|
|
Категория:
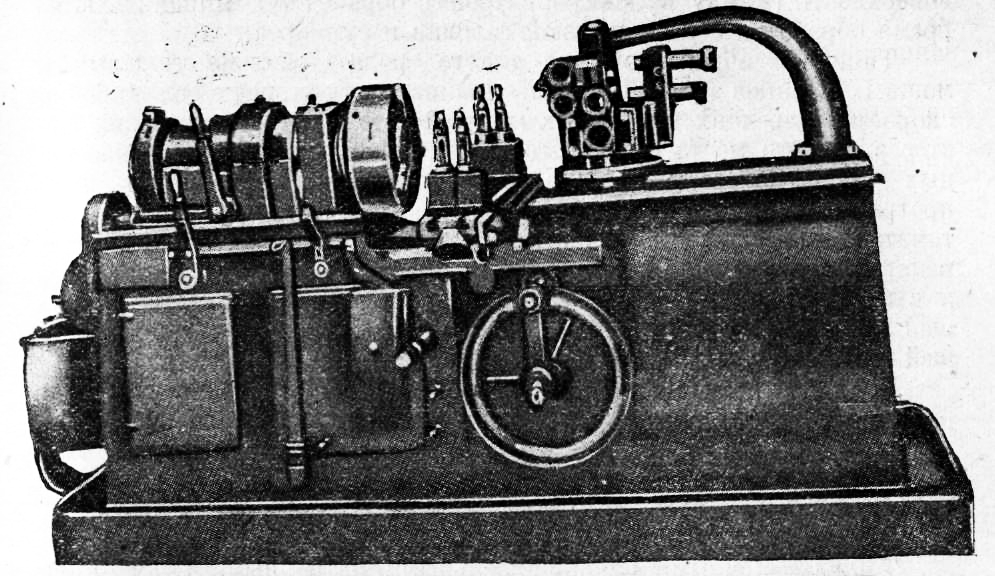
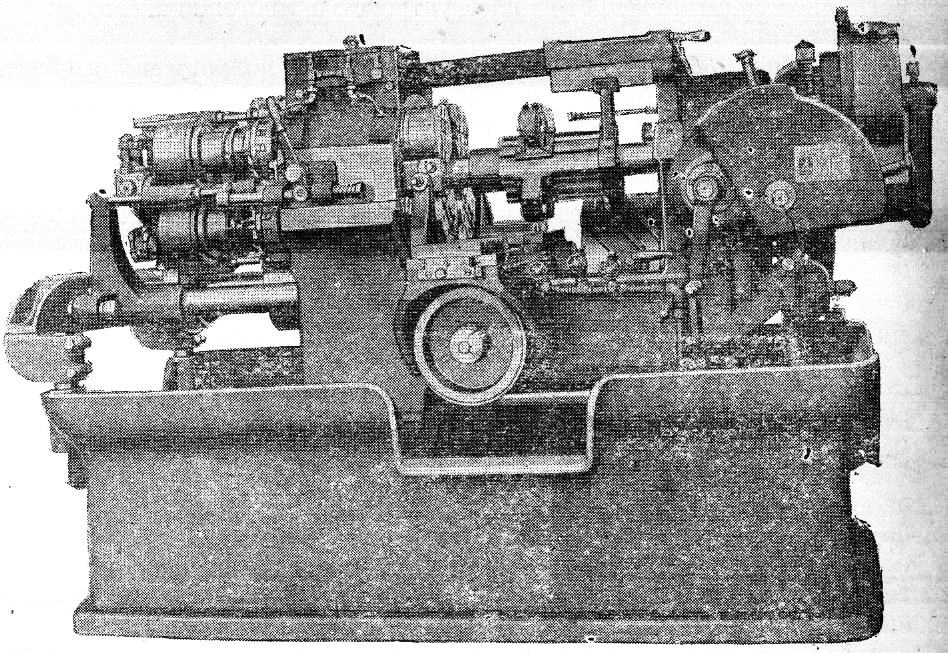
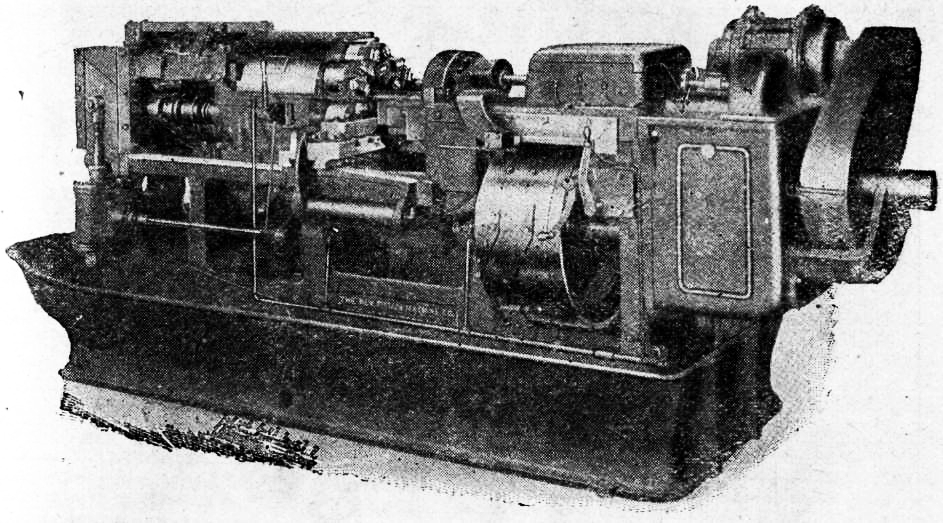
Проектирования технологических процессов Обработка на этих станках представляет собой одиц из наиболее обширных и многообразных видов обработки во многих массовых и крупносерийных производствах, и тем более в производстве автомобилей. Достаточно сказать, что на заводе Ford в Riven-Rouge большинство деталей, обтачивающихся в патроне или на оправке, обрабатывается на полуавтоматах. Видном только из цехов этого завода установлено свыше 400 многошпиндельных полуавтоматов Bullard при весьма высокой их производительности и большой стоимости. Даже в крупносерийном производстве автомобилей на деталях со сложной формой обточки (могущих полностью загрузить этот тип станка) можно часто встретить одно- и даже многошпиидельные полуавтоматы. Эти cтанки при надлежащем масштабе производства могут заменять собой: револьверные, карусельные, многорезцовые станки и многорезцовые центровые полуавтоматы, поскольку форма обрабатываемой детали это позволяет. Причина такого распространения данных станков кроется в весьма высокой их производительности (в особенности многошпиндельных полуавтоматов) и в широкой возможности концентрации различных обработок на одном станке. Концентрация же операций на одном станке также способствует уменьшению числа потребпых станков, как и увеличение производительности станка. Одним из таких одпошпиндельных полуавтоматов будет револьверный полуавтомат фирмы Potter & Johnston (ОАСШ). Две модели таких полуавтоматов (средняя и тяжелая) показаны на рис. 1—2. Так как эти полуавтоматы представляют собой автоматизированные револьверные станки, то способ установки детали, режущего инструмента и сама обработка полностью аналогичны с патронными револьверными станками (см. выше). Поэтому мы опускаем рассмотрение примеров работы этих станков. Вспомогательное время обработки па. данном типе станков будет состоять лишь из времени, потребного на снятие детали, постановку новой и пуск станка в ход (пуск шпинделя, включение движений револьверной головки и суппорта обычно производится одним рычагом). Все движения головки и суппорта, быстрый подход и отвод от изделия, рабочие подачи и повороты револьверной головки до конца обработки совершаются автоматически. Время, потребное для этих автоматических манипуляций, рассчитывается на основании таблиц и данных фирмы так же, как это делается и при обычных автоматах.
