|
|
Категория:
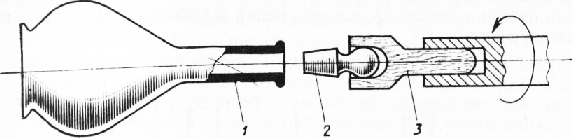
Шлифование и полирование стекла Далее: Огневая отрезка колпачка Обработка дна. Дно изделия обрабатывают шлифованием или горячим полированием. Шлифование дна изделий — трудоемкая операция, так как связана со съемом большего слоя стекла. Такой обработке подвергают массивные изделия, выпускаемые небольшими сериями. Для шлифования дна используют шайбочный станок CLLI-2 с чугунной шайбой, частота вращения которой 200 об/мин. Во время шлифования дна на поверхность шайбы непрерывно подается абразивная пульпа из воды и песка, предварительно промытого и просеянного. Зернистость песка 0,2…0,5 мм. Рабочий берет изделие и плотно без перекоса прижимает дно к горизонтальной поверхности вращающейся шайбы, совершая при этом медленные вращательные движения. После шлифования песком (обдирки) на дне изделия образуются бороздки и царапины. Чтобы их удалить изделия обрабатывают на станках такой же конструкции, но с песчаниковыми, карборундовыми или электрокорундовыми кругами зернистостью 120… 180, вращающимися с частотой до 400 об/мин. Горячее полирование дна изделия выполняют непосредственно в процессе его формования по следующей технологии. Форма для изготовления изделий имеет поддон из материала с низкой теплопроводностью. Поддон и форма в процессе формования изделия вращаются в противоположные стороны (причем поддон в 3…4 раза быстрее формы) и дно изделия заглаживается. За счет смазки, которой покрывают форму, между поддоном и горячей стекломассой образуется парогазовая прослойка, которая обеспечивает гладкое и блестящее дно изделия, так что не требуется дальнейшего шлифования и полирования. Притирка (пришлифовка). Такие изделия, как графины для вина и воды, флаконы для духов, лабораторная посуда, должны иметь герметичные пробки. Для этого их изготовляют в виде усеченных конусов и притирают по боковой поверхности к горлу графина или флакона. При производстве химико-лабораторной посуды такие притертые соединения называются шлифами. Двенадцатишпиндельный полуавтомат карусельного типа ПП-12 предназначен для притирки пробок. Изделия обрабатывают на станке так. Абразивный материал в виде однородной пульпы подается к месту входа пробки в горло изделия. Пробка при этом вращается, а горло вместе с изделием совершает возвратно-поступательные движения. Пробка постепенно входит в горло, а в горле при этом образуется увеличивающийся по размерам притирочный поясок. Притирка продолжается до тех пор, пока этот поясок не достигнет необходимой длины. Пробки можно также притирать вручную на шлифовальных станках САГ. Для этого на станках устанавливают устройство для крепления пробки. Притирка пробки состоит из следующих операций: грубой притирки, дистировки и полирования. Грубая притирка пробки производится следующим образом (рис. 1). Пробку закрепляют в патроне стеблем наружу, и патрон приводят во вращение. На внутреннюю поверхность горла графина наносят густую водную суспензию абразивного порошка в воде. Вращающуюся пробку постепенно вводят в горло графина так, чтобы они вошли в соприкосновение. При этом стебель пробки начинает как бы ввинчиваться в горло графина, абразив, находящийся между наружной поверхностью стебля пробки и внутренней поверхностью горла, шлифует одновременно и пробку, и горло. Хорошо притертая пробка должна входить в горло графина без перекосов, плотно прилегая к ней. После грубой притирки обработанные поверхности горла и пробки становятся грубоматовыми.
Рис. 1. Притирка пробки:
1 — горло графина, 2 — пробка, 3 — патрон для зажима пробки
Дистировка горла и пробки производится такими же приемами, как грубая притирка, но при этом используется более мелкозернистый абразив. Последующее полирование горла графина выполняется водной суспензией пемзы (полирита) и волокон льна. На деревянный конус, повторяющий профиль пробки, наматывают тонкий слой льняного волокна, и его приводят во вращение. На внутреннюю поверхность горла наносят полировальную суспензию и туда постепенно вводят вращающийся патрон до тех пор, пока деревянный конус не войдет в соприкосновение с горлом графина. Полирование заканчивают, когда поверхность станет прозрачной и бестящей. При дистировке стебля пробки используют абразивный круг при непрерывной подаче воды в зону обработки. Дистировке подвергают торцовую часть стебля пробки. Для полирования стебля пробки применяют пенопластовые круги, закрепленные на валу станка САГ, на который подается суспензия пемзы с оксидом олова или полирит. Стебель вращается, и его постепенно вводят в соприкосновение с кругом, полируя до образования прозрачной и блестящей поверхности. Для герметизации пробки на изделиях массового назначения, производимых в больших количествах, например парфюмерной тары, широко используют полиэтиленовые колпачки, которые надевают на стебель пробки, заменяя тем самым трудоемкую операцию притирки. Реклама:Читать далее:Огневая отрезка колпачкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|