|
|
Категория:
Разметка Многочисленные и разнообразные разметочные работы выполняются на разметочных плитах с помощью измерительных и разметочных инструментов и приспособлений, которые можно разделить на следующие основные группы: Для установки, выверки и закрепления размечаемых деталей слесарь должен иметь в своем распоряжении набор специальных приспособлений. По своему характеру такие приспособления могут быть подразделены на следующие группы: Разметочные плиты, отливаемые из серого чугуна, имеют коробчатую форму; плиты снабжены внутри ребрами жесткости. После искусственного старения их подвергают точной механической обработке, а затем пришабривают по контрольным (поверочным) линейкам. Плиты изготовляют квадратной или прямоугольной формы. Обычные размеры таких плит: 750 X 1000, 1200X 1200, 1000 X 1500 мм. Большие разметочные плиты делают составными. Высота рабочей поверхности плиты от пола 800—900 мм. Устанавливают разметочные плиты на деревянных столах, домкратах или на кирпичном фундаменте с таким расчетом, чтобы рабочая поверхность плиты находилась строго в горизонтальном положении. Инструмент для нанесения и кернения рисок. Для нанесения рисок и кернения при разметке применяют чертилки, рейсмусы и кернеры. Чертилкой с закаленным и остро заточенным концом наносят на поверхности детали разметочные риски. При проведении рисок чертилка должна иметь двойной наклон: один — в сторону от линейки и другой — по направлению перемещения чертилки. Пповодимые риски будут параллельны кромке линейки, если во время их нанесения не будут изменяться углы наклона чертилки. Чертилку нужно равномерно прижимать к линейке и следить за тем, чтобы линейка плотно прилегала к детали. Риску следует проводить только один раз; она должна быть как можно тоньше, поэтому необходимо следить за тем, чтобы острие чертилки было хорошо заточено.
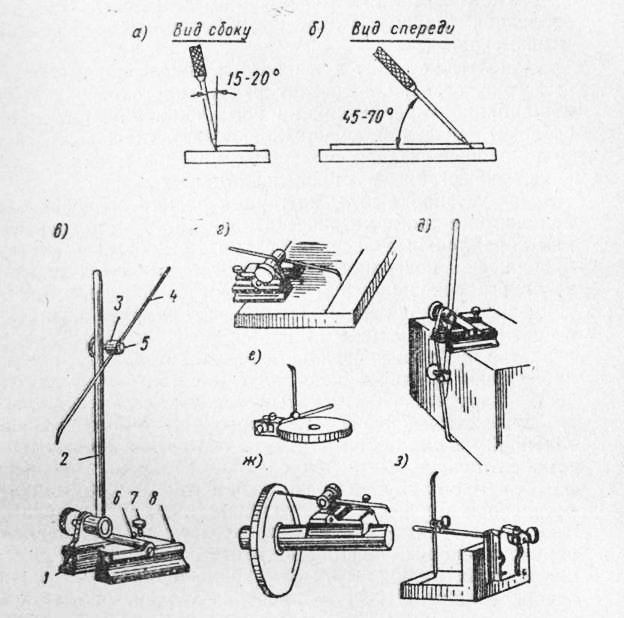
Рис. 1. Инструменты для нанесения рисок и примеры пользования ими
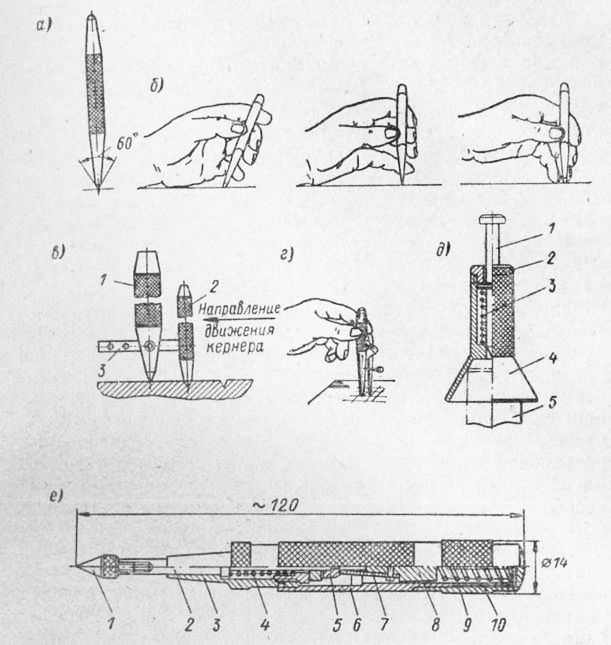
Для изготовления чертилок применяют круглую инструментальную сталь марки У10 или У12 диаметром 3—5 мм. Длина чертилки обычно не превышает 200— 250 мм. Чертилки изготовляют с одним и двумя рабочими концами, которые на длине 20—25 мм, как правило, подвергают закалке. Рейсмус, или чертилка на штативе, служит для нанесения горизонтальных и вертикальных рисок (линий), а также для проверки заготовок, устанавливаемых на разметочной плите на кубиках или других приспособлениях. Рейсмусы бывают различных конструкций и размеров. Для легких работ применяется универсальный рейсмус. Он состоит из чугунного основания и шарнирно укрепленной на нем стойки, по которой скользит муфта, удерживающая иглу-чертилку. С помощью винта державку с иглой и муфту закрепляют на стойке в определенном положении. Окончательная установка иглы на точный размер производится при помощи микрометрического винта. При проведении параллельных рисок по схеме роль направляющей поверхности играют упорные штифты чугунного основания, которыми рейсмус упирается в край размечаемой детали. При разметке по схемам направляющей поверхностью является опорная поверхность основания рейсмуса. При проведении круговых рисок