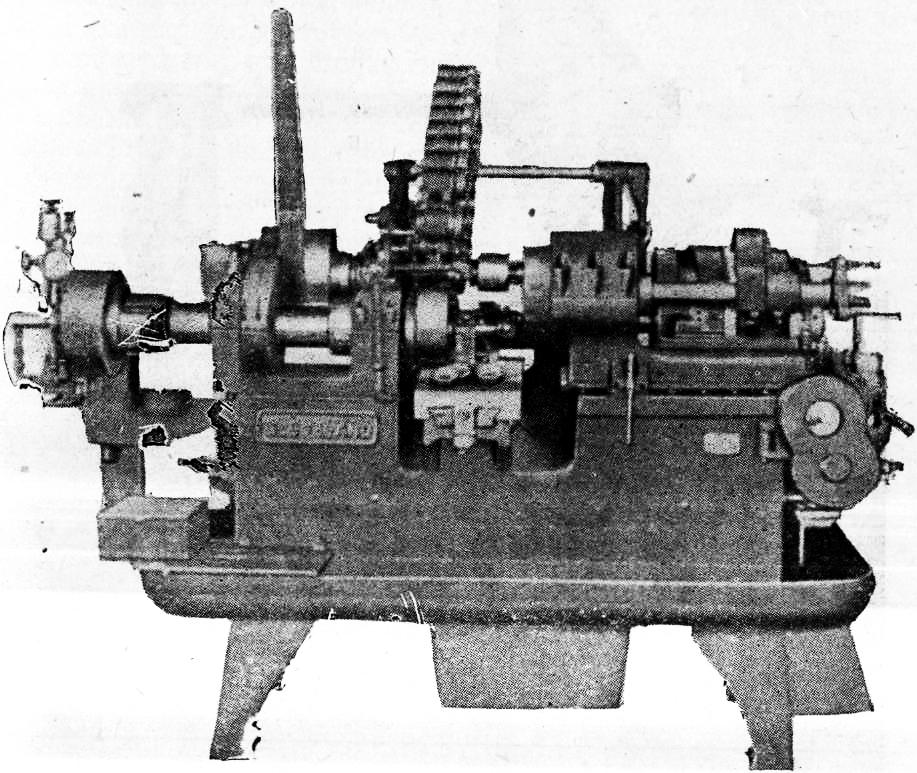
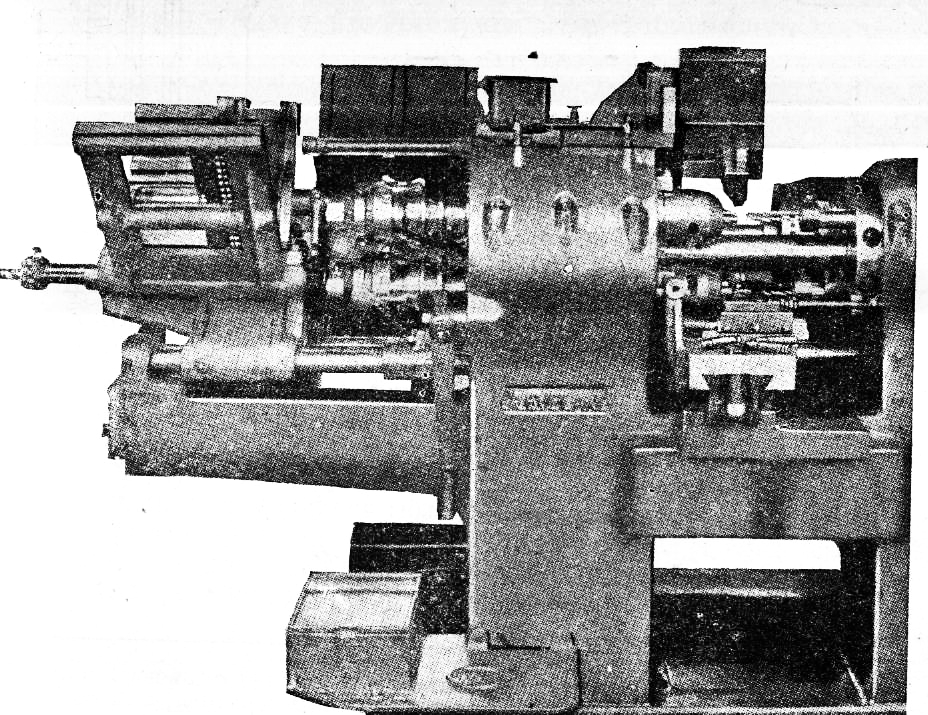
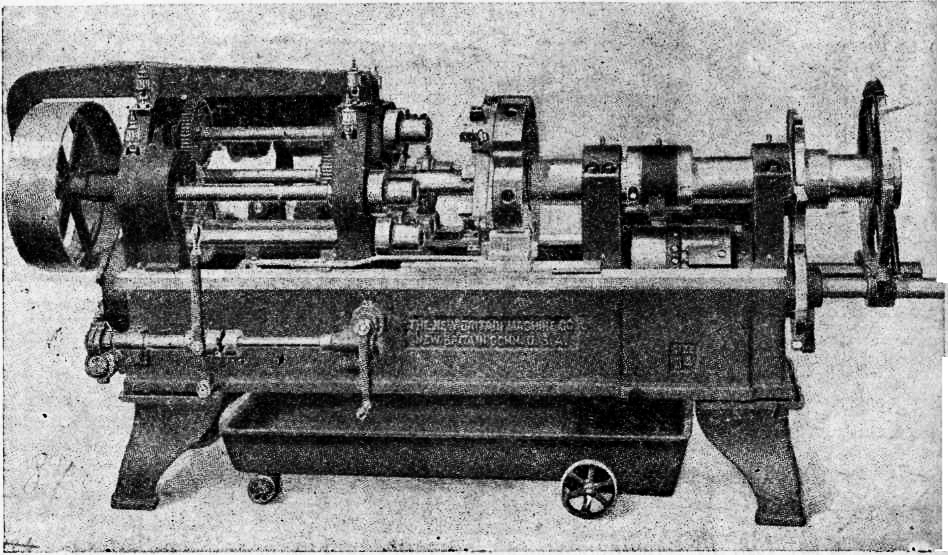
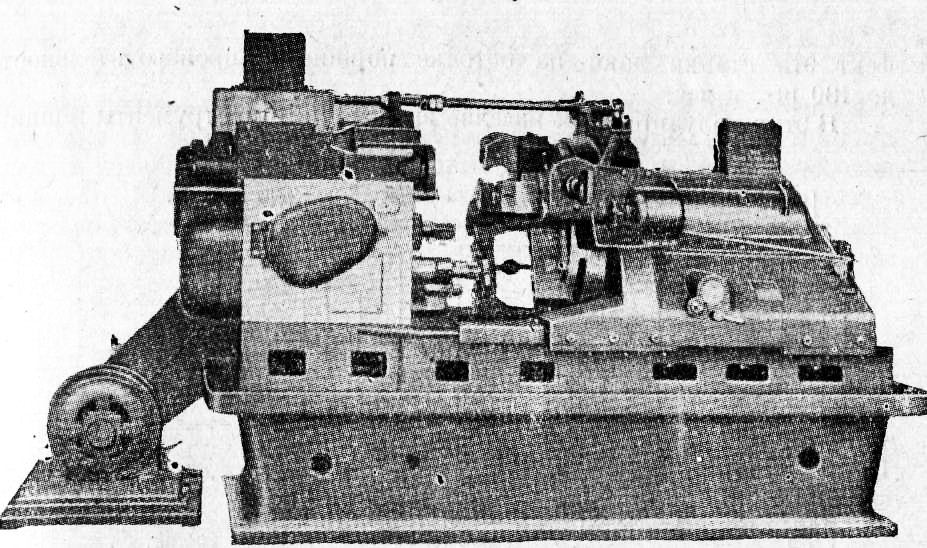
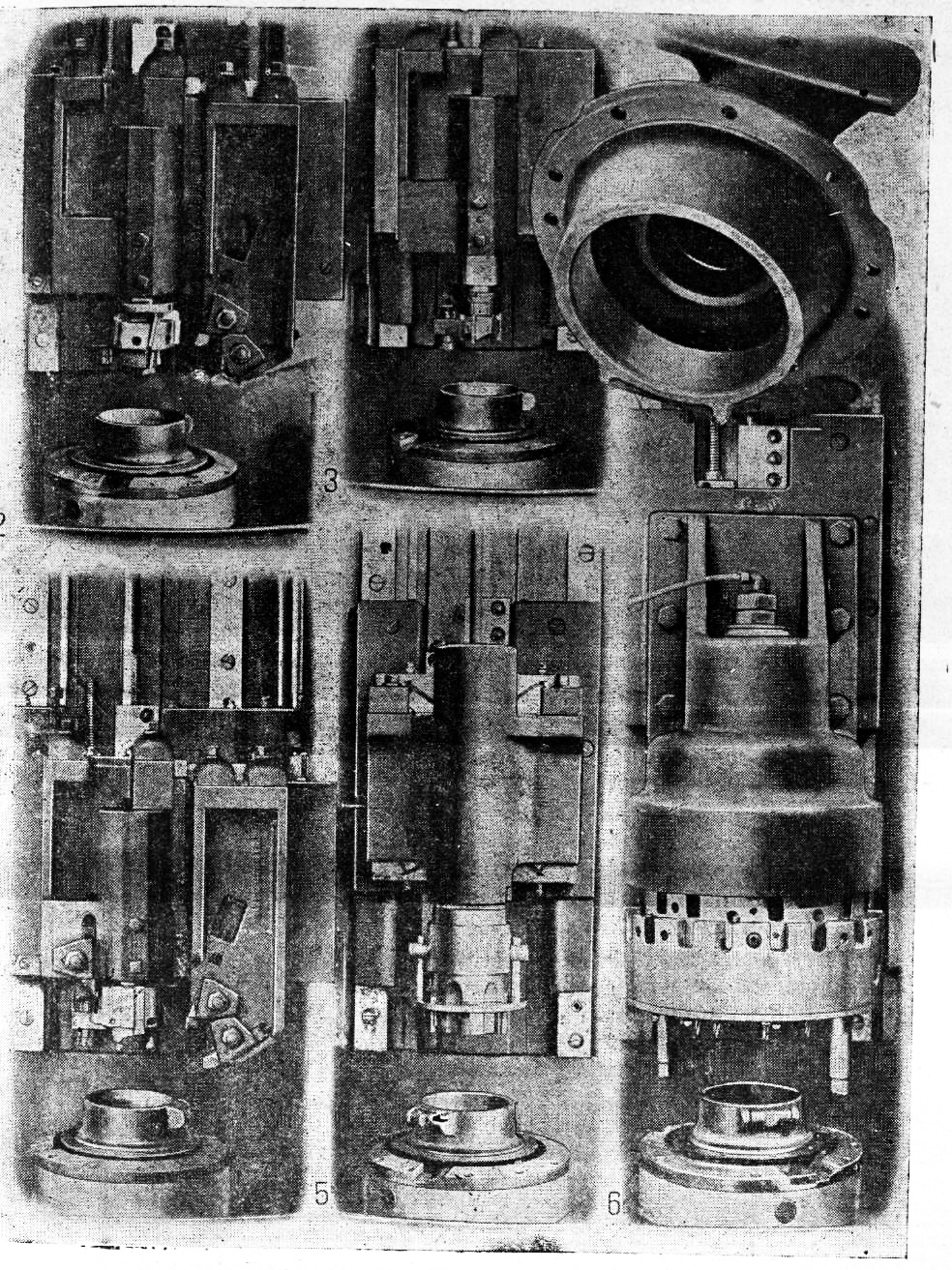
Рис. 2. Револьверный полуавтомат фирмы Potter & Johnston У станков указанной фирмы имеется еще одна особенность, отличающая их от револьверных станков, а именно — эти станки допускают в некоторых случаях обработку детали с двух сторон. Помимо револьверной головки и поперечного суппорта (с двумя резцовыми головками), через полый шпиндель пропускается жесткая невращающаяся штанга, которая несет на конце, обращенном к обрабатываемой детали, резцедержатель — обычно с двумя расположенными под 180° широкими или фасонными резцами. Этой штанге сообщается автоматически поступательное движение и резцы обтачивают поверхность (между кулаками патрона), обращенную к шпинделю во время обработки с револьверной головки и суппорта. Типичной обработкой для такого рода довольно тяжелых и мощных станков будет обточка: цилиндрических шестерен коробки скоростей (средних и тяжелых моделей автомашин), конических шестерен заднего моста (главным образом, коронных шестерен), массивных ступиц колеса и пр. При особенно высокой производственной программе эти станки уступают место многошпиндельным полуавтоматам. Причина более высокой производительности многорезцовых центровых полуавтоматов в этих случаях получается за счет одновременности работы ряда резцов у этих станков, в противоположность последовательной работе инструментов револьверной головки у полуавтоматов револьверных. В Германии аналогичные станки строит фирма Pittler А. С. Также типичными одношниндельными патронными полуавтоматами можно считать станки фирмы The Cleveland Automatic Mch. C° (модели «А», «В», «С» и «К»). Эти станки представляют собой прутковые автоматы с небольшими изменениями, как-то: снят механизм подачи прутка, поставлен патроп, введена автоматическая остановка станка после обработки каждой детали, добавочное вращение державок инструмента и т. д. Эти станки имеют револьверную головку, вращающуюся около горизонтальной оси (подобно головке на револьверном станке Pittler А. С.) с 3, 5 и более (в зависимости от модели станка) отверстиями или позициями для установки инструментов. Станок этот модели «Н» (с тремя позициями револьверной головки) показан на рис. 96. На рис. 3 изображена обработка (сверление, развертывание и подрезка) чугунной детали сложной формы (образец лежит на поперечном суппорте) на станке модели «А» (с пятью позициям па головке) этой же фирмы. Как видно из рисунка, станок снабжен «магазином» в виде конвейерной ленты, куда рабочим закладываются (в соответствующие гнезда) детали, подлежащие обработке. Во всем остальном станок работает совершенно автоматически; поэтому было бы более правильным данный станок называть при наличии такого магазина — автоматом, при ручной же зарядке — полуавтоматом. Зарядка в шпипдель, в приведенном примере, производится следующим образом: магазин, при соответствующей позиции револьверной головки, наклоняется настолько, что специальная оправка на этой позиции поступательным движением револьверной головки захватывает (оправка снабжена пружинным захватом наподобие щипцов) деталь и вытаскивает из гнезда магазина — движением головки назад. Затем эта оправка подходит поворотом головки к шпинделю. Из него в это время особым эжектором выбрасывается.уже обработанная деталь, и оправка вставляет деталь в разжатый патрон шпинделя продольным движением револьверной головки. Зажимной патрон шпинделя захватывает деталь, и. тогда начинается обработка. Поворот магазипной ленты производится самой револьверной головкой (при захвате детали) каждый раз па одно звено.
