|
|
Категория:
Крупные электрические машины Допустимое биение коллектора относительно оси вращения якоря не должно превышать 0,02—0,05, что выполнимо только при обработке коллектора непосредственно на якоре. Поэтому на всех без исключения якорях производится обтачивание коллекторов. Чтобы предотвратить появление на коллекторе царапин, забоин, загрязнений и других дефектов, окончательную обработку его целесообразно производить после всех операций по сборке, намотке, пропитке, сушке и продораживанию якорей. В тех случаях, когда габариты якоря это позволяют, обработку коллектора производят на токарном станке. Обтачивание ведут резцами, оснащенными пластинками из твердого сплава Т15К6 или ВК6. После обтачивания специальным ножом снимают фаски на острых гранях пластин. Эту операцию чаще всего производят, не снимая якорь со станка, непосредственно после его обтачивания. При снятии фасок образуются заусенцы, зачистить которые можно на токарном станке кратковременным шлифованием абразивным полотном с легким нажимом на него. Чистота поверхности коллектора после обтачивания и кратковременного шлифования шкуркой соответствует шестому-седьмому — классу. Добиваться более высокой чистоты поверхности коллектора путем продолжительного шлифования абразивным полотном не следует, так как это приведет к появлению завалов у краев пластин, что вредно сказывается на коммутационных свойствах машин, особенно быстроходных. Хорошие результаты в отношении микро- и макрогеометрии поверхности достигаются при обтачивании коллектора алмазным резцом. Однако в большинстве случаев имеющийся на электромашиностроительных заводах парк станков не обеспечивает оптимальную для алмазных резцов скорость резания. Поэтому алмазные резцы для обработки коллекторов на станках применяются редко. Коллекторы якорей с диаметром сердечника более 1500—1700 мм обтачиваются на стенде в собранной машине при вращении якоря в собственных подшипниках. Литой корпус прикреплен болтами к нижней плите. Отверстия под болты в лапах корпуса выполнены удлиненными, благодаря чему при отжатых болтах корпус суппорта можно плавно поворачивать винтом вокруг вертикальной оси. Плавная регулировка необходима при выверке по индикатору положения продольных салазок относительно образующей коллектора. На верхней части корпуса по продольному выступу в форме ласточкина хвоста перемещается каретка, имеющая в верхней части поперечный выступ также в виде ласточкина хвоста. По этому выступу передвигается поперечная каретка с подгоночным сухарем верхняя площадка каретки служит опорной плоскостью для резцов или резцовых оправок.
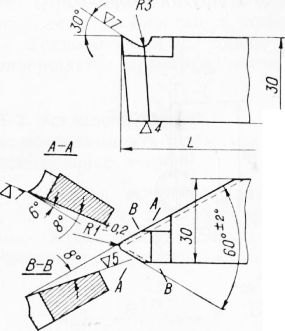
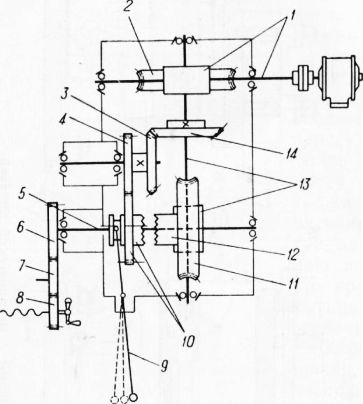
Рис. 1. Резец для обтачивания коллекторов. На рисунке условно показана оправка с резцом, которая крепится планками при помощи шпилек и гаек. Планки удерживаются в верхнем положении пружинами. Ходовой винт поперечной каретки имеет лимб с ценой деления 0,01 и маховичок с рукояткой. Ключ с рукояткой может свободно надеваться на любой конец ходового винта для ручной подачи при выключенном редукторе. При механической подаче движение передается от электродвигателя через упругую муфту, редуктор, сменные шестерни и постоянную шестерню, сидящую на ходовом винте. Для гашения вибрации электродвигатель и редуктор установлены в корпус на резиновых амортизационных прокладках. На рис. 3 приведена кинематическая схема редуктора. Входной вал выполнен заодно с червяком, находящимся в зацеплении с червячной шестерней, которая сидит на шпонке на валу, являющемся червяком второй червячной пары. Червяк сцепляется с шестерней, посаженной на шпонке на втулку, свободно вращающуюся на валу. Втулка одновременно является кулачковой полумуфтой. На валу, на скользящей шпонке, передвигается шестерня, выполненная заодно с левой кулачковой полумуфтой и имеющая канавку для пальцев включающего рычага. Он поворачивается вокруг оси и может фиксироваться в трех положениях. На валу жестко закреплена коническая шестерня, постоянно сцепленная с шестерней, также жестко соединенной с цилиндрической шестерней. При расцепленной кулачковой муфте (положение III, соответствующее ускоренному холостому ходу) обеспечивается выключение второй червячной пары и передача движения от вала через шестерни на выходной вал 5 редуктора. Положение отвечает рабочему ходу, а положение II — отключению механической подачи. Шестерни гитары передают вращение шестерне ходового винта. Шестерня — постоянная, а шестерни выполнены в трех вариантах; это обеспечивает (при шаге ходового винта 6 мм) рабочую подачу 6,53; 13,1 и 19,6 мм/мин при скорости вращения электродвигателя 1410 об/мин. Величина ускоренной подачи равна соответственно 278; 556 и 833 мм/мин. Суппорт устанавливается на фундаментную плиту машины или на тумбу, поставленную около машины, выверяется по индикатору относительно образующей коллектора и закрепляется. Обработка коллектора ведется при скорости вращения, близкой к номинальной. Если при этом скорость резания составляет 1000—1500 м/мин, для обтачивания применяют алмазный резец, показанный на рис. 5. Для его закрепления предусмотрена специальная оправка. При обработке коллектора алмазным резцом достигается класс чистоты его рабочей поверхности V8—V9, причем ее биение обычно не превосходит 0,01 мм.
Рис. 3. Кинематическая схема редуктора суппорта. Если номинальная окружная скорость коллектора менее 15 м/сек, то его обтачивают твердосплавными резцами на допустимых для твердого сплава режимах резания с последующим шлифованием при номинальной скорости вращения. Шлифование коллектора производят специальными абразивными брусками, рецептура и технология изготовления которых были разработаны ВНИИАШ совместно с Ленинградским филиалом ВНИИЭМ и заводом «Электросила». При шлифовании абразивный брусок удерживается специальной оправкой, закрепленной в резцедержателе суппорта. Обработку рекомендуется вести при удельном давлении бруска на коллектор 0,1—0,3 кГ/см2. Чистота поверхности, достигаемая при шлифовании абразивными брусками, соответствует классу V7—V8. Абразивные бруски могут также применяться для шлифования коллекторов электрических машин (в том числе и быстроходных) при наладке их коммутации на испытательных стендах или в условиях эксплуатации. Реклама:Читать далее:Обработка роторов асинхронных и высокочастотных машинСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|