по схеме в качестве направляющей используется призматический вырез на боковой поверхности основания, а по схеме, приведенной на рис. 38,з, — такой же вырез на нижней поверхности основания рейсмуса. Кернер служит для нанесения вдоль рисок (линий) небольших конических углублений (керн), обозначающих разметочные риски, их пересечения и центры окружностей размечаемых заготовок и деталей. Керне-ние производят для того, чтобы разметочные риски были хорошо видны. После обработки должны оставаться только половины керновых углублений; это будет указывать на то, что’ обработка выполнена правильно, по разметке. Кернеры изготовляют из инструментальной углеродистой стали марок У7, У8, длиной 70—150 мм и диаметром 6—14 мм. Рабочий конец кернера имеет коническую заточку, которая заканчивается острием с углом при вершине 45—60°. Рабочая часть его на длине 20—25 мм и ударная на длине 15 мм закаливаются, острие кернера затачивают на шлифовальном станке. Для удобства пользования на средней части кернера предусмотрена накатка. Кернер берут тремя пальцами левой руки и с наклоном от себя острым концом прижимают к намеченной на риске точке так, чтобы коническое пстоие кернера совпадало с серединой риски. Перед ударом молотком кернер ставят в отвесное положение, а затем фиксируют упором пальца в деталь и наносят по кернеру легкий удар молотком весом 50—100 г.
Рис. 2. Кернеры и приемы кернения
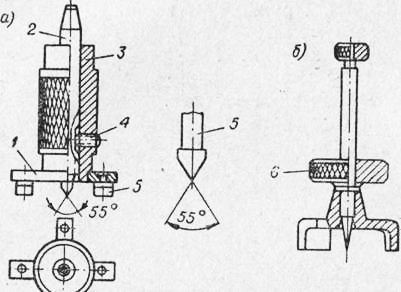
В практике разметки встречается необходимость нанесения кернов с определенным интервалом друг от друга, для этого рекомендуется пользоваться шаговым кернером. Он состоит из двух кернеров: основного и вспомогательного, расстояние между которыми регулируется фиксирующей планкой. Основное углубление накернивается кернером, затем в полученное углубление вставляют кернер и ударом молотка по кернеру накернивают второе углубление, после этого кернер переставляют в следующее положение и т. д. Если необходимо накернить малые окружности и крутые закругления небольших радиусов, то применяют кернер-циркуль. Для нахождения центра на торцах цилиндрических заготовок применяют кернер-центро-искатель, называемый также центронамет-чиком. Разметка в данном случае заключается в том, что колпачок устанавливают на торец заготовки и молотком ударяют по головке кернера. Под действием пружины кернер всегда находится в приподнятом положении. Для предохранения его от выпадания служит гайка. Накернивание следует производить после того, как вся разметка закончена. Кернить в процессе разметки не рекомендуется, так как ударами молотка можно сдвинуть деталь, отчего нарушится точность дальнейшей разметки. Для разметки тонких и ответственных деталей, например лекал, матриц, пуансонов, тонколистовых и особенно крупных деталей, кернер нормального типа неудобен: силу удара трудно регулировать, углубления получаются разной величины и т. п. В этих случаях с целью повышения производительности труда и точности разметки применяют пружинные (механические) и электрические кернеры, а также специальные кернеры для точного кернения. При пользовании пружинными кернерами надобность в ударе молотком отпадает. Кернер берется в правую руку так, чтобы большой палец