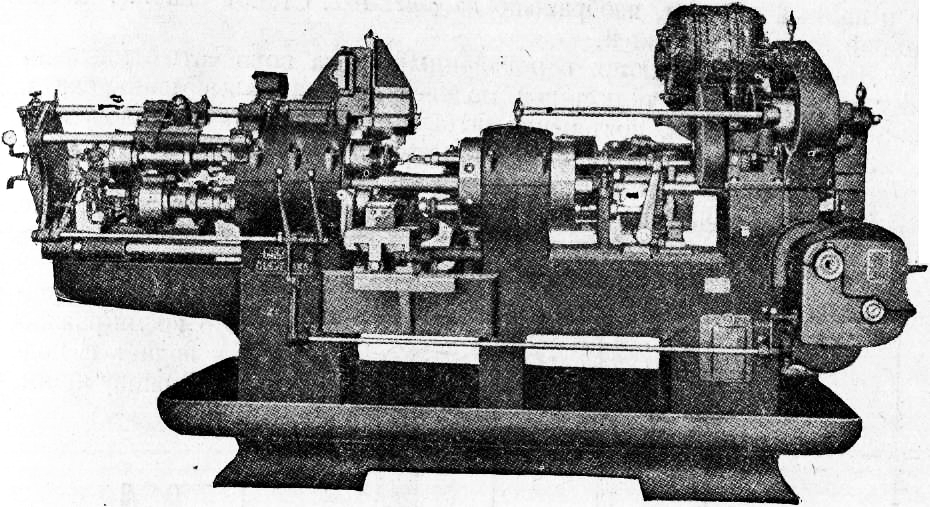
Рис. 3. Патронный полуавтомат фирмы Cleveland (с магазином). Револьверпая головка имеет б позиций: 4 инструмента и оправка для захвата детали из магазина. Дтя устройства магазина надо, чтобы форма детали была для этого удобна. Автоматизированными движениями револьверной головки и суппорта управляет распределительный барабан, помощью переставных «кулаков» или «лекал» и распределительный диск, сидящий на конце общего с барабаном вала (распределительный вал). Фирма строит также автоматы и полуавтоматы для обработки простых деталей в больших количествах, как-то: для обточки и нарезки литых и штампованных гаек, двухсторониие полуавтоматы и автоматы — для нарезания, сверления или проточки детали одновременно с двух сторон. Приведенные примеры показывают разнообразие применения данного типа станков и способа полной их автоматизации. Одношпиндельные полуавтоматы строят многие фирмы, изготовляющие также и автоматы (по в большинстве случаев без Применения магазинной зарядки).
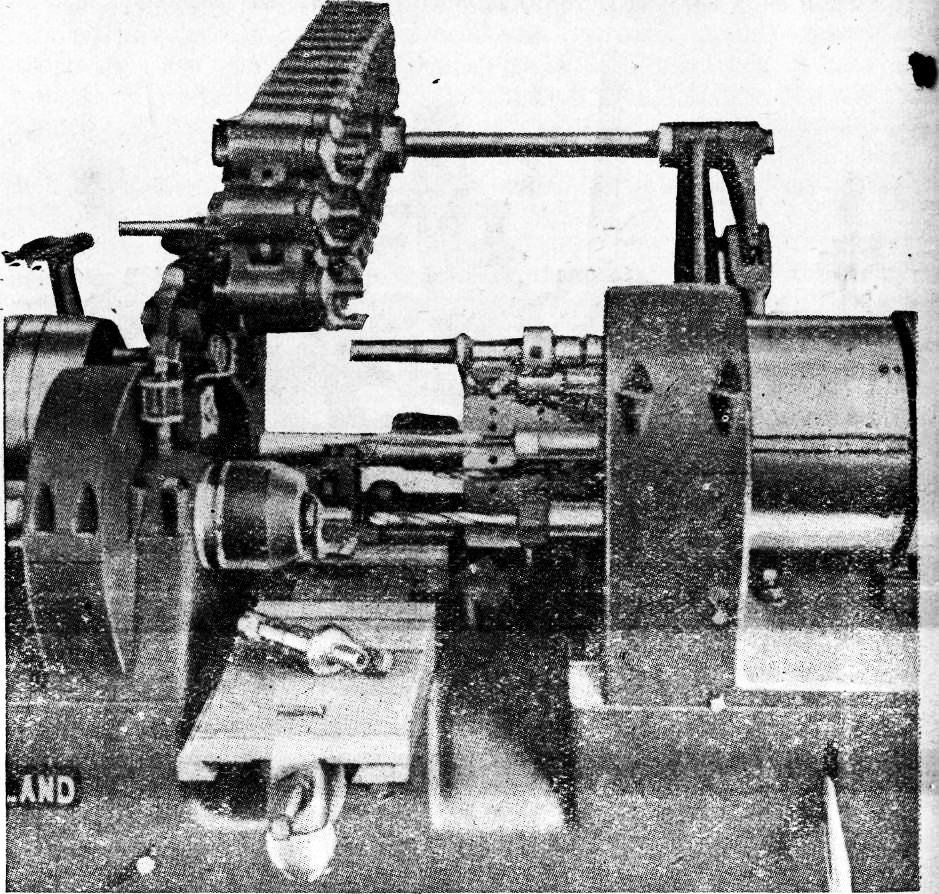
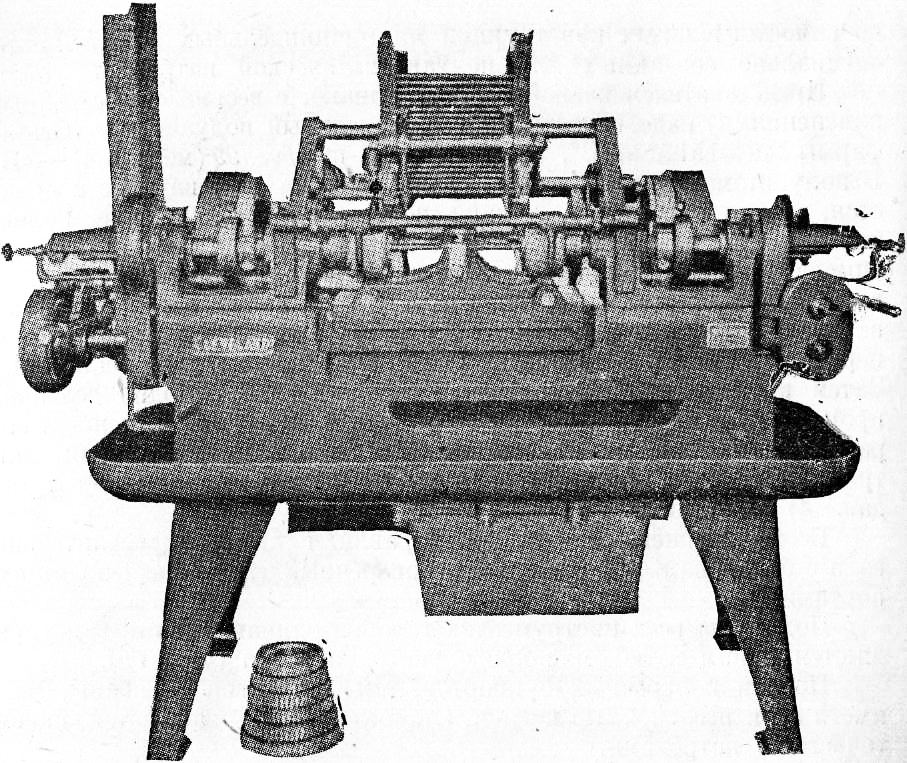
Рис. 4. Рабочая часть полуавтомата Cl^elund (с магазином). Применение магазинной зарядки разрешает в той или иной мере вопрос создания натронного автомата. Так как эти станки почти аналогичны с одношпиндельными автоматами в остальном, то мы не будем более на них останавливаться. Представителем первой группы (однако, с весьма существенным» изменениями) надо назвать многопшиндельиый полуавтомат «Gridley фирмы National Acme Сo, изображенный на рис. 99 (модель 4” — «Н»). В полуавтоматах этого типа изделие зажимается в патроне и вращается, инструмент же имеет лишь поступательное движение. Головка инструментов не вращается. Такие стапки строятся четырех- и шести-шпиндельные и обыкновенно налаживаются на непрерывную работу, т. е. (в нашем примере) три шпинделя обрабываются соответственными позициями головки инструментов одновременно, а четвертый (обычно передний верхний) — автоматически останавливается для смены детали. Затем происходит поворот головки шпинделей на одно деление, и процесс непрерывно повторяется. Таким образом в непрерывной работе четырехтпшшдельного станка находится все время лишь три шпинделя. Помимо головки инструментов, станок имеет 2 (или даже 4) поперечных суппорта. Всеми движениями станка управляют два распределительных вала с барабанами: продольный и поперечный (под поперечными суппортами). Подачи на всех инструментах головки одинаковы, так как управляются одним кулаком с продольного барабана. Подачи поперечных суппортов, имеющих свои барабаны, могут иметь свои независимые подачи. Станок обычно снабжается пневматическими патронами. Рекомендуется подробно рассмотреть рис. 5, дающую весьма наглядное представление об идее устройства многошпиндельных полуавтоматов. На рис. 6 изображен пятишииндельный полуавтомат в общем» такой же конструкции, фирмы The Cleveland Automatic Mch. Co со снятыми предохранительными кожухами. Этот станок имеет более широкие возможности обработки, чем; предыдущий полуавтомат. Позиции головки инструментов представляют собой не просто место укрепления инструментов, а имеют либо вращательное, либо поступательное, либо то и другое движения вместе (в зависимости от требований обработки). Таким образом скорости резания на этом полуавтомате могут быть различны на некоторых позициях за счет добавочного вращения шпинделя инструмента. Так же точно подачи на некоторых позициях могут быть различны» за счет возможности у этих шпинделей самостоятельных осевых перемещений, независимо от общего осевого движения головки инструментов. Это составляет существенное отличие данных полуавтоматов от предыдущих, так как благодаря такой конструкции создается большая возможность выдержать одинаковую длительность обработки на всех позициях, давая при этом наивыгоднейший режим, а не ориентируясь лишь на общий средний, как это необходимо делать в полуавтоматах предыдущего типа.
