|
|
Категория:
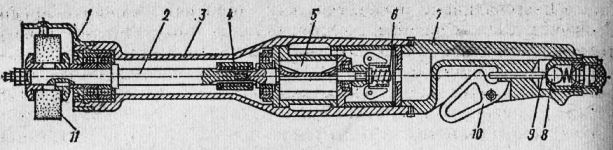
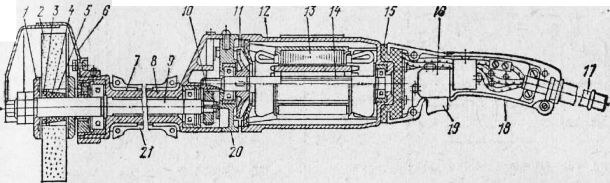
Автоматизация сварочного производства Зачистными и отделочными операциями являются зачистка и шлифовка сварных швов, снятие усилия швов, зачистка сварных конструкций, а также нанесение защитных покрытий. Зачистка сварных швов от шлака, грата и окалины, шлифовка швов и удаление наплывов, а также зачистка и отделка сварных изделий производятся механизированно-ручными электрическими и пневматическими машинами. Эти машины также применяют для подготовки и зачистки свариваемых кромок и поверхностей от ржавчины, окалины и загрязнений. Механизированно-ручные машины разделяются по виду привода на пневматические и электрические, по назначению — на шлифовальные, зачистные, рубильные и фрезерные, и по конструкции — на прямые, угловые и торцовые. Шлифовальная пневматическая прямая машина состоит из корпуса, в который вмонтирован пневматический ротационный двигатель, рукоятки с пусковым механизмом и шлифовального круга, закрытого кожухом. Пуск машины осуществляется при нажатии на курок пускового механизма, при этом игла отводит шарик, открывая доступ сжатому воздуху в полость между статором и ротором. Сжатый воздух давит на лопатки и вращает ротор и шпиндель, соединенный с валом ротора муфтой. Шлифовальный круг закреплен на шпинделе при помощи фланцев и гаек. При снятии руки с курка игла и шарик под действием пружины возвращаются в исходное положение, доступ воздуха прекращается и ротор останавливается. Для ограничения скорости вращения шпинделя на заднем конце вала ротора установлен центробежный регулятор, который может перекрывать впускной канал. Шлифовальная пневматическая угловая машина также приводится в действие ротационным пневматическим двигателем. Она отличается от прямой машины расположением шпинделя и типом шлифовального круга. Вращение от вала ротора передается шпинделю через коническую передачу. Для удобства работы машины этого типа обычно снабжаются дополнительной боковой рукояткой.
Рис. 1. Шлифовальная пневматическая прямая машина
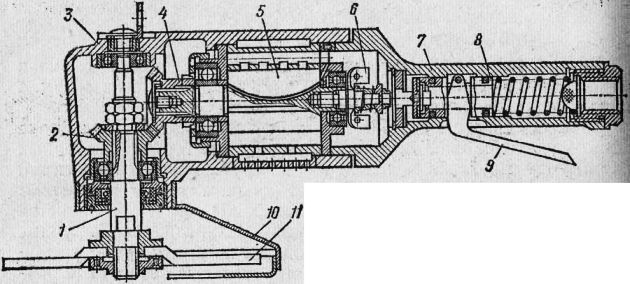
Рис. 2. Шлифовальная пневматическая угловая машина:
Рис. 3. Шлифовальная пневматическая торцовая машина Шлифовальная пневматическая торцовая машина предназначена для обработки горизонтальных поверхностей чашеобразными шлифовальными кругами. Машина состоит из корпуса, в который вмонтирован пневматический ротационный двигатель, и шлифовального круга, закрытого кожухом. Корпус имеет две рукоятки, в основной рукоятке смонтировано пусковое устройство, управляемое курком. При нажатии на курок игла отводит шарик, открывая доступ сжатому воздуху в полость между статором и ротором пневмодвигателя. Сжатый воздух давит на лопатки ротора и вращает последний. Вращение от вала ротора передается шпинделю через одноступенчатый цилиндрический редуктор с внутренним зацеплением. Зубья ведущей шестерни нарезаны непосредственно на выступающем конце ротора, а ведомая шестерня (с внутренними зубьями) установлена в подшипниках и штифтами соединена со шпинделем, на конце которого укреплен шлифовальный круг. Отработанный воздух через выхлопные каналы корпуса поступает в полости, служащие одновременно камерами шумоглушения, а затем через нижнюю крышку — в атмосферу. Для ограничения скорости вращения шпинделя на заднем конце вала ротора установлен центробежный регулятор, который может перекрывать впускной канал.