находился сверху упорного колпачка. Затем острие кернера устанавливают в вертикальном положении точно по риске в том месте, где желают получить углубление (керн), и нажимают на корпус кернера. При этом корпус 6 вместе с направляющей втулкой опускается вниз, преодолевая сопротивление пружин, которые сжимаются. Эксцентрично расположенный сухарь-курок, находящийся под действием плоской пружины, начнет при этом подниматься вверх и в том месте, где диаметр отверстия в корпусе уменьшается, отожмется к центру; тогда хвостовик стержня заскочит в отверстие в сухаре. При этом ударник освободится и, находясь под действием пружины, нанесет по концу стержня сильный удар, который заставит острие кернера углубиться в металл размечаемой детали. Ввинчивая или вывинчивая упорный колпачок , можно сжимать или ослаблять пружину и тем самым регулировать силу удара, которая колеблется в пределах 10—15 кг, что обеспечивает получение лунки глубиной 0,2—0,3 мм. Пружинным кернером при расстоянии кернения 20 мм можно сделать 40—50 ударов в минуту. Вместо острия кернера в стержень вставляется клеймо, и тогда кернер можно использовать для автоматического клеймения деталей. Для точного кернения, например при изготовлении штампов, лекал и др., применяют специальные кернеры, представляющие собой стойку с кернером. Перед кернением смазывают маслом углубления в рисках и устанавливают кернер ножками, закрепленными в подставке, на пересекающиеся риски детали так, чтобы обе ножки, расположенные на одной прямой,‘попали в одну рцску детали, а третья — перпендикулярно риске. Тогда центр кернера попадает точно в центр пересечения разметочных рисок. Кернение производят легким ударом молотка по головке кернера. Винт предохраняет кернер от проворачивания и выпадания из стойки. Другая конструкция кернера такого же назначения (рис. 40,6) отличается от предыдущей тем, что удар по кернеру производят специальным грузом 6, который при этом опирается на буртик кернера. В тех случаях, когда необходимо через отверстие одной детали (в данном случае А) накернить центр этого отверстия на другой детали Б, на деталь А накладывают специальное приспособление (рис. 40, б), состоящее из основания, в котором свободно скользит центрирующая втулка, постоянно поджимаемая пружиной. В пробке закреплена одним концом спиральная пружина. При оттягивании кернера на накатанную головку пружина сжимается и, возвращая кернер, наносит центр отверстия на детали Б. Точность кернения зависит от качества раззенковки отверстия в детали А. Измерительный инструмент. Для измерения при разметке длин применяют стальные измерительные (масштабные) линейки с миллиметровыми делениями. Для прочеркивания прямых рисок рекомендуется пользоваться стальной линейкой со скошенной стороной; такую линейку прикладывают скошенной стороной непосредственно к размечаемой детали и переносят с нее размеры. При измерениях больших длин рекомендуется пользоваться стальной рулеткой. При откладывании размеров по вертикали удобно пользоваться масштабной линейкой с подставкой. Она состоит из масштабной линейки, закрепленной винтами в вертикальном положении на специальной подставке. Точность измерения с помощью этой линейки — 0,5—1,0 мм.