Рис. 4. Двухсторонний полуавтомат фирмы Cleveland.
Рис. 5. Четырехшпинделъный патронный полуавтомат фирмы Gridley
Рис. 6. Пятишпинделъный полуавтомат фирмы Cleveland.
Рис. 7. Магазин четырехшпинделъного полуавтомата фирмы Cleveland Таким образом станок все время работает непрерывно тремя позициями, как полный автомат, нуждаясь только в перезарядке четвертого шпинделя, производящейся на ходу. Дальнейшее совершенствование этой машины, превращающее ее в полный автомат, изображено на рис. 7. Станок снабжен магазинной зарядкой деталей. Детали укладываются в показанный слева коробчатый магазин, откуда они особым толкателем подаются через полые шпинделя к зажимным патронам, постепенно выталкиваясь в рабочее положение. Здесь они захватываются автоматически действующим механическим или пневматическим патроном. Зарядка производится, так же как и в предыдущем случае, только нa одной «зарядной» позиции. После обработки деталь выталкивается следующими за ней в шпинделе деталями (патрон в это время разжимается) и падает в подставленный внизу ящик.
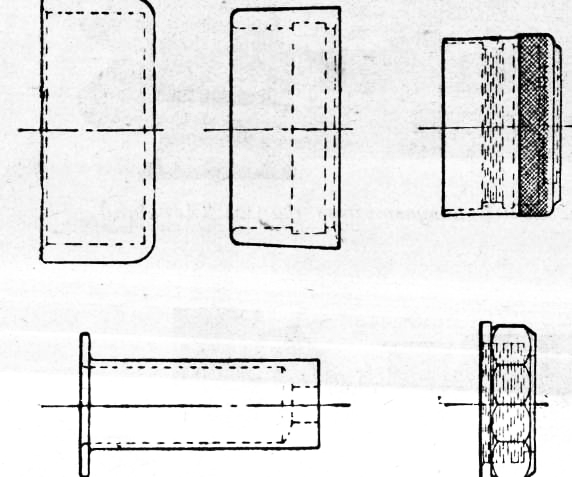
Рис. 8. Примеры деталей, обрабатывающихся на станках Cleveland. На рис. 9 изображен шестишпиндельный полуавтомат аналогичной конструкции, модель № 654 New-Matic фирмы New-Britain со снятыми кожухами. Этот станок, подобно предыдущему, имеет одну зарядную позицию В и одну позицию (с добавочным вращением) А для нарезания резьбы метчиком или плашкой. Благодаря вращеиию метчика (или плашки) в ту же сторону, что и рабочий шпиндель, несущий деталь, нарезание резьбы происходит со скоростью, равной разности скоростей указанных вращений. На станках рассматриваемого тииа имеется обычно лишь одна такая замедляющая позиция — для нарезки, но могут быть поставлены еще и ускоряющие позиции — для сверления и т. д.
Рис. 9. Шестишпинделъный полуавтомат фирмы New-Britain. Из рис. 10 видно, что эти станки New-Britain имеют два поперечных суппорта (с обеих сторон), причем один из них — задний сделан двухярусным, одновременно работающим на двух задних позициях. Способ работы на данном станке одинаков со станком предыдущим при ручной зарядке. Фирма выпускает такие станки, помимо шестншниндельных, также и четырехшпиндель-пыми. На рис. 11 изображен пят;пппиндельный полуавтомат другого типа, где вращается инструмент, а изделие не вращается (той же фирмы). Детали закрепляются на особой револьверной головке с горизонтальной осью, которая имеет число позиций на единицу больше числа шпинделей, так как одна позиция (верхняя передняя) служит для постановки и снятия детали без остановки станка. Патроны на этой головке закреплены наглухо, и головка имеет лишь поступательное движение для осуществления быстрого подвода изделий к инструментам и рабочих подач.
Рис. 10. После каждой обработки головка поворачивается на одно деление, производя смену позиций. Управление движениями станка — также от распределительного вала.
Рис. 11. Пятишпинделъный полуавтомат фирмы New-Britain (другого типа,— изделие не вращается). В двухстороннем станке той же фирмы имеется вторая многошпипдельная головка инструментов, имеющая в отличие от головки основных шпинделей и поступательное движение.
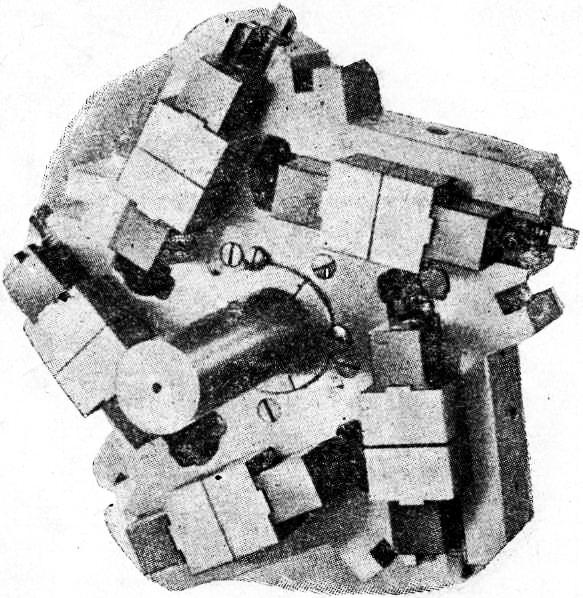
Рис. 12. Многошпинделъный полуавтомат двухсторонний фирмы New-Britain. Таким образом обработка деталей, зажатых в головке JV, может вестись одновременно с обеих сторон. На рис. 13 изображена шестинатронная головка для пятишниндельного одностороннего полуавтомата. Зажимные патроны могут быть различной конструкции. Зажим детали производится в этом случае таким образом, чтобы можно было обрабатывать ее с двух сторон.
Рис. 14. Головка для установки изделий станка, изображенного на рис. 13. На рис. 15 представлена четырехшпиндельная головка основных (инструментальных) шпинделей для одно- или двухстороннего шсстишииндельного полуавтомата со вставленными сложными комбинированными инструментами.
Рис. 15. Головка для изделий станков, изображенных на рис. 13.
Рис. 16. Шпиндельная головка станка.
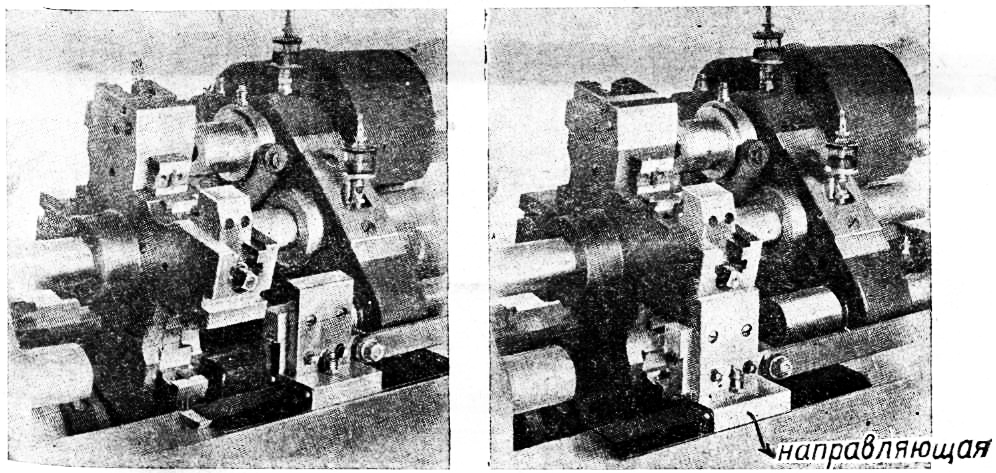
Рис. 17. Примеры шпиндельных комбинированных инструментов к станкам На рис. 17 даны примеры инструментов (комбинированных) для этих полуавтоматов. На рис. 18 показан пример обработки на таком одношпиндельном полуавтомате — чугунная направляющая втулка клапана. Буквой показаны обрабатываемые поверхности. Производительность по данным фирмы — около 100 шт. в час.