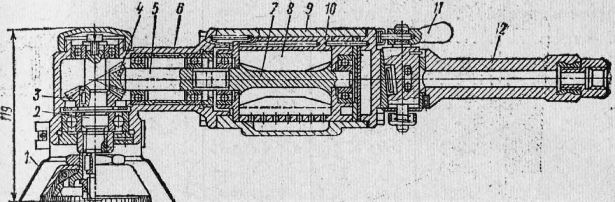
Рис. 4. Зачистная пневматическая угловая машина Зачистная пневматическая угловая машина предназначена для очистки металлических поверхностей от загрязнений, ржавчины, окалины и краски. Она состоит из корпуса, в который вмонтирован реверсивный ротационный пневмодвигатель, рукоятки, угловой головки, проволочной щетки и защитного кожуха. Сжатый воздух из магистрали поступает через пробковый кран в впускные отверстия статора пневмо-двигателя, давит на лопатки, вращает ротор и соединенный с ним вал. При этом коническая шестерня вращает шестерню и шпиндель, на котором укреплена проволочная щетка. Отработанный воздух выходит в атмосферу через отверстия статора и полости корпуса, служащие глушителем. Проволочная щетка состоит из двух конусных чашек, между которыми при помощи гайки зажимаются два сменных проволочных вкладыша. Последние набирают из отходов пружинной проволоки диаметром 0,3—0,5 мм. Для повышения срока службы проволочной щетки в машине применен реверсивный пневмодвигатель, позволяющий при повороте пробкового крана изменять направление вращения ротора. При этом изменяется направление вращения щетки. Стойкость проволочных вкладышей составляет 1—3 смены беспрерывной работы (после чего их заменяют новыми). Машина имеет следующую техническую характеристику.
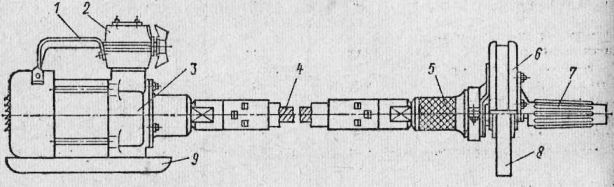
Рис. 5. Шлифовальная электрическая машина: Шлифовальная электрическая прямая машина имеет встроенный асинхронный трехфазный электродвигатель повышенной частоты. Вращение от вала ротора электродвигателя передается шпинделю через одноступенчатый цилиндрический редуктор, ведущая шестерня которого нарезана на валу ротора, а ведомая закреплена на шпинделе при помощи шпонки. На выступающем конце шпинделя при помощи фланцев и гаек крепится шлифовальный круг (либо стальная радиальная щетка), закрытый защитным кожухом. В задней рукоятке смонтирован курковый выключатель и закреплен токоведущй кабель. На переднем конце вала ротора установлю вентилятор для охлаждения двигателя. Шлифовальные электрические угловые машины также работают от асинхронного трехфазного электродвигателя повышенной частоты. Они отличаются от прямых машин расположением шпинделя и типом шлифовального круга. В угловой машине шпиндель расположен под углом 90ч к оси ротора и вращается при помощи конической передачи. Шлифовальная электрическая машина с гибким валом состоит из асинхронного трехфазного электродвигателя промышленной частоты, гибкого вала и шлифовальной головки. Электродвигатель снабжен пакетным выключателем, рукояткой и смонтирован на подставке. От двигателя вращение передается через гибкий вал шпинделю шлифовальной головки, на конце которого устанавливается шлифовальный круг или стальная радиальная щетка, закрытые для безопасности защитным кожухом. Корпус головки служит одновременно рабочей рукояткой, вторая рабочая рукоятка крепится к защитному кожуху. Машина имеет сменные прямую и угловую шлифовальные головки. Для обеспечения электробезопасности рабочего гибкий вал присоединяется к электродвигателю через промежуточный узел — корпус муфты, который изолирован от переднего щита и вала ротора.