Рис. 3. Кернеры для точного кернения (а, б) и приспособления к ним (в)
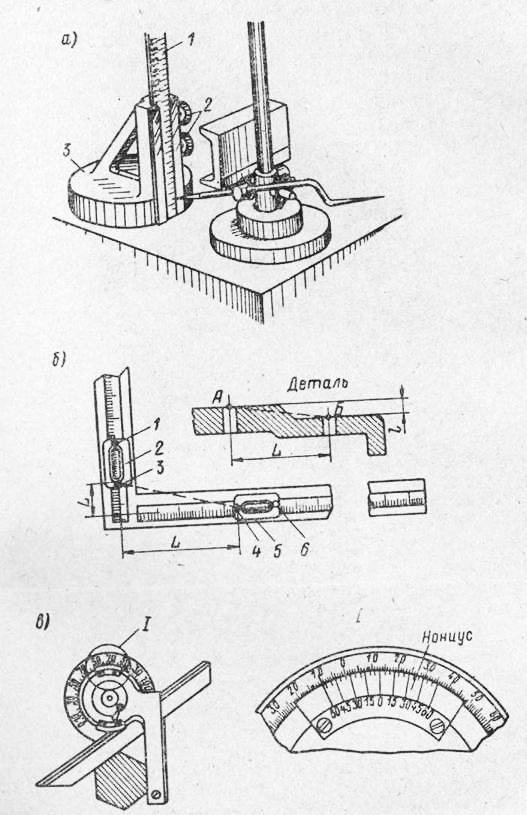
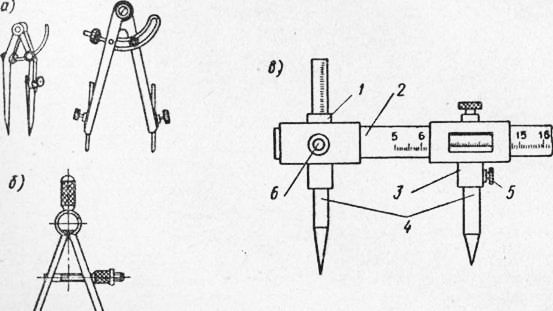
Угловой штангенциркуль позволяет по заданным катетам без вычислений определять гипотенузу прямоугольного треугольника. Этим штангенциркулем удобно пользоваться в тех случаях, когда нужно откладывать размер между двумя точками Л и Б, не лежащими в одной плоскости, но связанными между собой размерами. Для этого горизонтальный движок 5 углового штангенциркуля устанавливают на размер L, а вертикальный движок — на размер /. Установив затем ножки разметочного циркуля в специальные углубления (керны), имеющиеся в движках, автоматически получают требующийся раствор циркуля (т. е. гипотенузу прямоугольного треугольника с катетами L и /). Винты служат для закрепления движков после их установки.
Рис. 4. Измерительные инструменты, применяемые при разметке
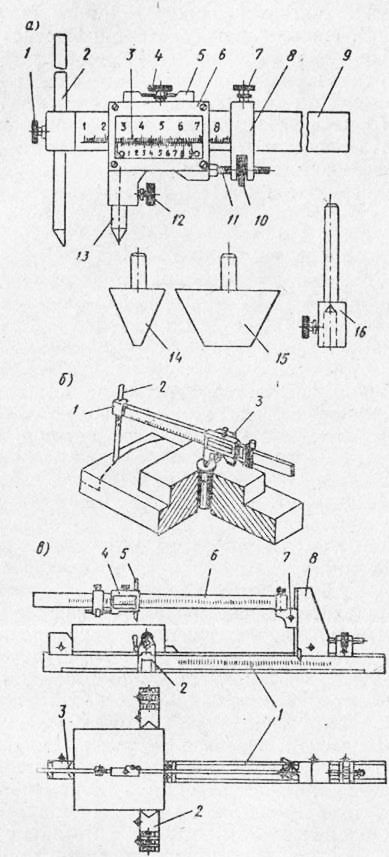
Очень часто размеры детали приходится снимать не непосредственно масштабной линейкой, а вспомогательным инструментом, т. е. кронциркулем и нутромером, и уже с их помощью переносить размеры на масштабную линейку. Для нанесения и контроля вертикальных и наклонных рисок и проверки вертикальности положения размечаемой детали на плите пользуются стальными угольниками, а риски, наклоненные к поверхности плиты, можно проводить с помощью малки. Значительно удобнее измерять углы и наносить наклонные риски угломером, так как он дает возможность откладывать любые углы и определять их величину в градусах. Инструмент для разметки окружностей и дуг. Перенесение линейных размеров с масштабной линейки на обрабатываемую деталь, разметка окружностей и дуг, деление отрезков окружностей и различные геометрические построения производятся с помощью циркулей различных конструкций. Точные циркули имеют обычно съемные ножки. При разметке применяют также пружинные циркули. Они отличаются от простых тем, что ножки их соединены пружинным кольцом. Снятый размер надежно фиксируется с помощью установочного, винта и гайки. Обычным циркулем можно размечать окружности диаметром до 1 м. Для разметки окружностей больших диаметров применяют разметочный штангенциркуль. Он состоит из штанги с миллиметровыми делениями и двух ножек — неподвижной и подвижной с нониусом. Ножки, укрепляемые в требуемом положении стопорными винтами, имеют сменные иглы, что очень удобно при разметке окружностей, лежащих на разных уровнях. Более универсальным инструментом является разметочный штангенциркуль конструкции ленинградского новатора С. В. Ласточкина. Устройство штангенциркуля несложно. На конце линейки установлена сменная чертилка, закрепляемая винтом. На рамке имеется уровень, позволяющий установить штангенциркуль в горизонтальном положении. В нижнюю часть рамки могут вставляться сменные центрирующие ножки, конические вставки, и удлинитель, которые закрепляются винтом. При помощи микро метрического винта рамка соединена с хомутиком, перемещаемым по линейке вручную. Закрепление рамки и хомутика осуществляется винтами. Более точная установка размера по нониусу достигается микрометрическим винтом и гайкой.