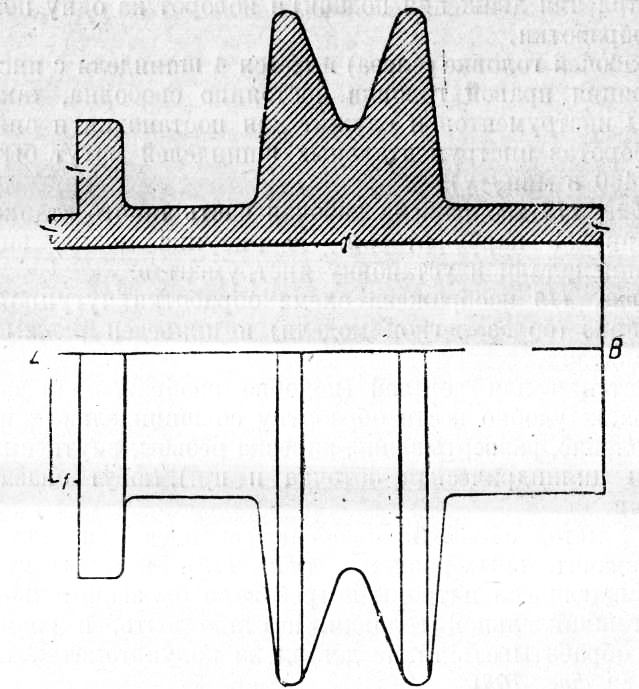
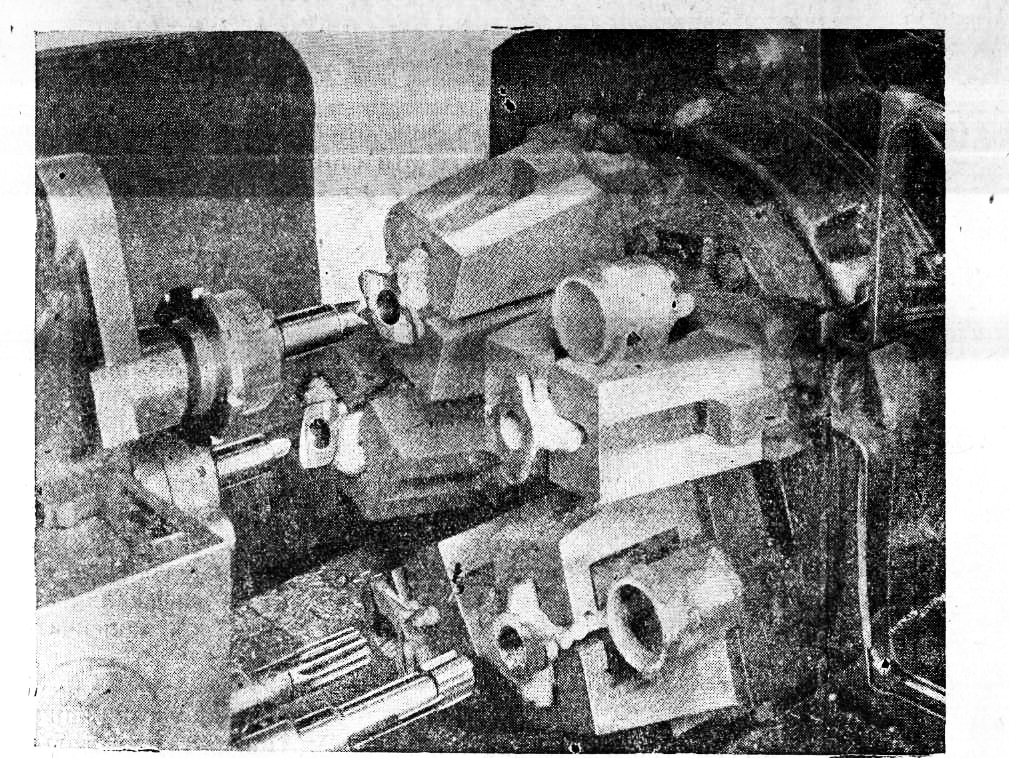
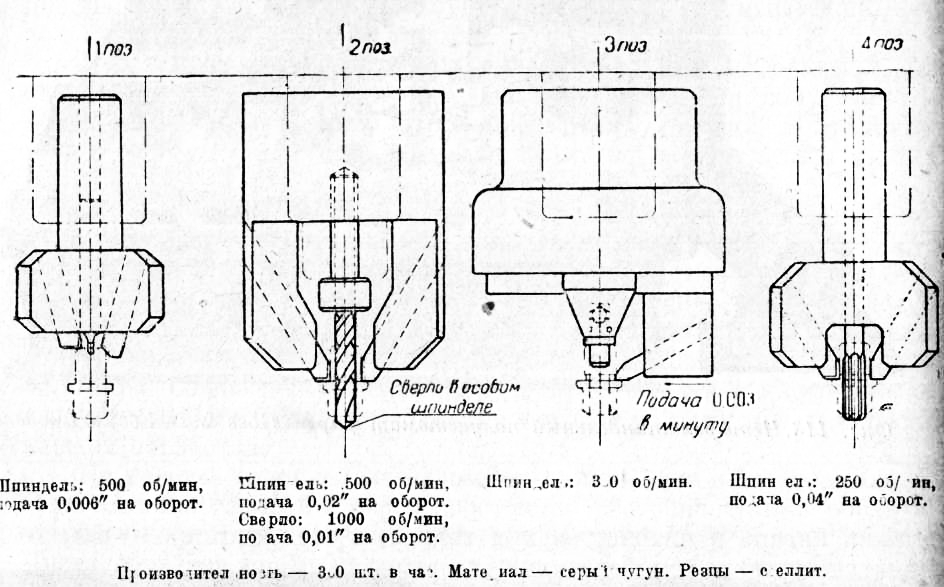
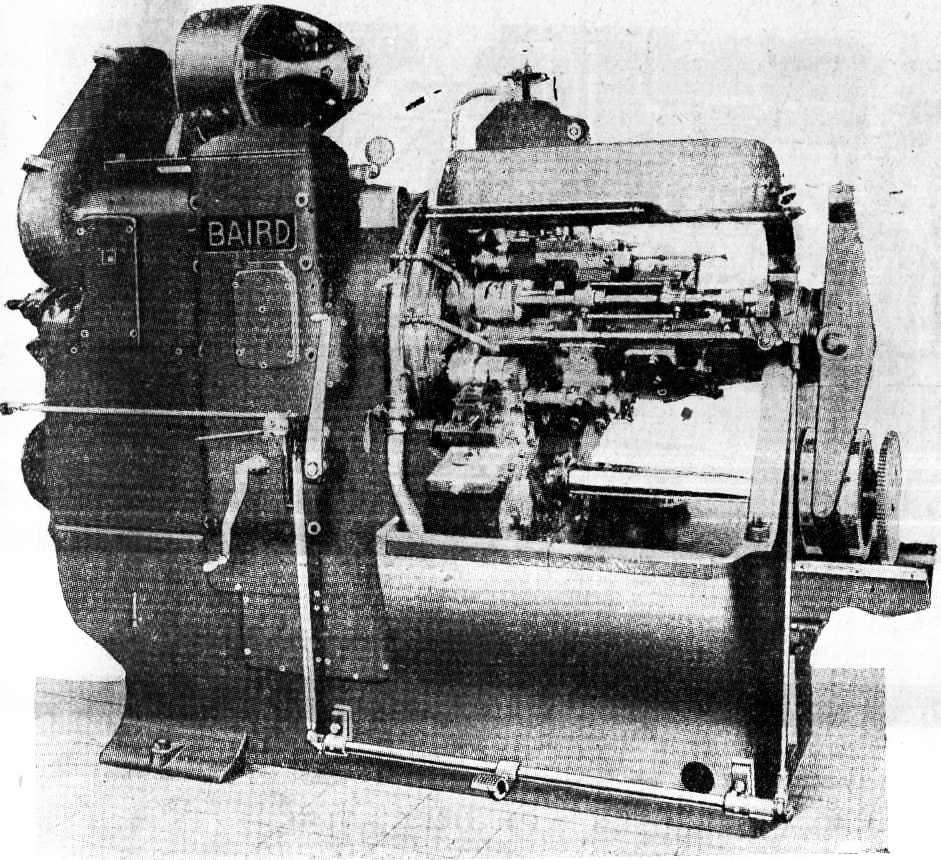
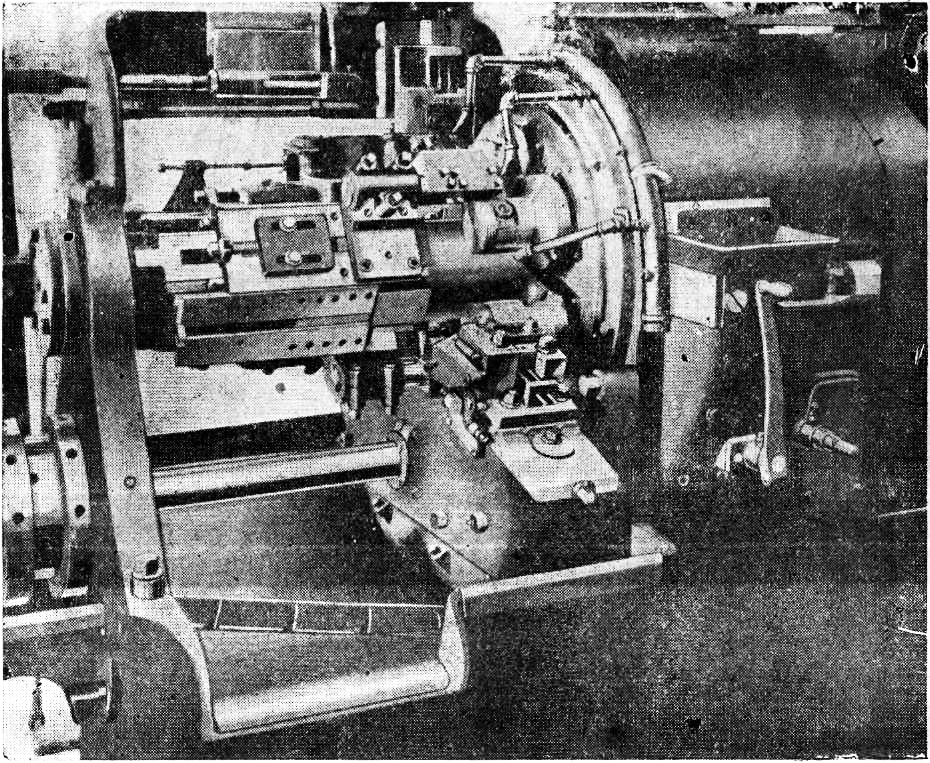
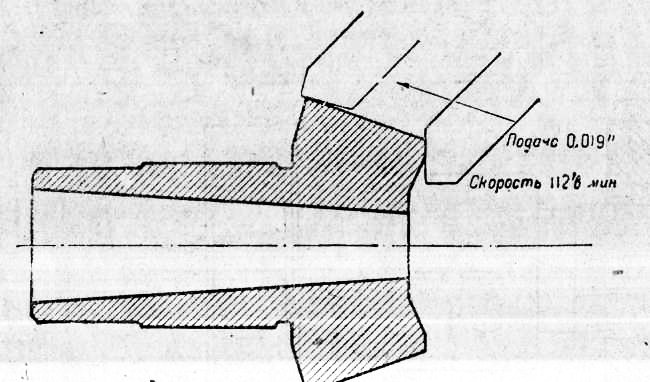
Рис. 19. На рис. 19 изображен достаточно типичный пример обработки на двухстороннем пятишпивдельном полуавтомате — чугунный шкив вентилятора мотора. Поверхности обработки так же обозначены, как и в предыдущем примере. Производительность — около 50 шт. в час. Надо отметить, что полуавтоматы последнею типа значительно проще по своей конструкции, чем предыдущие, но их существенным недостатком надо считать необходимость пользования сложными комбинированными инструментами, что неизбежно при данной конструкции, и отсутствие поперечных суппортов, что также неизбежно, так как изделия не вращаются. При формах детали, удобных для обработки шпиндельными инструментами, и простых сравнительно обработках эти полуавтоматы могут иметь преимущество перед предыдущей группой полуавтомотов, в особенности при возможности вести обработку детали с двух сторон. Следует также отметить из этой группы многошпиндельный полуавтомат фирмы Goss & de Leeuw (САСШ). На рис. 20 изображена тяжелая модель четырехпшиндельного полуавтомата этой фирмы. Обрабатываемые изделия здесь также не вращаются. Пятишпиндельная головка справа, несущая патроны для зажима изделия, имеет лишь продольное перемещение (для подвода изделий к инструментам и осуществления движения подачи) и поворот на одну позицию после каждой обработки. На рабочей головке (слева) имеется 4 шпинделя с инструментами. Одна позиция правой головки постоянно свободна, таким образом, от работы инструментов и служит для постановки и снятия детали. Числа оборотов инструментальных шпинделей могут быть различны (от 9 до 460 в минуту). На рис. 21 изображена рабочая часть такого стайка при обработке корпусов карбюраторов. Из рисунка мояшо видеть способ закрепления детали и установку инструментов. На рис. 22 изображена схема обработки чугунной втулки на таком станке (более легкой модели) и приведен режим резания на всех шпинделях. Эти станки для деталей, позволяющих удобно вести обработку со. шпиндельных инструментов (т. е. сверление, развертывание, нарезка резьбы, внутренняя расточка, наружная цилиндрическая обточка и пр.), могут оказаться весьма выгодными. Такой метод обработки особенно выгоден для деталей сложной формы и значительных размеров, которые при установке их во вращающиеся патроны потребовали бы значительного увеличения многошпиндельной головки, а стало быть, и размеров станка. Одним из наиболее совершенных и производительных полуавтоматов для средних размеров сложных деталей (поршни и др.) надо считать в настоящее время шестишпиндельные полуавтоматы фирмы Baird Mch. Сo. Особенно высокий эффект эти станки дают на обточке поршней — производительность до 180 шт. в час.
