением. Для выполнения сверлильных операций на этом станке используют специальные спиральные и перовые сверла. Длина режущей части составляет приблизительно 5% от общей длины сверла; длина гладкого хвостовика составляет 85—88% общей длины. Остальная длина приходится на переходную часть между хвостовиком и режущей частью. Торец хвостовика сверла должен быть плоским и строго перпендикулярным к оси сверла. На хвостовике не допускаются заусенцы, вмятины и маркировочные знаки. Шероховатость поверхности должна быть Rz sg 0,040 мкм. Для сверления отверстий диаметром от 0,15 мм и более применяют спиральные твердосплавные сверла, а для отверстий менее 0,15 мм используют перовые сверла с твердосплавной режущей частью и стальным цилиндрическим хвостовиком. Время сверления отверстия диаметром 0,13 мм в изделии толщиной 1,27 мм составило 6 с. Общим недостатком сверлильных станков с пневматическим приводом является нестабильность скорости вращения шпинделя и относительно большой расход сжатого воздуха. Малогабаритные силовые агрегатные головки. Для сверления; зенкерования, резьбонарезания малых отверстий (диаметром свыше 0,5 мм), фрезерования узких пазов, щелей в изделиях приборостроения получили распространение малогабаритные агрегатные станки, которые компонуются из унифицированных агрегатных головок. Малогабаритные агрегатные станки, предназначаемые для целей обработки миниатюрных изделий, должны обладать универсальностью и обеспечивать обработку изделий из различных материалов (конструкционных и легированных сталей, цветных металлов и их сплавов, неметаллических материалов). При этом обработка должна вестись на оптимальных режимах. При сверлении нередко требуется выполнять глубокие отверстия с отношением глубины сверления к диаметру отверстия равным десяти. В отличие от специальных станков для обработки определенных изделий, переналадка которых на другие изделия не предусматривается, малогабаритные агрегатные станки могут быть сравнительно легко переналажены. Основными рабочими элементами агрегатных станков являются малогабаритные силовые агрегатные головки. Наибольшее распространение получили силовые головки пинольного типа с электрическим приводом главного движения и механическим (кулачковым), пневмогидравлическим и гидравлическим приводами подач. За рубежом изготовляют малогабаритные силовые головки с винтовым приводом подачи, который по сравнению с кулачковым приводом дает возможность осуществлять сложные циклы работы инструмента, причем изменение цикла не требует изготовления сменных деталей. Для улучшения процессов обработки в ряде случаев используют вибрацию. Сверление, резьбонарезание, точение, фрезерование с вибрациями обеспечивает надежное и эффективное дробление стружки, повышает производительность, стойкость инструмента и качество обработанной поверхности. Широкую номенклатуру малогабаритных силовых головок выпускают и за рубежом. Например изготовляются головки с пневмогидравлическим приводом подачи, предназначенные для глубокого сверления с промежуточными выводами инструмента из обрабатываемого отверстия; выпускаются головки с приводом главного движения от единого централизованного привода вращения шпинделей, представляющего собой редуктор с необходимым числом выходных валов, от которых вращение через гибкие валы передается шпинделем. За счет применения гибких валов уменьшаются габаритные размеры головок, освобождается рабочая зона и сокращается число электродвигателей агрегатного станка. Гибкие валы позволяют получать скорости вращения шпинделей до 25 тыс. об/мин. Далее выпускаются агрегатные станки со шпиндельными узлами, выполненными в виду блоков со специальными высокооборотными электродвигателями. Блок наименьшего типоразмера имеет диаметр 26 мм и длину с электродвигателем 216 мм. Блок оснащен высокочастотным двигателем мощностью 60 Вт. В зависимости от частоты подводимого тока скорость вращения шпиндёля соответственно равна 24, 18, 12, 7,5 тыс. об/мин. Измерение отверстий. Для измерения отверстий диаметром от 0,1 мм и более служат калибры-пробки. Конструктивное выполнение их может быть различным. Калибры-пробки гладкие двусторонние с разрезными втулками включают две вставки: проходную и непроходную, которые вставляют по посадке в латунные втулки. Крепят втулки и вставки в стальной оксидированной ручке. Исполнительные размеры диаметра назначаются в зависимости от класса точности контролируемого отверстия.
Рис. 5. Калибры-пробки
Для измерения отверстий диаметром от 0,3 мм и более применяют также двусторонние гладкие калибры-пробки с вклеенными вставками. Проходную (ПР) и непроходную (НЕ) пробки закрепляют клеем в стальной рукоятке. Клеевой шов должен обеспечивать неразъемность и достаточную прочность соединения, а также обладать водо-, масло-, бензостойкостью. В ряде случаев применяют гладкие двусторонние калибры-рукоятки, которые выполнены из фенопласта. Проходная и непроходная пробки должны быть надежно и без перекосов закреплены. Измерение отверстий, линейных размеров изделий, а также их конструктивных элементов можно с успехом производить с помощью микроскопа с проекционным устройством и цифровым отсчетом типа БМИ-ЦЭ. Микроскоп представляет собой измерительный визирный прибор и состоит из следующих основных узлов: основания, продольной и поперечной измерительных кареток с вращающимся круглым столом, колонки, визирной системы, осветительного устройства и реостатных датчиков для отсчета перемещений кареток и цифрового прибора. Измерительные каретки прибора могут перемещаться в продольном и поперечном направлениях. Отсчет перемещений производится по экрану цифрового прибора. Измеряемое изделие размещают на столике микроскопа, а его изображение наблюдается на экране проектора. Соответствующими перемещениями кареток добиваются того, чтобы штриховые линии сетки визирной системы были размещены на измеряемом предмете. Предельные погрешности измерения в продольном и поперечном направлениях не превышают ±0,003 мм. Микроскоп обеспечивает 30х и 50х увеличение измеряемых объектов. Реклама:Читать далее:Обработка отверстий в платахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|