|
|
Категория:
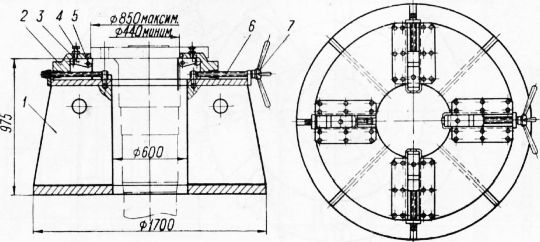
Крупные электрические машины Отверстия во фланцах служат для жесткого соединения валов двух машин с помощью центрирующих шпилек. Для уменьшения объема ручных работ при подгонке отверстий во фланцах при соединении валов необходимо, чтобы оси отверстий в сопрягаемых фланцах точно совпадали и чтобы отверстия были обработаны по второму классу точности. Указанные требования могут быть соблюдены, если раздельная обработка отверстий в каждом фланце будет выполняться по одному и тому же зеркальному кондуктору, имеющему сменные втулки для направления инструмента на всех стадиях обработки (сверление, зенкерование, развертывание). Отверстия обрабатывают на радиально-сверлильном станке при вертикальном положении оси вала. Для закрепления и выверки вала применяется приспособление, показанное на рис. 3-22. Оно состоит из корпуса, в пазах верхней плиты которого смонтированы четыре кулачка. С помощью винтов и штурвала кулачки могут перемещаться в радиальном направлении. Внутри кулачков закреплены на осях рычаги, используемые для выверки вала; поворот рычагов производится винтами. Приспособление монтируется у станка на отдельной плите, под которой имеется бетонированная яма; в плите предусмотрено отверстие для прохождения конца вала. Вал устанавливается фланцем в кулачки приспособления так, чтобы внутренний торец фланца опирался на короткие плечи рычагов. Зажатый предварительно кулачками вал выверяют с помощью рычагов по уровню (с ценой деления 0,01 мм/м) и окончательно закрепляют кулачками. На центрирующий замок торца фланца надевают кондуктор и прижимают струбцинами; по соответствующей кондукторной втулке сверлят отверстие и вставляют в него фиксирующий палец; после этого сверлят второе отверстие, расположенное диаметрально противоположно первому, и в него тоже ставят фиксирующий палец; затем сверлят остальные отверстия; поменяв кондукторные втулки, отверстия зенкеруют в такой же последовательности, с установкой в два отверстия фиксирующих пальцев.
Рис. 1. Приспособление для закрепления и выверки валов. Развертывание отверстий также производят по кондуктору развертками с кольцевой заточкой. После окончания обработки перед снятием кондуктора должно быть отмечено его положение относительно фланца вала; для этого на фланце наносят и кернят риску против риски, имеющейся’ на кондукторе. При агрегатировании машин риски на фланцах двух соединяемых валов совмещают. Благодаря этому отверстия, обработанные по одной и той же кондукторной втулке, также совместятся. Реклама:Читать далее:Типы сердечников якорей и роторовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|