Рис. 20. Четырехшпинделъный полуавтомат фирмы Gobs A tie Leeuw (модель В)
Рис. 21. Рабочая часть станка Goss & de Leeuw. В этих полуавтоматах изделие вращается, а инструменты в шпинделях неподвижной головки могут либо стоять, либо иметь дополнительное вращение. По схеме работы эти станки напоминают полуавтомат New-Britain.
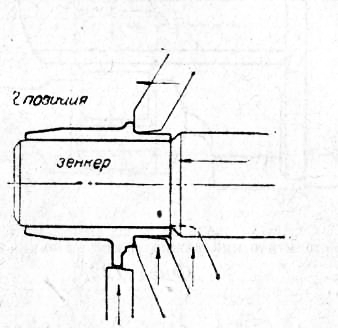
Рис. 22. Обточка втулки (с одной стороны) на станке GuSS & dc Leeutv.
Рис. 23. Корпус амортизатора. На каждой операции устанавливается по 2 штуки (на 2 соседних шпинделях). Поворот шпиндельной головки каждый раз производится сразу на 2 позиции. Инструменты также попарно одинаковы.
Рис. 24. На рис. 26 изображена вторая операция — обработка другой стороны той же шестерни на таком же полуавтомате (второй станок); рис. 26 — быстродействующий зажим (рабочий только снимает готовую деталь, затем затяжной болт автоматически занимает деталь при следующем повороте головки); рис. 26 — обдирка снаружи и рис. 26 — чистовая обточка снаружи, обработка оставшейся части торцев и фаски (с поперечного суппорта). При каждом повороте на 2 позиции получается по 2 шестерни. Поворот же шпиндельной головки совершается через 20,6 секунд. т. е. производительность около 350 шт. в час (с каждого станка на обеих операциях). Числа оборотов на разных позициях могут быть различны. Подачи также могут быть различными на отдельных шпинделях и суппортах, а также меняться в течение резания. На рис. 27 дан пример обработки на том же станке конической шестеренки (цилиндрический хвост уже обработан).
Рис. 25. Время обработки двух шестеренок — 40 сек. (время, через которое поворачивается патронная головка на 2 позиции), т. е. производительность около 180 шт. со станка. Производительность,обточки втулки — около 90 шт. в час.
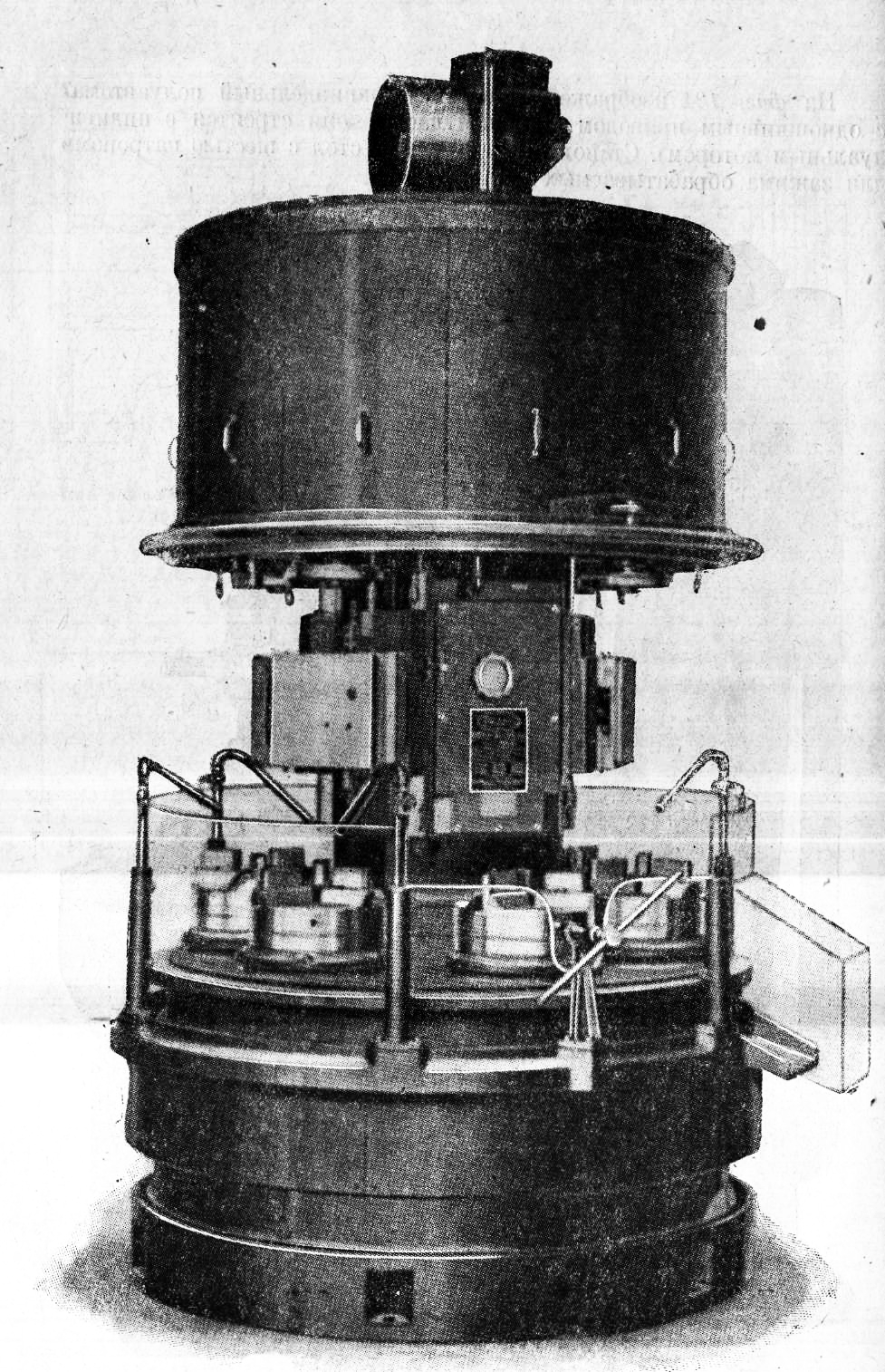
Рис. 26 На рис. 30 изображен вертикальный шестишпиндельный полуавтомат модель Vert-0-Matic №2 фирмы The Pratt & Whitney (со снятой крышкой и откинутым верхним кожухом) для обработки небольших по размерам деталей. Метод работы этого полуавтомата аналогичен с работой описанных выше многошпиндельных полуавтоматов New-Britain с невраща.щимся обрабатываемым предметом во время резания. Здесь револьверная головка для обрабатываемых изделий представляет собой круглый стол, где расположены неподвижно закрепленные патроны. Сама же головка (или стол) поворачивается после каждой обработки на одну позицию. На вертикальной, проходящей через стол, колонне располагаются 5 отдельных головок, несущих различные инструменты. Эти головки, имеют независимые движения подхода и подач и могут, помимо обычного вида инструментов токарной обработки быть снабжены многошпиндельными сверлильными головками, для одновременного сверления, зенкования, развертывания и нарезки нескольких отверстий.
