|
|
Категория:
Модернизация металлорежущих станков Шаровые поверхности, как и другие фасонные поверхности, можно обрабатывать фасонными резцами методами непосредственного копирования их профиля. Однако вследствие большой длины резания и изменения фактических углов резания вдоль профиля инструмента поверхность обработки при этом получается дробленой и требует ручной пригонки профиля по шаблону.
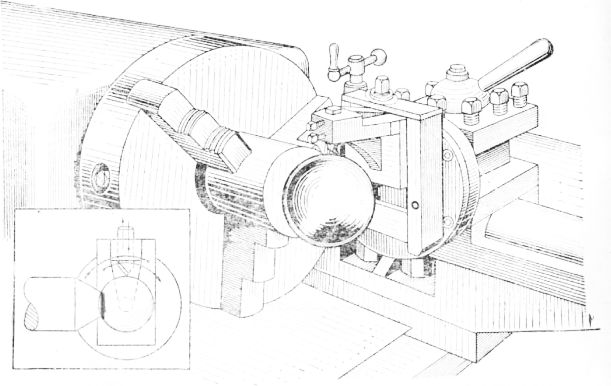
Рис. 1. Приспособление для обработки шарозых позерхностей. На рис. 1 представлено новое приспособление, предложенное Ленинградским филиалом ВПТИ, для тонкой обточки наружной Шаровой поверхности обычным расточным резцом. Для наглядности приспособление в резцедержателе изображено в измененном положении. Величина радиуса сферы определяется прямолинейным перемещением резца, а шаровой профиль — поворотом резцовой головки по дуге заданной окружности при вращении шпинделя станка с закрепленной в патроне заготовкой. В рассматриваемом случае из технологической системы СИП подверглись модернизации два элемента: инструмент (фасонный резец заменен на расточный) и приспособление (смонтировано новое поворотное устройство). При внедрении данной модернизации в производство трудоемкость обработки шаровых поверхностей сокращается до 5 раз. При этом за счет устранения ручной пригонки обеспечивается высокая точность полученной формы шара, значительно снижается себестоимость изготовляемых деталей, а также исключается применение дорогостоящих профильных резцов и шаблонов. Весьма производительным методом обработки шаровых поверхностей является их обтачивание с помощью многорезцовой головки на модернизированных токарных станках модели 1Д62 и 1Д63. При этом модернизации подверглись два элемента системы СИП: станок (вместо резцедержателя установлена быстроходная головка) и инструмент (обычные резцы заменены фасонными). На верхнем суппорте токарного станка установлено приспособление, состоящее из четырехрезцовой головки, вращающейся на подшипниках в корпусе. Головка смонтирована на общей плите с индивидуальным электродвигателем и получает от него через ременную передачу быстрое вращение (до 1200 об/мин). Заготовка вращается при обработке на минимальных оборотах шпинделя станка, осуществляя при этом круговую подачу.
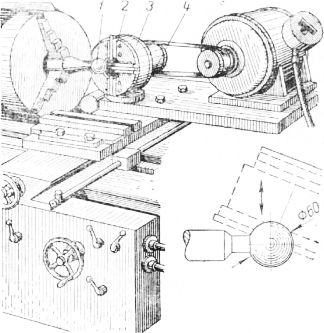
Рис. 2. Модернизация токарного станка многорезцовой голозкой для обработки шарозых поверхностей. Метод обработки шаровых поверхностей быстроходными резцовыми головками («вихревое» точение) применяется на Люберецком заводе в качестве предварительной операции. Этот высокопроизводительный процесс в 1,5—2 раза превосходит обработку шара фасонными резцами. При внедрении метода обработки поверхностей модернизация охватывает весь комплекс системы СИП: станок получает дополнительную быстроходную многорезцовую головку, фасонный инструмент заменяется обычным, приспособление — быстродействующим. Точение шаровых поверхностей успешно осуществляется и на модернизированных вертикальных многошпиндельных полуавтоматах, где обрабатывают преимущественно цилиндрические поверхности вращения. Однако после несложной модернизации на них можно производить обточку и шаровых поверхностей. С этой целью вместо обычного суппорта на вертикальные салазки станка устанавливается новый суппорт, сконструированный специально для передачи вращения резцу. Комплексная модернизация при этом распространяется на два элемента системы СИП: станок (замена универсального суппорта специальным) и инструмент (вместо фасонного резца применен проходной). Как и в рассмотренных выше примерах, образование сферической поверхности происходит не за счет копирования профиля резца, а кинематически, с помощью механизированного поворота простейшего режущего инструмента. Реклама:Читать далее:Точение эллиптических деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|