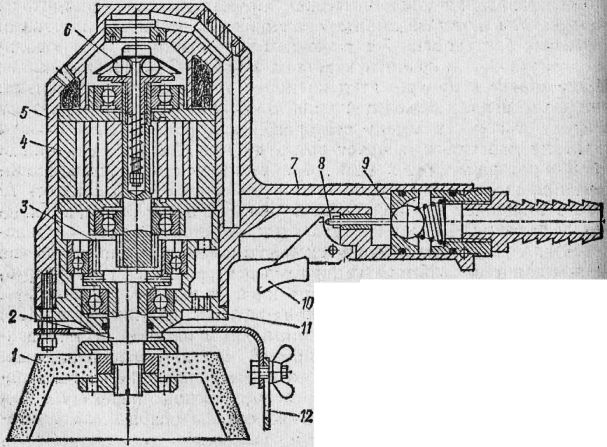
Рис. 6. Шлифовальная электрическая машина с гибким валом
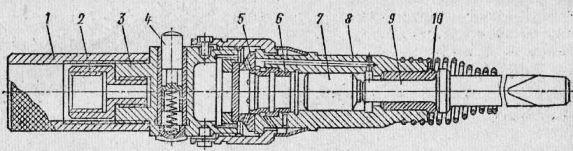
Рис. 7. Пневматический рубильный молоток Пневматический рубильный молоток МЗС предназначен для очистки сварных швов и прилегающей зоны от шлака и брызг. Молоток состоит из ствола, ударника, воздухораспределительного устройства, пускового устройства и рукоятки. В корпус пускового устройства вмонтирован пусковой клапан и штуцер. В конце ствола запрессована концевая букса, в которую входит хвостовик зубила. Возвратно-поступательное движение ударника осуществляется путем подачи воздуха то в одну, то в другую полость его цилиндра по каналам воздухораспределительного устройства и ствола. Переключение подачи воздуха производится автоматически золотником. Молоток имеет следующую техническую характеристику. Механизированно-ручные электрические и пневматические машины следует применять только для зачистных и отделочных операций, т. е. тогда, когда удаляется небольшой объем металла. Для удаления корня сварных швов и снятия фасок применяются кислородная и воздушно-дуговая строжка, рассматриваемая в курсах— «Технология и оборудование газопламенной обработки металлов» и «Технология электрической сварки плавлением». Основные требования безопасности при работе с механизированно-ручными машинами. Пневматические и электрические механизированно-ручные машины оказывают вредное влияние на организм человека в связи с вибрацией и шумом. Рабочие органы этих машин имеют большие скорости, что представляет опасность для рабочего. Применение электрических машин связано с опасностью поражения электрическим током. Поэтому к конструкции механизированно-ручных машин, их приемке и испытаниям на заводе-изготовителе, а также при эксплуатации машин в производственных условиях предъявляются специальные требования, регламентированные Государственными стандартами (ГОСТ 12.2.013—75, ГОСТ 12.2.010—75 и др.), инструкциями по технике безопасности и паспортами этих машин. Для гашения вибраций в конструкциях машин предусматриваются виброзащитные рукоятки, изолированные от корпуса машины специальными кольцами и амортизаторами из вибро-гасящего материала (губчатой резины), а также устройства для балансировки быстровращающихся частей. Для снижения шума от выхлопа сжатого воздуха в конструкциях пневматических машин предусматриваются глушители. Для защиты рабочего от поражения в случае разрыва шлифовального круга или вылета металлической щетки в шлифовальных и зачистных машинах предусмотрены защитные металлические кожухи. В машинах ударного действия предусматриваются специальные устройства, исключающие самопроизвольный вылет рабочего инструмента при холостых ходах. Для предотвращения разрыва шлифовального круга в пневматических машинах установлены центробежные регуляторы, ограничивающие скорость вращения круга. При эксплуатации механизированно-ручных машин руководствуются следующими основными требованиями безопасности. Для снятия усиления сварных швов используют специализированные машины. Примером такой машины является фрезерный трактор для снятия усиления стыковых швов. Фрезерный трактор предназначен для снятия усиления сварных швов на листах и обечайках. Он перемещается по изделию на колесах с помощью электропривода, состоящего из электродвигателя, клиноременной передачи, редуктора и цепной передачи, передающей вращение на ось колее. С помощью маховика можно установить необходимое направление движения трактора. Главное движение резания — вращение шпинделя с фрезой — осуществляется от электродвигателя, смонтированного на корпусе, через клнноременную передачу. Шпиндель выдвигается и поднимается маховиком. Ширину фрезеруемой поверхности можно регулировать путем установки шпинделя под углом к обрабатываемой поверхности. Фрезерование осуществляется торцовой фрезой, укрепленной на шпинделе. Ролик копировального устройства не позволяет фрезе врезаться в листы. Ролик закрепляют в необходимом положении с помощью рукоятки. Трактор имеет следующие технические данные.