Рис. 27. Обточка конической шестерни на станке Baird (с одной стороны).
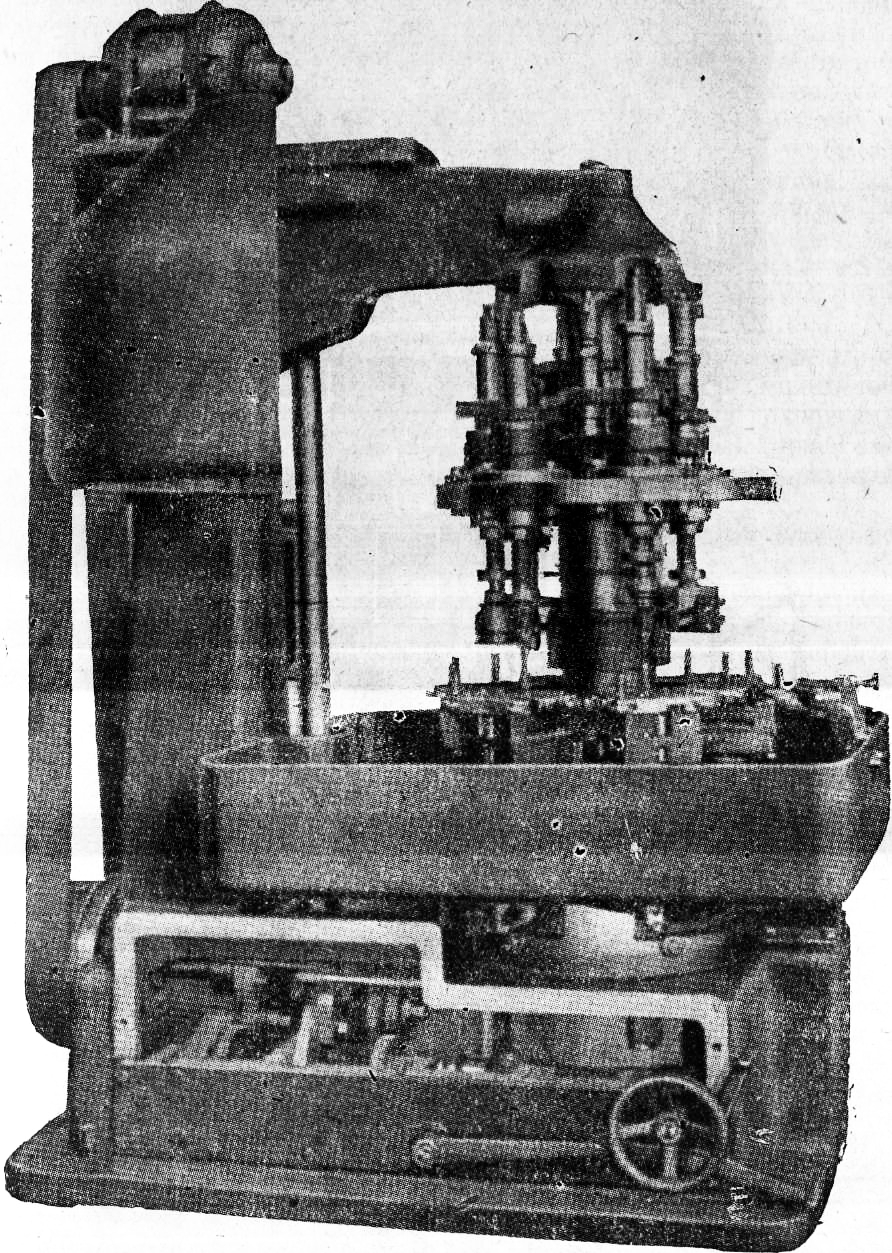
Рис. 28. Пример обточки на станке Baird. Одним из наиболее совершенных и высокопроизводительных полуавтоматов (для средних и крупных деталей) надо признать вертикальный многошпиндельный полуавтомат «Mult-Au-Matic» фирмы Bullard Mch. Tool Сo (САСШ). Эти полуавтоматы строятся с 4 и 6 шпинделями, размеров: 8”, 12”, 16”, 20”, 24” и даже 28”. Число дюймов указывает максимальный диаметр детали, зажимаемой в патроне.
Рис. 29. Обточка поршня на станке Baird На рис. 124 изображен такой шестишпиндельный полуавтома? с одношкивным приводом (большей частью они строятся с индивидуальным мотором). Станок имеет круглый стол с шестью патронами для зажима обрабатываемых деталей.
Рис. 30. Шестишпиндельный полуавтомат
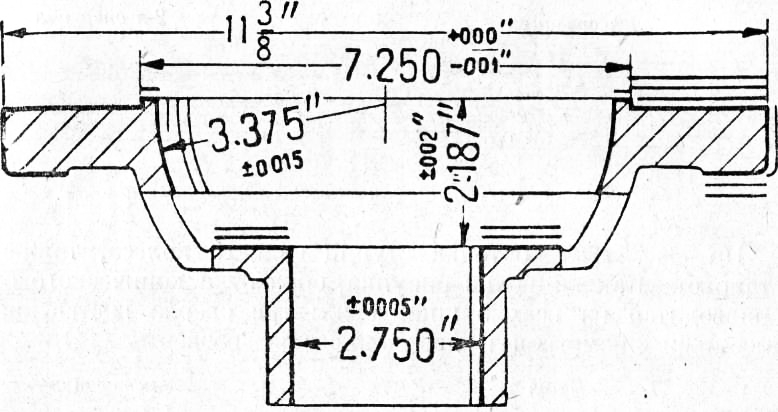
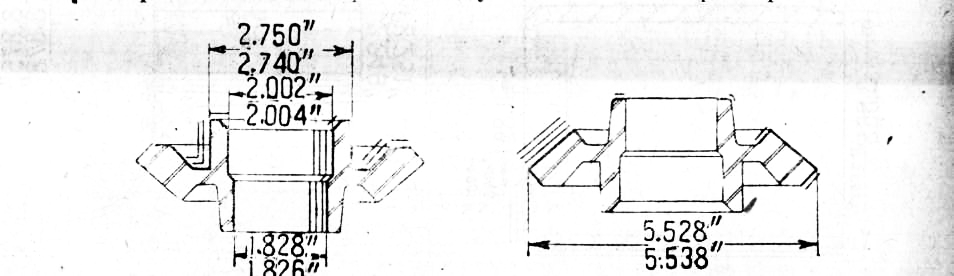
Рис. 31. Шестишпиндельный полуавтомат фирмы Bullard. Соответственно с этим имеется на шестигранной колонне пять рабочих позиций с суппортами и одна позиция без суппорта для зарядки. После каждой обработки круглый стол поворачивается на одно деление, меняя места позиций. Патроны могут быть заменены и специальными зажимными приспособлениями, если этого требует форма детали. Числа оборотов шпинделей на отдельных позициях могут быть различны в зависимости от требований обработки, что достигается подбором соответственных пар сменных шестерен. На небольших моделях обычно даются числа оборотов от 30 до 300 в минуту и на больших — от 16 до 160 в минуту. На зарядочной позиции шпиндель автоматически останавливается для замены готовой детали. Подачи на каждой позиции, соответственно условиям обработки, также могут быть различными (что достигается сменными шестернями). Крайние размеры иодач, как и числа оборотов, у малых моделей делаются меньше (0,15—1,5 мм на оборот), и для больших моделей соответственно больше (0,25— 2,5 мм на оборот). Суппорта на отдельных позициях могут быть установлены различные: для продольного точения, поперечного точения, наклонного точения, одновременного продольного и поперечного точения, или даже многошпиндельная головка для многократного сверления, развертывания и пр. Суппорт позволяет устанавливать и работать целым рядом резцов, подобно многорезцовым станкам. Быстрый подвод «уппортов и обратное их возвращение производится от постоянного кулака независимо от величины рабочих подач. Регулировка длины и положения рабочего хода может производиться на каждой позиции отдельно. Механизмы подач и быстрых ходов расположены в верхней части станка над суппортами, причем эти механизмы представляют собой отдельные одинаковые агрегаты для каждого суппорта. Все эти механизмы обслуживаются централизованной дождевой смазкой. Механизм привода шпинделей помещается внизу, там же расположены сборники охлаждающей жидкости и масла со своими насосами. Станок весьма жесток и стабилен. Вес этих станков: 8, 10, 15, 20 т и выше, соответственно их размерам. Потребляемая мощность этих станков также весьма Значительна: 7%, 10, 15, 20 и 25 л. с. Полуавтоматы «Bullard», естественно, имеют довольно широкие возможности в смысле концентрации обработок на одном станке, а также и достижения высокой производительности. На эскизах даны главные размеры этих деталей и указаны допуски наиболее ответственных поверхностей. Кроме того, отдельными линиями около обрабатываемых поверхностей показано число проходов и их длина, а в случаях фасонных резцов эти линии дают также и форму резцов.
