|
|
Категория:
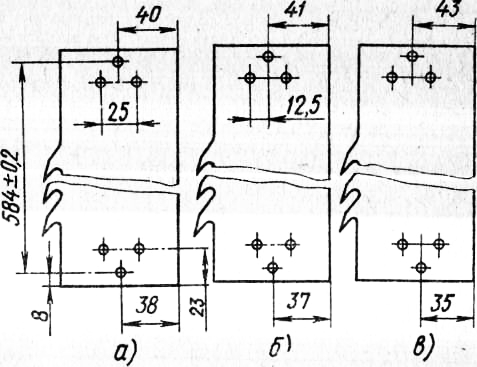
Деревообрабатывающие станки Далее: Правка и вальцевание пил При утилизации пришедших в негодность пил, а также подготовке к работе новых пил, не соответствующих размерам захватов пильной рамки, пилы обрезают по длине. По ширине зубчатую кромку пилы обрезают в случае поломки на ней двух или более зубьев или изменения шага зубьев (при изготовлении новых пил), у пил, находящихся в эксплуатации, время от времени срезают так называемые «застои» — выступы, образующиеся вследствие непроточки концов, расположенных по бокам от режущей кромки. Иногда необходимо обрезать лишние зубья по краям новой пилы. Это делают для того, чтобы избежать излишней работы по их заточке. Для подготовки к работе рамных пил типа, а также в случае изменения их по длине (ремонта) к концам полотна пилы под прямым углом к задней кромке приклепывают опорные планки. Скошенные грани планок должны находиться на одном уровне. Отклонение планок от перпендикулярности задней кромке пилы не должно превышать 0,5 мм на 100 мм ширины полотна. Концы пилы обрезают до нужной длины по угольнику. По планке размечают отверстия под заклепки. Твердосплавным сверлом или пробойником формируют отверстие под крайнюю заклепку и приклепывают планки. Выравнивают планки по угольнику и сверлят (пробивают) отверстие с другого края. Затем ставят вторую заклепку и т. д. Применяют заклепки диаметром 8 мм с поочередным расположением головок на обеих планках. Диаметры отверстий в пиле и планках должны быть на 0,2… 0,6 мм больше диаметра заклепок. Для крепления тарных пил в пильной рамке к ним приклепывают захваты с учетом применяемых посылок. Схемы приклепки захватов приведены на рис. 5. Диаметр заклепок, отверстий под них и методы их формирования для крепления захватов те же, что и для крепления планок на рамных пилах. Пилоштамп ПШ6 предназначен для обрезки и насечки зубьев рамных, ленточных и круглых пил. Конструкция станка закрытая. Обрезка и насечка зубьев происходят за счет возвратно-поступательного движения ползуна, на котором в зависимости от вида обработки (обрезки или насечки) крепят нож ножниц или пуансон. Под ползуном размещают другой нож ножниц или матрицу. Ползун получает движение от электродвигателя через ведущий шкив, клиноременную передачу, ведомый шкив (маховик), установленный на конце вала с шестерней. Далее движение передается на шестерню, установленную на одном валу с кулачком привода ползуна.
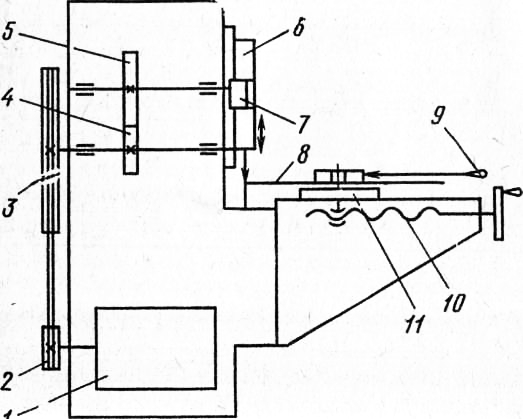
Рис. 1. Расположение отверстий для приклепки захватов тарных пил при посылке: Шкив передает вращение на вал с шестерней только при включении шпоночной муфты. Обрабатываемую пилу устанавливают на приспособление, закрепляемое на столе. Станок оснащают приспособлениями для обрезки и насечки зубьев круглых и рамных пил. На диаметр или ширину пилы штамп настраивают, перемещая стол по направляющим с помощью винта. Зубья круглых пил насекают без предварительной разметки с помощью делительного устройства, управляемого рукояткой. При насечке зубьев рамных пил на стол устанавливают приспособление в виде линейки. Передвижение рамной пилы для насечки новых зубьев контролируется упором, который базируют но передней грани выштампованного зуба. Станок может работать с непрерывными или одиночными ходами рабочего инструмента. Первый применяют при обрезке зубьев пил, а второй — при насечке зубьев.
Рис. 2. Кинематическая схема пилоштампа ПШ6: В процессе работы станка необходимо следить за состоянием ползуна и направляющих, не допуская появления боковых зазоров, своевременно затачивать ножи, пуансон и матрицу. Пуансон и матрица должны быть правильной формы. Зазор между пуансоном и матрицей в рабочей зоне должен составлять (0,15±0,05) мм. Увеличение зазора приводит к затягиванию металла пилы между пуансоном и матрицей, появлению облоя (загиба краев) по контуру зубьев и их поперечному отгибу при обратном ходе пуансона. Режущие кромки пуансона должны быть без выщербин и закруглений. В противном случае может деформироваться полотно пилы, появиться облой и трещины. Реклама:Читать далее:Правка и вальцевание пилСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|