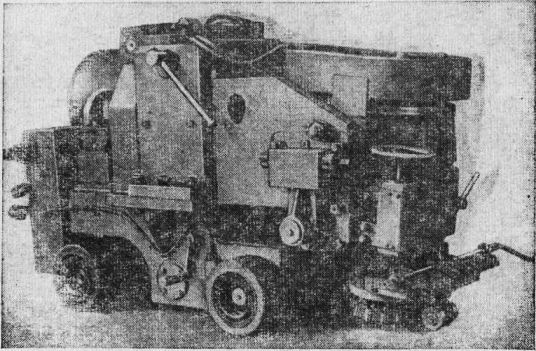
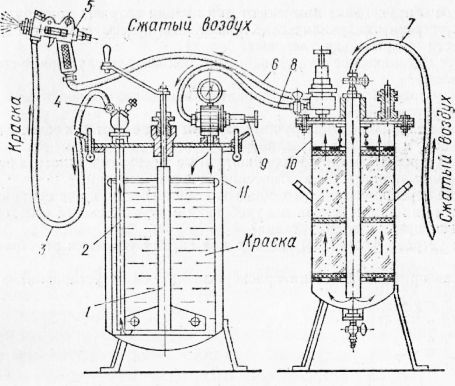
Рис. 8. Фрезерный трактор для снятия усиления сварных швов Наиболее распространенным методом нанесения защитных покрытий сварных конструкций является пневматическое распыление. В комплект оборудования для пневматического распыления входит: краскораспылитель, красконагнетательный бак, масло-влагоотделитель. Сжатый воздух из центральной магистрали или от компрессора поступает по шлангу в масловлагоотделитель, где проходит очистку от паров воды и масла. Очищенный сжатый воздух по шлангу подводится к краскораспылителю, а по шлангу через редуктор давления — в краско-нагнетательный бак. Под давлением сжатого воздуха лакокрасочный материал по трубке вытесняется из красконагне-тательного бака и через кран по шлангу подается к краскораспылителю.
Рис. 9. Схема соединения краскораспылительной аппаратуры При выходе из сопла краскораспылителя лакокрасочный материал встречает струю сжатого воздуха, раздробляется ею, захватывается и наносится на окрашиваемую поверхность. Размешивание краски производится мешалкой. При малых объемах работ применяют краскораспылители со съемными наливными бочками. Окраска распылением может осуществляться вручную и автоматически. Автоматизация процесса окраски достигается применением различных средств передвижения краскораспылителей и окрашиваемого изделия. Окраска методом пневматического распыления производится в камерах, которые оборудуются мощной вентиляционной системой для отсоса лакокрасочного тумана и фильтрами для очистки отсасываемого воздуха от пыли. Окрасочные камеры разделяются на тупиковые, применяемые в непоточном производстве, и проходные, используемые в поточных линиях. Недостатком метода окраски пневматическим распылением являются значительные потери от 20 до 40% лакокрасочных материалов на туманообразование и сложность распылительных камер. Поэтому наряду с методом пневматического раапыления для окраски сварных изделий применяют безвоздушное распыление, распыление в электрическом поле высокого напряжения, электроосаждение, струйный облив. Искусственная сушка сварных изделий после окраски производится в сушильных тупиковых или проходных камерах конвективной или терморадиационной сушки. Реклама:Читать далее:Подъемно-транспортное оборудование для автоматизации сварочных работСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|