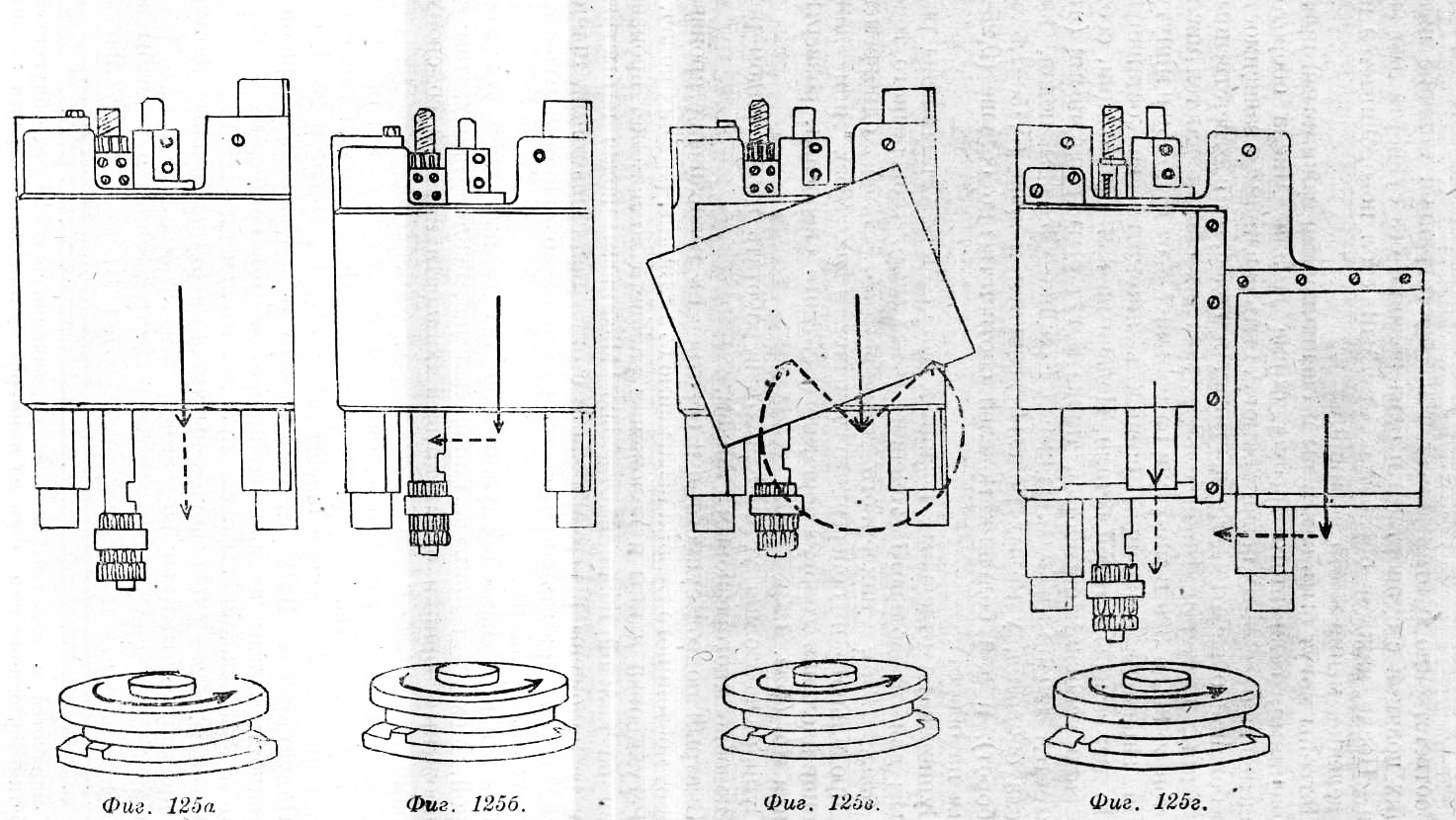
Рис. 32. Различные типы суппортов станка Bullard.
Рис. 33. Коробка сателлитов (стальное литье). Эти же линии в последовательном порядке (от наружных к внутренним) указывают порядок и характер последовательной обработки каждой поверхности. Обращается внимание на количество обрабатываемых поверхностей и число проходов (15 проходов). Поверхность фланца обтачивается 3 раза. Полное время обработки — 4 мин. 29 сек.
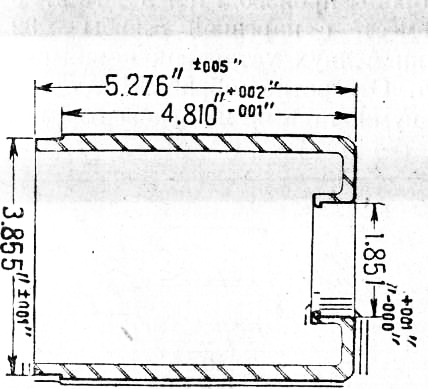
Рис. 34. Корпус динамо (стальная штамповка).
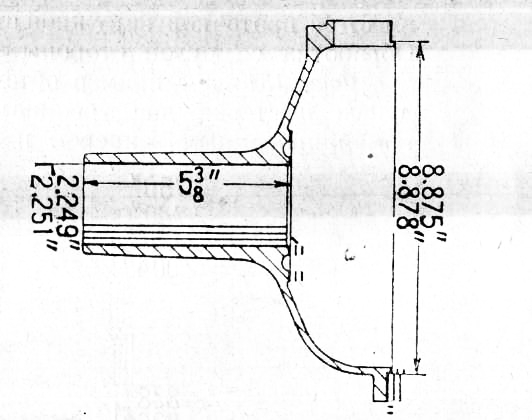
Рис. 35. Картер заднего моста (ковкий чугун).
Рис. 36. Коренная шестерня дифференциала. На рис. 37 — обточка заднего колеса, также с двух установок. Как видно из рисунка, обработка конического отверстия производится на всех шпинделях: три сверла постепенно уменьшающихся диаметров и две конические развертки. Эта обработка вместе с проточкой наружной стороны производится в 1 мин. 6 сек. Обработка с другой стороны вместе с нарезкой резьбы — 32 сек.
Рис. 37. Ступица заднего колеса.
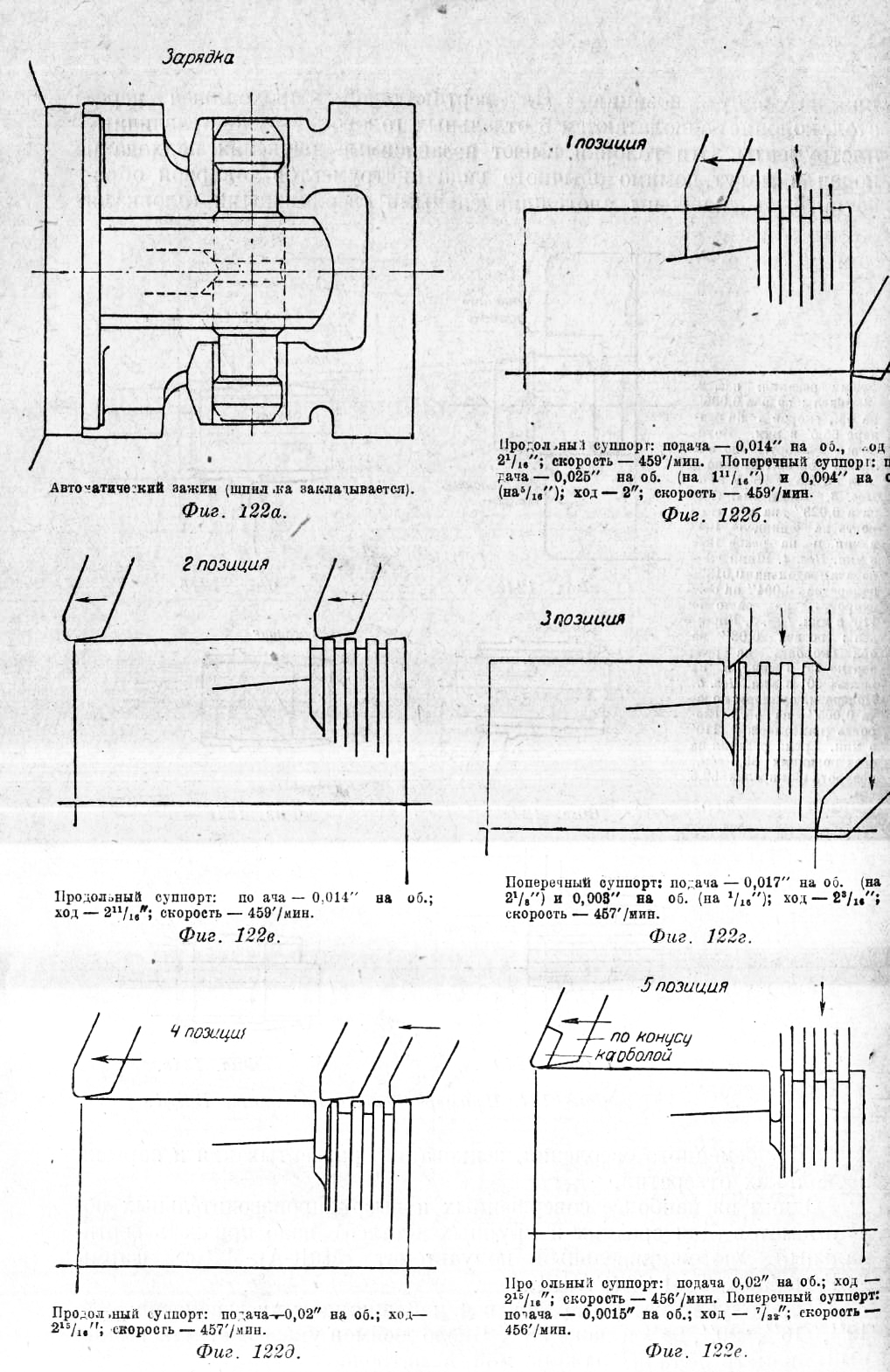
Рис. 38. Коническая ведущая шестерня. Вся обработка с этой установки производится в 1 мин. 16 сек. Обточка с другой стороны производится в 1 мин. 16 сек. Наружная поверхность зубьев на этой операции проходится 3 раза. На рис. 39 показана в развернутом виде сложная обработка чугунной детали (изображенной в правом верхнем углу рисунка): расточка 2 внутренних диаметров, торцевая обточка внутри, торцовка наружного диаметра с одной стороны, обточка фланца, нарезка резьбы внутри и сверление 12 отверстий во фланце (на 6-й позиции).
Рис. 39. Обработка чугунной детали на станке Bullard Рекомендуется обратить внимание на способ и установку инструментов и направление подач суппортов. Все инструменты изображены в конце рабочих ходов. По позициям можно видеть все последовательные этапы обработки, инструмент, числа оборотов шпинделей и подачи. Полное время обработки — 66 сек. (включая время на все повороты стола во время обработки одной детали). Реклама:Читать далее:Обработка на прутковых одно- и многошпиндельных автоматахСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|






|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|