Рис. 5. Инструмент для разметки окружностей и дуг
Установив штангенциркуль с предварительно закрепленной конической вставкой точно на заданный размер (радиус дуги), устанавливают затем его в центральное отверстие размечаемой детали. После этого, отвернув стопорный винт, опускают чертилку на размечаемую плоскость, выверяют горизонтальное положение штангенциркуля по уровню, окончательно закрепляют плоскую чертилку и производят разметку. Для разметки деталей, имеющих выемки, центры окружностей которых находятся вне самой детали, С. В. Ласточкин разработал и применяет специальное приспособление, позволяющее быстро установить требуемый радиус выемки и нанести дугу на детали. Основание приспособления представляет собой крестовину из двух отрезков коробчатого сечения, имеющих выступы в виде ласточкина хвоста. Размечаемая деталь зажимается прижимами. По продольной части крестовины перемещается бабка с шарнирным центром. С этим центром скреплена линейка-циркуль. Чертилка помещена в рамке, перемещающейся по линейке. При установке детали в приспособлении пользуются шкалами, нанесенными на продольном и поперечном концах отрезков крестовины.
Рис. 6. Универсальный штангенциркуль конструкции С. В. Ласточкина (а) и пример пользования им (б); приспособление для разметки дуг конструкции С. В. Ласточкина (в)
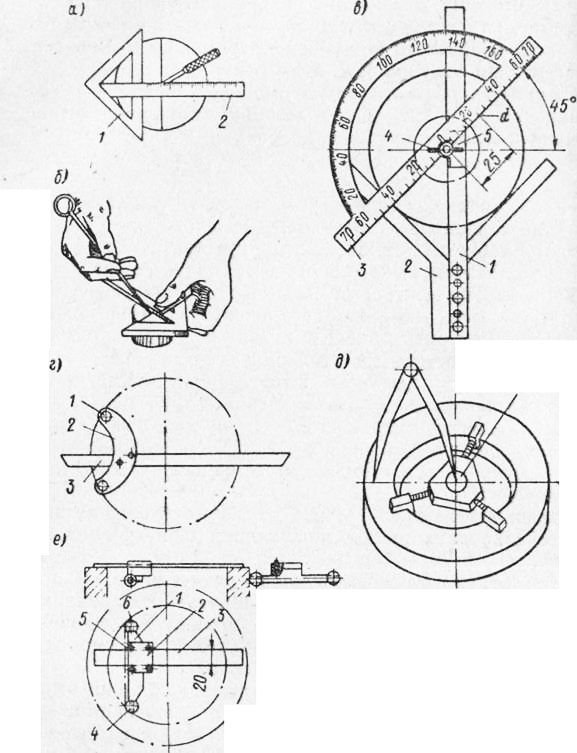
Инструмент для отыскания центров деталей. При разметке окружностей определение положения их центров путем нескольких засечек циркулем требует значительного времени. Оно сокращается применением несложных инструментов, называемых центроискателями. С помощью угольника-центроискателя размечают центровые риски и центры на торцах круглых деталей. Он состоит из угольника с прикрепленной к нему линецкой, кромка которой делит прямой угол угольника пополам. Для того чтобы найти центр, инструмент накладывают на торец детали. так, чтобы внутренние полки угольников касались цилиндрической поверхности детали. После этого чертилкой проводят линию вдоль линейки. Затем центроискатель поворачивают на любой угол и проводят вторую линию. Пересечение двух размеченных линии определит центр детали. Для отыскания центра или разметки отверстий на торцах валов на многих предприятиях применяют центроискатель-транспортир, состоящий из линейки, скрепленной с угольником. При помощи движка транспортир передвигается по линейке и закрепляется на ней в нужном положении барашком 4. В процессе разметки центроискатель накладывают на торец вала так, чтобы полки угольника касались боковой поверхности вала. При этом линейка проходит по его центру. Пользуясь линейкой, проводят две взаимно перпендикулярные риски, на пересечении которых накерни-вают центр вала. При необходимости разметить отверстие d, расположенное, например, под углом 45° относительно горизонтальной оси на расстоянии 25 мм от центра, устанавливают в заданном положении (под углом 45°) транспортир и, пользуясь масштабной линейкой, проводят риску, определяющую положение центра отверстия.
