|
|
Категория:
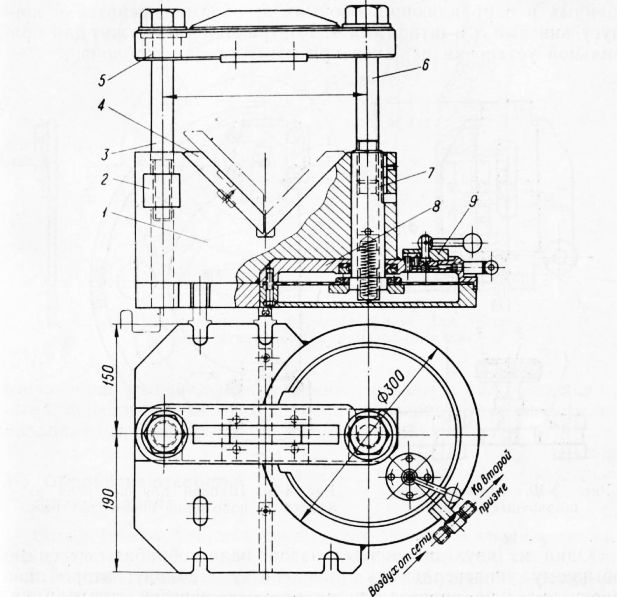
Крупные электрические машины На валах крупных электрических машин преобладают призматические шпонки со скругленными торцами по ГОСТ 8788-58. Обработку пазов под такие шпонки производят в зависимости от размеров вала либо на фрезерных станках (вертикальных или горизонтальных), либо на фрезерных колонках (горизонтально-расточных станках) двухперовыми шпоночными фрезами (ГОСТ 9140-59), позволяющими осуществлять врезание инструмента на полную глубину паза. Вал устанавливают на призмах, выверяют индикатором в двух взаимно перпендикулярных плоскостях и закрепляют. На рис. 1 изображено приспособление с пневматическим зажимом, служащее для Закрепления валов диаметром до 200 мм. Приспособление состоит из двух призм, в основании которых смонтированы пневматические диафрагменные цилиндры; в шток цилиндра ввернута тяга; вторая тяга закреплена в призме гайкой. Для установки на призмы валов с разными диаметрами ступеней предусмотрен набор сменных планок закрепление вала производится следующим образом: отрегулированная по высоте в зависимости от диаметра установленной на призму ступени вала откидная прижимная планка подводится под головку тяги. Поворотом рукоятки распределительного крана воздух подается в пневмокамеру; возникающее при этом на штоке усилие через тягу и прижимную планку передается на вал. Усилие зажатия вала на каждой призме составляет 3500 кГ, ход штока равен 23 мм. Обработка шпоночных пазов мерными фрезами применима только при наличии достаточно точного оборудования, так как даже при незначительном биении шпинделя станка размер паза получится более чертежного; кроме того, мерная фреза быстро меняет свой размер вследствие износа. Поэтому обработку шпоночных пазов часто производят в три прохода фрезами, диаметр которых меньше, чем ширина паза, на 0,5— 1,0 мм, причем при втором и третьем проходах фрезеруют боковые грани паза. Контроль ширины паза и его расположения относительно оси вала ведут универсальными шпоночными шаблонами. Шаблон состоит из основания, в котором симметрично оси шаблона установлен движок и неподвижно закрепленные ролики. Нижний конец движка является проходной частью калибра, а верхний его конец соответствует непроходной части калибра. Движок может перемещаться по пазу основания и закрепляться в любом положении винтом. Для облегчения измерения глубины паза на основании с двух сторон нанесена шкала диаметров ступеней валов, а по обеим сторонам движка — шкала глубины пазов. Ступенька (1—3 мм) на проходном конце движка позволяет контролировать радиальность паза в начале обработки.
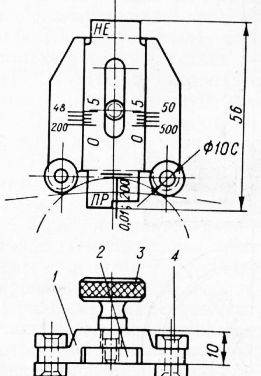
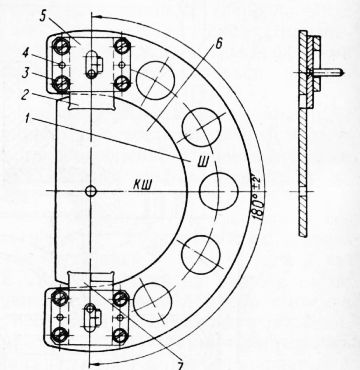
Рис. 1. Пневматическое приспособление для закрепления валов. Универсальность шаблона состоит в том, что он пригоден для измерения шпоночных пазов шириной а на ступенях валов любых диаметров; достигается это благодаря тому, что основание шаблона касается окружности вала двумя образующими роликов, а не вогнутой цилиндрической поверхностью, как в обычных шпоночных шаблонах, рассчитанных на один заранее заданный диаметр ступени. Иногда на одной ступени вала имеются два шпоночных паза, расположенных под углом друг к другу. В таких случаях при обработке второго паза применяют специальный шаблон, контролирующий взаимное положение пазов. Шаблон состоит из корпуса, двух движков-калибров, помещенных в направляющих обоймах; обоймы крепятся к корпусу винтами и штифтами. Контршаблон служит для правильной установки движков при изготовлении шаблона.
Рис. 2. Универсальный шпоночный шаблон.
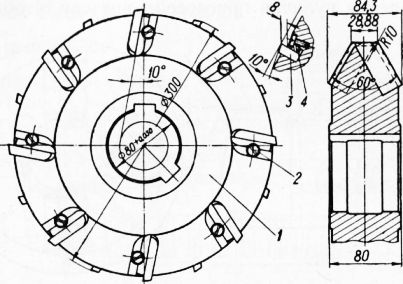
Рис. 3. Шаблон для контроля взаимного расположения шпоночных пазов. Один из двух шпоночных пазов вала обрабатывается по обычному универсальному шпоночному шаблону; второй паз предварительно прорезается по разметке фрезой, диаметр которой меньше ширины паза. Затем фрезеруют боковые грани паза, проверяя шаблоном взаимное положение боковых граней ранее обработанного паза и обрабатываемого. Для этого базовый движок шаблона заводят в первый паз, корпус шаблона цилиндрической расточкой плотно прижимают к валу и, перемещая в радиальном направлении измерительный движок, проверяют, насколько «вязко» он входит в обрабатываемый паз. Наличие на измерительном движке ступеньки позволяет пользоваться шаблоном в процессе обработки паза для проверки правильности установки фрезы «на размер» при снятии пробных стружек. Закрытые вентиляционные каналы на валу обрабатывают на фрезерных колонках или горизонтально-фре-зерных станках фасонными дисковыми фрезами со вставными ножами из стали Р18. Ножи крепятся в пазах корпуса клиньями, которые затягиваются винтами. Обработка открытых вентиляционных каналов выполняется на продольно-строгальных станках. Завод «Уралэлектротяжмаш» обрабатывает вентиляционные каналы в валах специальными фасонными многорезцовыми фрезерными головками на продольно-фрезерных станках.
Рис. 4. Фасонная дисковая фреза для обра ботки вентиляционных каналов в валах. Реклама:Читать далее:Обработка отверстий во фланцах валовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|