|
|
Категория:
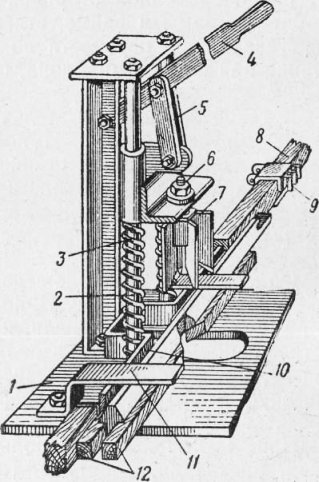
Столярное дело При массовом производстве детали для оконных переплетов, дверных полотен и коробок обрабатывают на станках. Порядок механической (станочной) обработки деталей может быть различным. Это зависит от наличия оборудования на предприятии и от окончательной формы деталей. Детали с шипами, проушинами и гнездами (бруски обвязки, средники, горбыльки) обычно обрабатывают в таком порядке: В несколько ином порядке обрабатывают филенки для дверных полотен. Филенки из клееной фанеры и столярных плит, выкроенные по разметке, шлифуют на шлифовальном станке. Этим заканчивается их обработка. Для изготовления филенок фигарей-ных и с наплавом (дощатых) раскраивают доски на делянки, последние сфуговывают по кромкам и склеивают в щиты. Щиты выдерживают до полного отвердевания клея и потом строгают на фуговальном станке под линейку и на рейсмусовом — в размер по толщине. Кромки щитов обрезают: продольные — на круглопильном станке для продольного пиления с мелкозубым диском, торцовые — на торцовочном станке. Иногда все кромки опиливают на ленточной пиле. Обработку кромок под профиль у фигарейных филенок выполняют при простом профиле (фаска) на шипорезном станке, при фигурном профиле — на фрезерном. Кромки филенок с наплавом обрабатывают на фрезерном станке по упорному кольцу. Притворные штабики, отливы, обкладки к щитовым дверям, раскладку к филенчатым дверям (детали без шипов и гнезд) удобно обрабатывать за один проход со всех сторон на четырехстороннем строгаль-но-калевочном станке. Обработка деталей за один проход на строгально-калевочном станке в 5 — 6 раз производительнее, чем на других станках. Перекрестные соединения горбыльков вполдерева с под^ резкой калевок в углах на ус выполняют или в конце процесса обработки деталей, или при сборке изделий. Эта операция выполняется на усорезках или вручную. Столяры-новаторы Ф. С. Муравьев и Б. К. Нечунаев сконструировали механические усо-резки. Усорезка Муравьева предназначена для безразметочного срезания усов. Место зарезки фиксируется ограничителем. Рабочим инструментом служат усорезные ножи. При поднятии ножей вверх горбылек удерживается на плите верхними упорами. Подпорными брусками предупреждается скалывание уголков в заплечиках горбылька. Высота усорезки 510 мм. Ее удобно устанавливать и крепить на верстаке. Работа ведется от руки при помощи рычага.
Рис. 1. Усорезка конструкции Ф. С. Муравьева:
1 — плита; 2 — направляющая стойка; 3 — пружины; 4 — рычаг; 5 — серьга; 6 — суппорт; 7 — усорезные ножи; в. — удлинитель направляющей линейки; 9 — ограничитель; 10 — направляющая, линейка; 11 — верхние упоры; 12 — подпорные бруски
Несколько другое устройство имеет усорезка Нечунаева. У нее усорезные ножи подводятся к горбыльку снизу при помощи педально-рычажного механизма. Сверху в направляющие вкладывается двухполотновая обушковая ножовка с ограничителем глубины пропила. Ножовкой пропиливаются стороны сопряжения, древесина выкалывается из пропила стамеской. Сопряжение выполняется без разметки — по упорам. Заготовки для брусков на рамы спаренного переплета обрабытывают за один проход на четырехстороннем или калевочном строгальном станке. Можно их обрабатывать и на других станках в такой последовательности: строгают одну пласть под линейку и смежную кромку под угол на фуговальном станке, вторую пласть в размер — на рейсмусовом; вторую кромку с выработкой наплава — на фрезерном станке. Шипы и проушины вырабатывают с одновременной оторцовкой брусков на рамном шипорезе. Собирают рамы в вайме, стягивают их в переплет вручную на верстаке. Обгон переплета по периметру делают на фрезерном станке при помощи шаблона, шлифование — на трехцилиндровом станке. В такой же последовательности и на тех же станках обрабатывают бруски коробки. Импосты с обеих широких сторон обрабатывают на фрезерном станке. Склеивают рамы переплета и коробки водостойким клеем. Реклама:Читать далее:Фанерование деталей столярно-строительных изделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|