Рис. 7. Центроискатели и способы их применения
Для отыскания центра обработанного отверстия пользуются центроискателем, приемы работы с которым аналогичны приемам при разметке угольни-ком-центроискателем. Только в этом случае центроиска-тель устанавливается и прижимается к стенкам отвеэ-стия упорными шпильками, закрепленными в дуге. Проводя две риски по верхней грани линейки 3 в двух различных положениях центроискателя, в точке их пересечения находят искомый центр. В случае необходимости нанесения рисок и нахождения центра уже обработанного отверстия в отверстие забивают планки-пробки или применяют специальные приспособления, однотипные с приспособлением, показанным на рис. 7, д. Центроискатель, предложенный А. А. Дмитриевым и О А. Бабаяном (рис. 7, е), отличается от центроискателя, показанного на рис. 7, г, тем, что здесь упорами являются не штифты, а шарики, которыми центроискатель прижимается к обработанной внутренней поверхности отверстия. Кроме того, накладка, к концам которой прикреплены эти упорные шарики, имеет возможность свободно перемещаться по линейке, смонтированной на раме. Необходимые плавность и точность перемещения накладки обеспечиваются прижимной пружиной, находящейся внутри накладки.
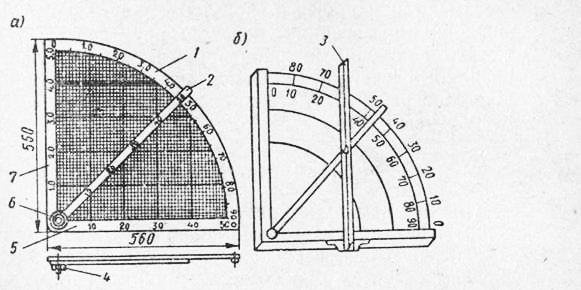
Рис. 8. Приспособление для определения элементов прямоугольных треугольников
Применение счетно-решающих приспособлений в процессе разметки значительно ускоряет графическое построение и расчеты, деление окружностей и отрезков на равные части, определение длины хорд и т. д. Одно из таких приспособлений изображено на рис. 45, а. Оно представляет собой сектор, состоящий из измерительных линеек, длиной 560 мм каждая, расположенных под прямым углом, и дуги с градусными делениями. Вокруг оси, расположенной в центре дуги (с центром дуги совпадают и начальные деления измерительных линеек), перемещается угловая линейка, которая может устанавливаться по шкале дуги под любым углом и закрепляться винтом-фиксатором. Устанавливая линейку (как гипотенузу) и пользуясь при этом измерительными линейками, а также дугой, по известным элементам прямоугольного треугольника можно легко определить другие элементы этого треугольника. В приведенном на рис. 8, б аналогичном приспособлении для удобства установки и отсчета линейных размеров угловая линейка соединена с рейсшиной. Имеются и другие приспособления аналогичного назначения. Разметчики — новаторы производства в содружестве с научными работниками успешно применяют различные счетно-решающие механизмы, освобождающие слесарей и разметчиков от математических расчетов на рабочем месте. Реклама:Читать далее:Последовательность выполнения разметкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|